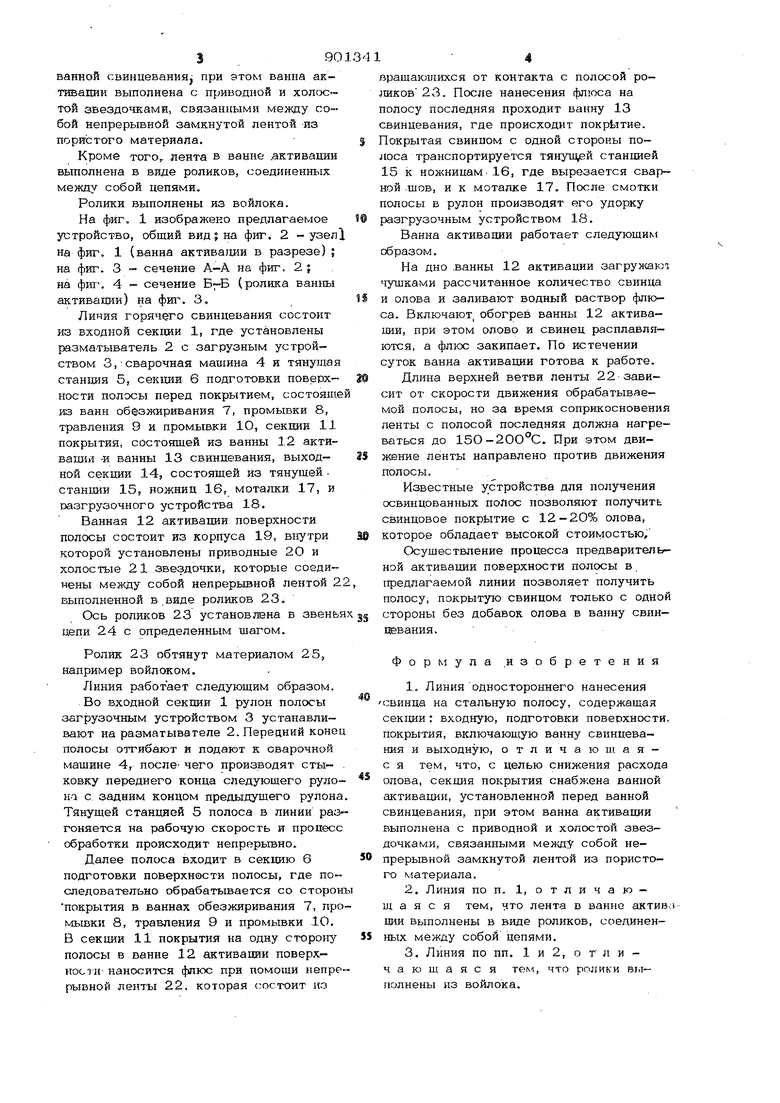
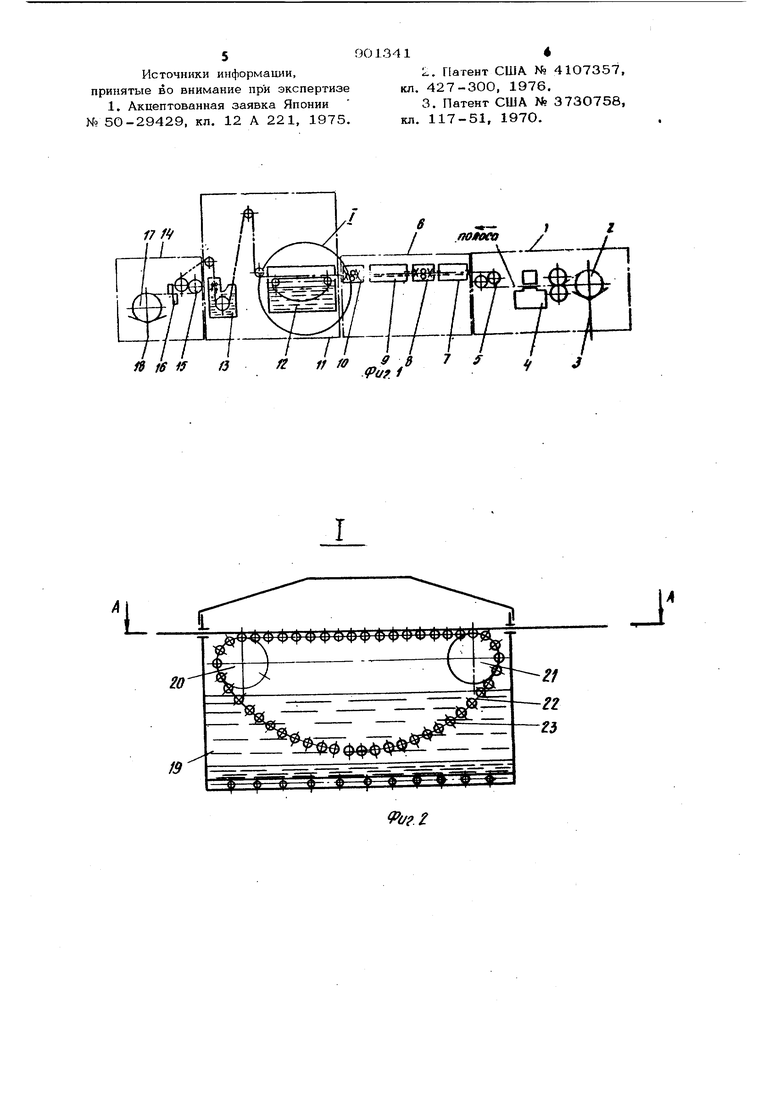
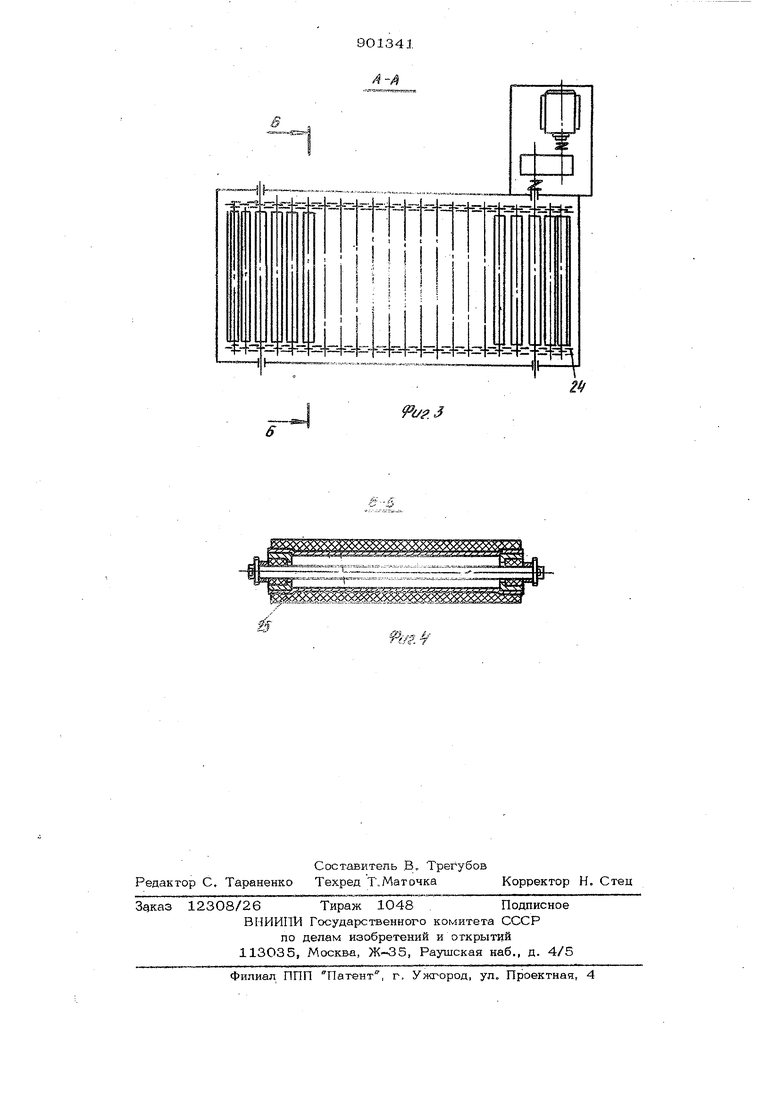
Изобретение относится к нанесению покрытий горячим способом, .в частности к устройствам для формирования свинцов покрытий. Известно устройство нанесения свинцовых покрытий, состоящее из вертикаль ной печи для нагрева листов открытым пламенем и ванны нанесения покрытия. В этом устройстве одна сторона листов, на которую наносится покрытие, подвергается воздействию восстановителей в виде газов в большом объеме, а другая окислителя в виде газа, но в относитель но меньшем объеме. После этого при погружении в расплав наносится нужное покрытие l 3 Такое устройство не обеспечивает экономии олова, так как в свинцово-оло вянном расплаве, находящемся в ванне свинцевания, содержание олова .составляет 12-20%. Известно также устройство для нанесения покрытия горячим погружением, состоящее из участков подготовки и на- несения покрытия. В этом устройстве обрабатываемая полоса обдувается с одной стороны газом с 0,О01% 02 а на другую сторону полосы наносится покрытие 21 . Наиболее близкой к предлагаемой является линия одностороннего нанесения свинца на стальную полосу, содержащая секции: входную, подготовки поверхности, покрытия, включающую ванну свиншвания, н выходную 3 J . Обшим недостатком известных устройств является то, что они не обеспечивают возможности нанесения олова в покрытии менее 12%. Цель изобретения - снижение расхода олова. Поставленная пель- достигается тем, что в линии одностороннего нанесения свинда на стальную полосу, содержашей секции: входную, подготовки поверхности, покрытия, включающую ванну свинпевания i и выходную, секция покрытия снабжена ванной активации, установленной перед 390 ванной свинцевания при этом ванна активации выполнена с приводной и холгх;- той звездочкамн, -связанными между собой непрерывной замкнутой лентой -из пористого материала. Кроме того, лента в ванне .