(54) АБРАЗИВНЫЙ ИНСТРУМЕНТ
| название | год | авторы | номер документа |
|---|---|---|---|
| ШЛИФОВАЛЬНЫЙ КРУГ НА КЕРАМИЧЕСКОЙ СВЯЗКЕ | 2013 |
|
RU2539254C1 |
| Отрезной абразивный круг | 1990 |
|
SU1738627A1 |
| СВЯЗУЮЩЕЕ | 1990 |
|
RU2010818C1 |
| АБРАЗИВНЫЙ КРУГ | 1993 |
|
RU2053108C1 |
| Масса для изготовления абразивного инструмента | 1986 |
|
SU1380924A1 |
| Способ изготовления абразивного инструмента | 1981 |
|
SU1000257A1 |
| АБРАЗИВНАЯ МАССА | 1993 |
|
RU2047475C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНЫХ ИНСТРУМЕНТОВ С ОРИЕНТИРОВАННЫМИ ЗЕРНАМИ | 2008 |
|
RU2369474C1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1998 |
|
RU2136481C1 |
| Способ изготовления абразивных отрезных кругов | 1978 |
|
SU701785A1 |
1
Изобретение относится к изготовле нию абразивного инструмента.
Известен абразивный инструмент, выполненный в виде тела вращения и снабженный в области, прилегающей к отверстию,армирующим элементом. Адгезионное взаимодействие связующего вещества круга и материал армирующего элемента упрочняет тело круга и позволяет работать с повышенными скоростями резания Сl.
Цель изобретения - повышение прочности кругаj используемого при скоростном шлифовании.
Указанная цель достигается тем, что армирующий элемент выполнен в виде спирали из материала, обладающего эффектом памяти.
В качестве материала с эффектом „памяти выбран никелид титана.
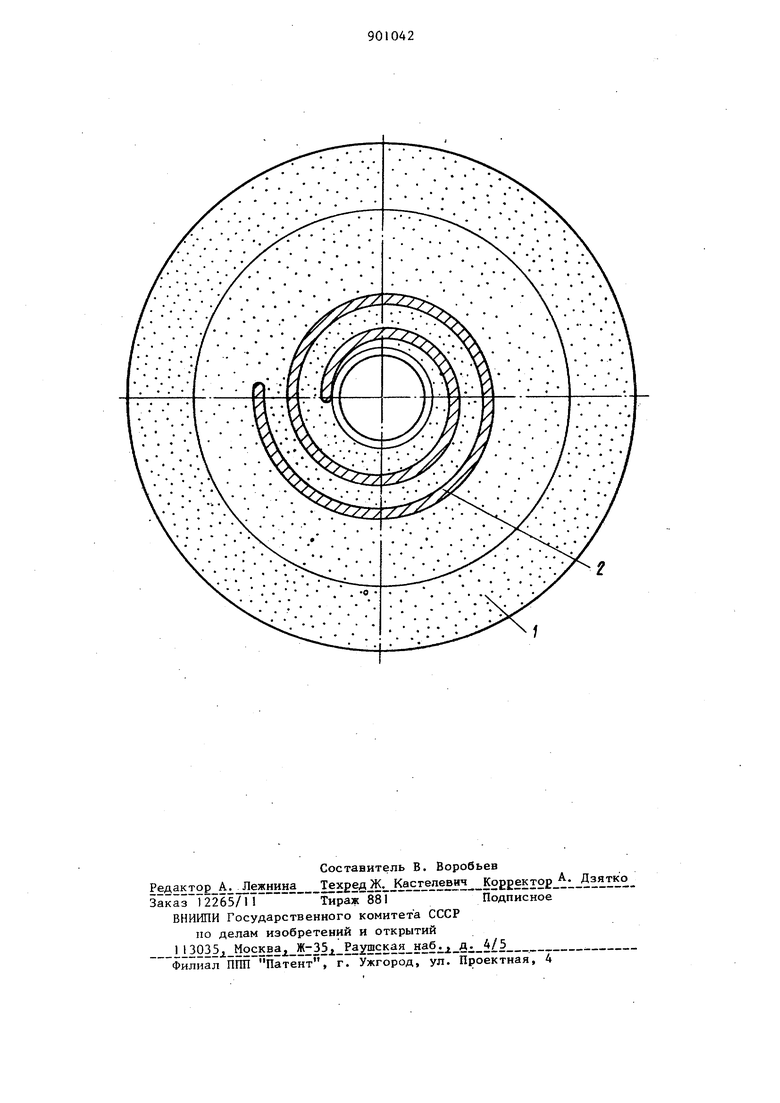
На чертеже показан предлагаемый абразивный круг, разрез в плоскости, перпендикулярной оси вращения.
Абразивный круг I, изготовленный из абразивного материала на связке, например, бакелитовой, содержит в зоне отверстия упрочняющую арматуру 2 изготовленную из металла с памятью формы, например никелида титана, и выполненную в виде свернутой спирали.
Температура возврата (скручивания) спирали при охлаждении круга
10 после термической обработки на 2530% вьппе рабочей температуры круга, что исключает срабатывание (раскручивание) спирали в процессе работы круга. При вращении круга возникают
13 центробежные силы инерции, которые обуславливают действие разрывающих напряжений. Однако разрывающим напряжениям противодействуют обратные сжимающие напряжения, предварительно
20 созданные в зоне отверстия за счет стремления к скручиванию упрочняющей арматуры при температуре, превьшающей рабочую температуру круга на 2530%. Причем эти противодействукндйе напряжения составляют .60-70% предела прочности круга на разрыв. Напряжения, возникающие в самой спирали под действием центробежных сил, состав-ляют 5-8% от противодействующих напряжений и при расчете могут не учиты ваться. Процесс создания противодействующих напряжений зависит от материала связки и технологии изготовления круга. Например, для кругов на связке, содержащей одну часть порошкообразного бакелита и две части напол нителя температура окончательного связки составляет 190затвердевания.210 С. При этой температуре упрочняю щая арматура,. устанавливаемая в прес форме, перед формовкой находится в раскрученном состоянии, а связующее вещество затвердевает. Затем в процессе охлаждения круга после термической обработки при достижении температуры, превышающей рабочую температуру круга на 25-30%, упрочняющая арматура стремится к скручиванию. В результате твердая связка, препятствующая деформации (скручиванию) ар матуры, испытывает напряженное состояние, причем возникающие напряжени обратны по знаку разрывающ1 м и сое тавляют 60-70% предела прочности кру га на разрыв. Упрочняющая арматура предназначена для многократного использования. 9 24 Изношенный круг разрушают, например, дроблением и извлекают спираль. После очистки спираль снова устанавливают в пресс-форму. Эффективность предлагаемого шлифовального круга заключается в том. что он предполагает использование обьгчных связующих веществ, например бакелита, при высокоскоростном шлифовании. Формула изобретения . Абразивный инструмент, выполненный в виде тела врагцения с примыкающим к посадочному отверстию армирующим элементом, отличающ и и с я тем, что, с целью повышения скорости резания за счет создания в нерабочей зоне круга напряжений, обратных разрывающим, армирующий элемент вьшолиен в виде спирали из материала, .обладающего эффектом памяти. 2. Инструмент по п. 1, отличающийся тем, что в качестве материала с эффектом памяти выбран никелид титана. Источники информации, , принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 91145, кл. В 24 D 3/28, 1950.
