(54) СПОСОБ ЗАПУСКА ТЕПЛОВОЙ ТРУБЫ
Изобретение относится к металлур-гии и может-быть использовано в устройствах с металлопроводами болЬ шой длины при комплексной обработке жидкой стали, а также в различных устройствах, применяемых при непрерывной разливке стали, металлов и сплавов.
Известен способ запуска тепловой трубы путем ее постепенного нагрева по длине парами рабочей жидкости при их поступательном движении от зоны испарения к зоне конденсации 1.
Недостатками известного способа являются его длительность и нестабильность при использовании жидкометаллического теплоносителя.
Цель изобретения - ускорение и стабилизация процесса запуска трубы с жидкометаллическим теплоносителем в качестве рабочей жидкости.
Указанная цель достигается тем, что трубу дополнительно прогревают с помощью электромагнитного поля, перемещаемого в направлении зоны конденсации.
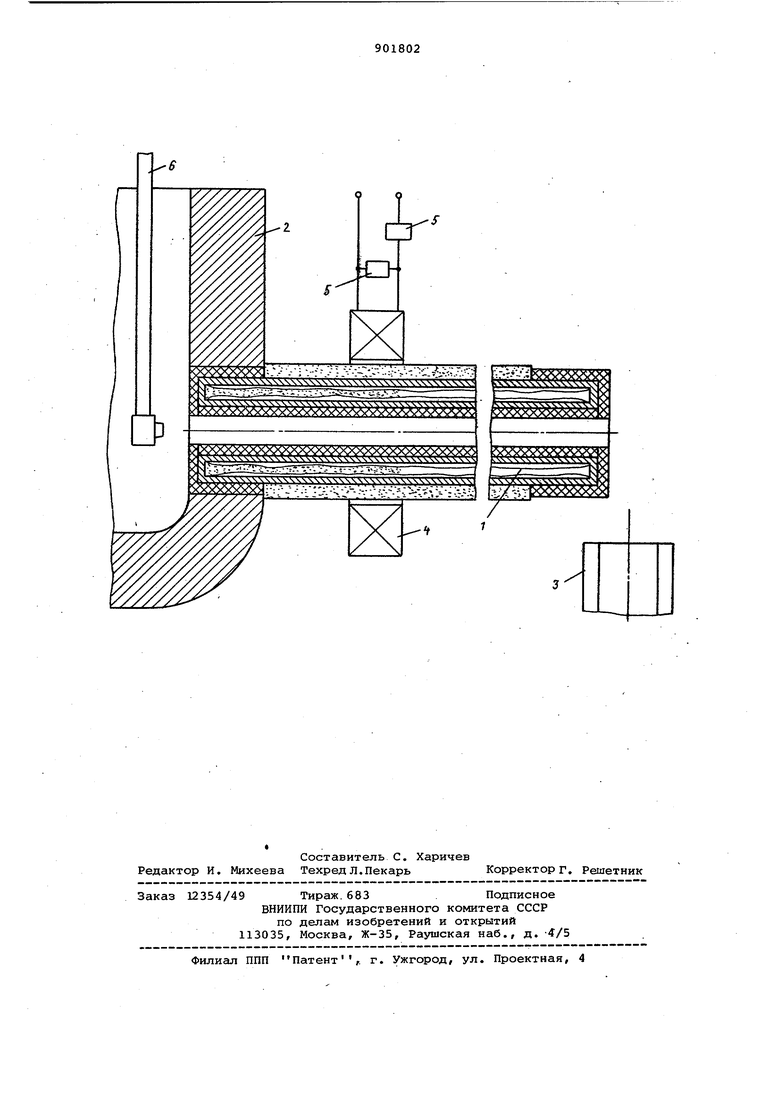
На чертеже представлено устройство для осуществления способа применительно к разливке металлов (стали), общий вид.
Коаксиальная тепловая труба 1 одним своим концом установлена в промежуточную разливочную емкость 2, а другой ее конец установлен над кристаллизатором МНЛЗ или изложницей 3, при этом тепловую трубу охватывает электромагнит 4 с контрольными приборами 5.
При непрерывной отливке стали
10 для лемехов в биметаллические слябы устанавливают один кристаллизатор под другим, при этом слябу, получаемую из углеродистой стали в верхнем кристаллизаторе, вводят в нижний 5 кристсшлизатор большого сечения, заполненный из другой промежуточной .емкости сталью марки Х18Н10Т по длинному металлопроводу. Температура разливки стали Х18Н10Т составляет
20 1520с. В качестве металлопровода используют коаксиальную тепловую трубу 1 с литиевым теплоносителем, температура кипения которого равна 1400°С.