активации выполнена в виде роликов, соединенных между собой цепями. Ролики выполнены из войлока. На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 -узел на фиг. 1 (ванна активации в разрезе) ; на фиг. 3 - сечение А-А на фиг. 2 j на фиг 4 сечение (ролика ванны активации) на фш. 3, Линия горячего свинцевания состоит из входной секции 1, где установлены разматыватепь 2 с загрузным устройством 3, сварочная машина 4 и тянущая станция 5, секции 6 подготовки поверхности полосы перед покрытием, состоящ из ванн обезжиривания 7, промывки 8, травления 9 и промывки 10, секции 11 покрытия, состояшей из ванны 12 активация -и ванны 13 свинцевания, выход- ной секции 14, состоящей из тянущей станции 15, ножниц 16, моталки 17, и разгрузочного устройства 18. Ванная 12 активации поверхности полосы состоит из корпуса 19, внутри которой установлены приводные 20 и холостые 21 звездочки, которые соединены между собой непрерывной лентой 2 выполненной в .виде роликов 23, Ось роликов 23 установлена в звень цепи 24 с определенным шагом. Ропик 23 обтянут материалом 25, например войлоком. Линия работает следующим образом. Во входной секции 1 рулон полосы загрузочным устройством 3 устанавливают на рааматывателе 2. Передний коне полосы отгибают и подают к сварочной мащине 4, после- чего производят сты- ковку переднего конца следующего руло на с задним концом предыдущего рулона Тянущей станцией 5 полоса в линии раз гоняется на рабочую скорость и процесс обработки происходит непрерывно. Далее полоса входит в секцию 6 подготовки поверхности полосы, где последовательно обрабатывается со сторон покрытия в ваннах обезжиривания 7, про мывки 8, травления 9 и промывки 1О. В секции 11 покрытия на одну сторону полосы в ванне 12 активации поверхности- наносится флюс при помощи непре рывной ленты 22, которая состоит из вращаюихихся от контакта с полосой роликов23. После нанесения флэтса на полосу последняя проходит ванну 13 свинцевания, где происходит покрЬттие. Покрытая свинцом с одной стороны полоса транспортируется тянущей станцией 15 к ножницам-16, где вырезается сварной шов, и к моталке 17. После смотки полосы в рулон производят его удорку разгрузочным устройством 18. Ванна активации работает следующим образом. На дно .ванны 12 активации 3arpy«taioi чущками рассчитанное количество свинца и олова и заливают водный раствор флюса. Включают обогрев ванны 12 активации, при этом олово и свинец расплавляются, а флюс закипает. По истечении суток ванна активации готова к работе. Длина верхней ветви ленты 22 зависит от скорости движения обрабатываемой полосы, но за время соприкосновения ленты с полосой последняя должна нагреваться до 15О-20О°С. При этом движение ленты направлено против движения полосы. Известные устройства для получения освинцованных полос позволяют получить свинцовое покрытие с 12-20 & олова, которое обладает высокой стоимостью, Осуществление процесса предварительной активации поверхности полосы в. гфедлагаемой линии позволяет получить полосу, покрытую свинцом только с одной стороны без добавок олова в ванну евин- ПЕвания. Формула .изобретения 1.Линияодностороннего нанесения Свинца на стальную полосу, содержащая сек1щи: входную, подготовки поверхности, покры-тия, включающую ванну свинцевания и ВЫХОДНУЮ отличаюшаяс я тем, что, с целью снижения расхода олова, секция покрытия снабжена ванной активации, установленной перед ванной свинцевания, при этом ванна активации выполнена с приводной и холостой звездочками, связанными между собой непрерывной замкнутой лентой из пористого материала. 