25
Для удобства разливку стали осуществляют через металлопровод длиной 6 м и диаметром внутреннего канала 80 мм. Мощность используемого электромагнита 4 составляет 30 кВА.
30 Способ осутдествляется следующим образом. До заливки стали в промежуточную разливочную емкость 2 включают элек ромагнит 4, устанавливая его мощнос 15 кВА, и его передвигают вдоль металлопровода 1 вхшотную к промежу точной разливочной емкости 2. Затем в. нее вводят плазменную горелку б, направляя пламя горелки в канал мет лопровода 1. Рабочая жидкость (лити находящаяся у торца тепловой трубы 1, обращенного к горелке б, начинае испаряться под действием тепла пламени горелки б и электромагнита 4. За счет испарения теплоносителя в этой части тепловой трубы 1 начинае повышаться давление его паров, которые вследствие повышения давления начинают передвигаться в еще холодную часть тепловой трубы 1 до уровня установки электромагнита 4, при Этом электромагнитное поле огра ничивает движение паров рабочей жидкости в еще не прогретую часть тепловой трубы, где она может замерзнуть. Пары теплоносителя, продвигаясь вдоль тепловой трубы 1, конденсируются на стенках ее корпуса, прогревая их, и по капиллярам пористой структуры сконденсировавша яся жидкость возвращается в зону испарения. Кроме того, одновременно С этим процессом прогрев стенок кор пуса тепловой трубы осуществляется за счет :электромагнитного, пиля. По мере прогревания тепловой трубы 1 (металлопровода.) электромагнит 4 плавно со скоростью 0,25-м/мин передвигают вдоль тепловой трубы (металлопровода) к еще не прогретой части, прогревая таким образом всю тепловую трубу. Готовность участка тепловой трубы 1 к работе контролируют с помощью- при.боров 5 (активная мощность и cos Ч снижаются по мере увеличения количества парообразной составляющей рабочей жидкости в тепловой трубе, и, следовательно, по мере увеличения .температуры корпуса тепловой трубы). Время прогрева металлопровода длиной б м составляет 0,5ч. После прогрева металлопровода 1 из промежуточной емкости 2 выводят плазменную горелку б, увеличивают мощность электромагнита 4 до 30 кВА и заливают в нее жидкий металл. После заполнения емкости металлом изменяют мощность электромагнита 4, регулируя расход металла в процессе разливки в кристаллизатор 3 УНРС. Мощность электромагнита во время разливки устанавливают в зависимости от требуемой скорости подачи металла. Таким образом, предлагаемый способ обеспечивает снижение времени запуска длинных тепловых труб с металлическими теплоносителями, например длиной 6 м, с 3,5 до 0,5 ч. Формула изобретения Способ запуска тепловой трубы путем ее постепенного прогрева по длине парами рабочей жидкости при их поступательном движении от зоны испарения к зоне конденсации, о тличающийся тем, что, с целью ускорения и стабилизации процесса запуска трубы с жидкометаллическим теплоносителем в качестве рабочей жидкости, трубу дополнительно прогревают с помощью электромагнитного поля, перемещаемого в направлении зоны конденсации. Источники информации, принятые во внимание при экспертизе 1. Елисеев Б.В., Сергеев Д.И. Что такое тепловая труба М., Энергия , 1971, с. 118.
dr
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлопровод | 1980 |
|
SU929314A2 |
| Металлопровод | 1978 |
|
SU737107A1 |
| Устройство для непрерывного литья заготовок | 1978 |
|
SU770650A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ РАСПЛАВА МЕТАЛЛА В ВАЛКОВЫЙ КРИСТАЛЛИЗАТОР ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ СТАЛИ | 2019 |
|
RU2714569C1 |
| АГРЕГАТ ПОДГОТОВКИ ЖИДКОГО МЕТАЛЛА К РАЗЛИВКЕ В СЛИТКИ И ЗАГОТОВКИ | 2000 |
|
RU2184327C2 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНЫХ ДЕФОРМИРОВАННЫХ ПОЛЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2203766C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНЫХ ДЕФОРМИРОВАННЫХ ПОЛЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2200073C2 |
| Устройство для суспензионной разливки металлов и сплавов | 1979 |
|
SU859015A1 |
| Устройство для непрерывного литья заготовок горизонтального типа | 1982 |
|
SU1092824A1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК ИЗ ВЫСОКОТЕМПЕРАТУРНЫХ МЕТАЛЛОВ И УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ПОЛЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК ИЗ ВЫСОКОТЕМПЕРАТУРНЫХ МЕТАЛЛОВ | 2006 |
|
RU2326753C1 |