2.Линия по п. 1, о т л и ч а ю - щ а я с я тем, что лента в ванне актива ции выполнены в виде роликов, соединенньтх между собой цепями. 3.Линия по ЦП. 1 и 2, о т л и чающаяся тем, что ролики выполнены из войлока. 5Г.Ю Источники информаш1И, принятые во внимание при экспертизе 1. Акцептованная заявка Японии № 50-29429, кп. 12 А 221, 1975. 1.3414 2. Патент США № 41О7357, кл. 427-300, 1976. 3. Патент США № 3730758, кл. 117-51, 1970.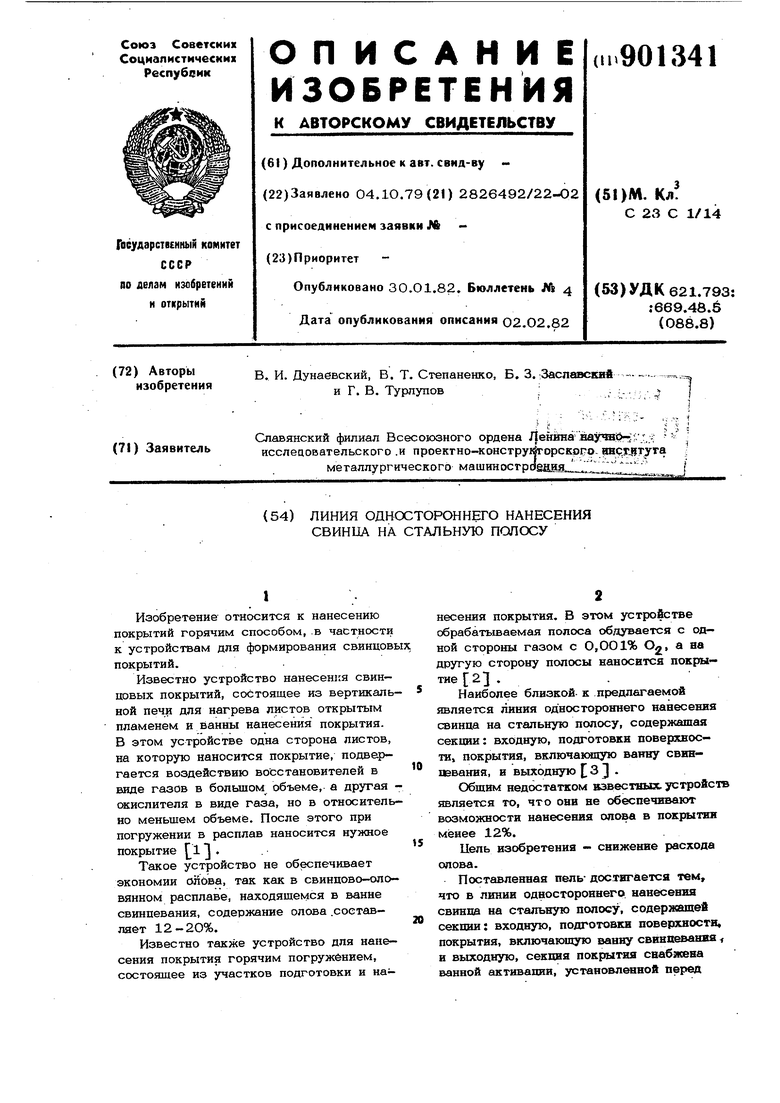
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат непрерывного свинцевания ленты | 1977 |
|
SU771183A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПРОВОДНИКОВЫХ КРИСТАЛЛОВ | 1992 |
|
RU2035085C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПРОВОДНИКОВЫХ КРИСТАЛЛОВ | 1992 |
|
RU2035086C1 |
| Агрегат для непрерывного производства рулонной электролитически луженой лакированной жести | 1950 |
|
SU93718A1 |
| ЛИНИЯ ТРАВЛЕНИЯ ОКИСЛЕННЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 1999 |
|
RU2157423C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ПРОТЯЖЕННОГО ИЗДЕЛИЯ, ЛИНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2237743C2 |
| УСТАНОВКА ДЛЯ ХИМИЧЕСКОЙ МОДИФИКАЦИИ РЕЗИНОВЫХ МАТЕРИАЛОВ И СПОСОБ НАНЕСЕНИЯ МОДИФИЦИРУЮЩЕГО СОСТАВА | 1997 |
|
RU2137604C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 1993 |
|
RU2118583C1 |
| Устройство для травления прокатанной стальной полосы и листа | 1961 |
|
SU143295A1 |
| ПРОДОЛЬНО АРМИРОВАННАЯ ОТВЕРЖДАЕМАЯ НА МЕСТЕ ФУТЕРОВКА И АРМИРОВАННОЕ ПОКРЫТИЕ | 2006 |
|
RU2419021C2 |
J
||||Щ.
ttt
t
I
2fy
i/.J
n/i
