Изобретение относится к литейному производству, в частности к непрерывной разливке металла.
Известен способ получения непрерывнолитых деформированных полых заготовок [1. Патент 2136435 RU. В 22 D 11/04. Способ получения непрерывнолитых деформированных полых заготовок и устройство для его осуществления. / В.В. Стулов, В.И. Одиноков. Опубл.10.09.99. Бюл. 25], включающий заливку жидкого металла в пространство кристаллизатора с двух сторон между установленным в кристаллизаторе центральным стержнем и его стенками, две из которых выполнены вертикальными с возможностью возвратно-поступательного движения, а две другие - наклонными в верхней части с возможностью вращательного движения, причем заливку жидкого металла осуществляют в пространство между центральным стержнем и вертикальными стенками кристаллизатора.
Недостатком известного способа получения непрерывнолитых полых заготовок [1] являются ограниченные возможности получения заготовок с заданной структурой по причине наличия жидкой фазы в кристаллизаторе и необходимости отвода тепла перегрева и кристаллизации, что ограничивает рост толщины корочки вдоль стенок кристаллизатора, а соответственно и недостаточная степень деформации корочек на стенках и центральном стержне.
Заявляемый способ направлен на создание высокоэффективного процесса получения непрерывнолитых деформированных полых заготовок.
Технический результат, получаемый при осуществлении заявляемого способа, заключается в:
1. Повышении производительности процесса получения полых заготовок.
2. Расширении номенклатуры по поперечным сечениям получаемых полых заготовок.
3. Расширении сортамента разливаемых сплавов.
4. Расширении области регулирования физико-механическими свойствами получаемых полых заготовок.
Заявляемый способ характеризуется следующими существенными признаками.
Ограничительные признаки: подача металла в пространство кристаллизатора между установленным в кристаллизаторе центральным стержнем и его стенками; две стенки кристаллизатора выполнены вертикальными с возможностью возвратно-поступательного движения, а две другие - наклонными в верхней части с возможностью вращательного движения.
Отличительные признаки: подача в кристаллизатор металла в двухфазном состоянии с содержанием твердой фазы в количестве 40-50% смеси; подача металла в двухфазном состоянии равномерно струями по периметру кристаллизатора между центральным стержнем и стенками.
Причинно-следственная связь между совокупностью существенных признаков заявляемого способа и достигаемым техническим результатом достигается следующим.
Подача в кристаллизатор металла в двухфазном состоянии уменьшает разогрев центрального стержня и стенок кристаллизатора, а также снижает требования к системе охлаждения кристаллизатора. Кроме этого, при одном и том же уровне заливки по сравнению с заливкой только жидким металлом увеличивается толщина корочек заготовки и степень их обжатия, то есть расширяется диапазон регулирования структурой заготовки и ее физико-механическими свойствами.
Уменьшение количества твердой фазы менее 40% в смеси металла сужает диапазон разливаемых металлов, в частности затрудняется получение полых заготовок из труднодеформируемых металлов и сплавов. Кроме этого, уменьшаются скорость разливки и производительность процесса в целом.
Увеличение количества твердой фазы более 50% в смеси металла затрудняет его подачу равномерно струями в кристаллизатор между центральным стержнем и стенками. Кроме этого, значительно возрастают усилия деформации заготовки, что предъявляет повышенные требования к конструкции самого кристаллизатора и механизмам привода стенок.
Для реализации заявляемого способа заявляется установка, уровень техники которой известен [1, 2]. Устройство для получения непрерывнолитых деформированных заготовок [2. Патент 2125499 RU. В 22 D 11/00, 11/10. Устройство для получения непрерывнолитых деформированных заготовок. /В.В. Стулов, В.И. Одиноков. Опубл. 27.01.99. Бюл. 3] содержит разливочную емкость и кристаллизатор, одна пара вертикальных стенок кристаллизатора выполнена с возможностью возвратно-поступательного перемещения, а противоположная пара стенок кристаллизатора выполнена с возможностью вращательного движения и имеет в верхней части расширенный участок с углом наклона α к вертикали, причем разливочная емкость выполнена обогреваемой и имеет две камеры, в днище которой равномерно расположены отверстия диаметром d=3-5 мм для распыливания струй расплава по периметру ванны кристаллизатора, в нижней части разливочной емкости расположена поворачивающаяся решетка с отверстиями, а камера в центре разливочной емкости выполнена цилиндрической с установленным внутри нее поршнем и приводом перемещения. Недостатком устройства [2] является возможность его использования только для получения заготовок из двух распыляемых металлов. Кроме этого, отсутствие системы автоматического управления подачей металла в кристаллизатор и скоростью движения заготовки отрицательно сказывается на ее качестве.
Известно также устройство для получения непрерывнолитых деформированных полых заготовок [1], содержащее разливочную емкость с дозирующим средством и погружными стенками, водоохлаждаемый кристаллизатор и установленный в нем центральный стержень, выполненный с конической верхней и калибровочной нижней зонами, кристаллизатор выполнен с вертикальными рабочими стенками с возможностью возвратно-поступательного перемещения и двумя наклонными в верхней части рабочими стенками с возможностью вращательного движения, причем центральный стержень установлен на платформе с двумя окнами для заливки металла через стаканы, установленные между центральным стержнем и вертикальными стенками, а платформа закреплена на неподвижных прижимных вертикальных плитах, относительно которых перемещаются вертикальные стенки.
Недостатком устройства [1] является то, что наличие погружных стаканов не обеспечивает равномерную подачу металла по периметру кристаллизатора между центральным стержнем и стенками. Кроме этого, необходимость замены погружных стаканов, возможность их забивания переохлажденным металлом, а также возможность растрескивания стаканов при их деформации между корочкой заготовки и стенками ограничивают скорость разливки. Кроме этого, переохлаждение металла в разливочной емкости затрудняет его истечение в кристаллизатор.
Технический результат, получаемый при осуществлении заявляемой установки, заключается в:
1. Повышении надежности работы установки.
2. Повышении производительности процесса и качества полых деформированных заготовок.
Заявляемая установка характеризуется следующими существенными признаками.
Ограничительные признаки: разливочная емкость, водоохлаждаемый кристаллизатор, выполненный с вертикальными рабочими стенками с возможностью возвратно-поступательного перемещения и двумя наклонными в верхней части рабочими стенками с возможностью вращательного движения; установленный в кристаллизаторе центральный стержень, выполненный с конической верхней и калибровочной нижней зонами; центральный стержень установлен на платформе с двумя окнами для заливки металла; платформа закреплена на неподвижных прижимных вертикальных плитах, относительно которых перемещаются вертикальные стенки.
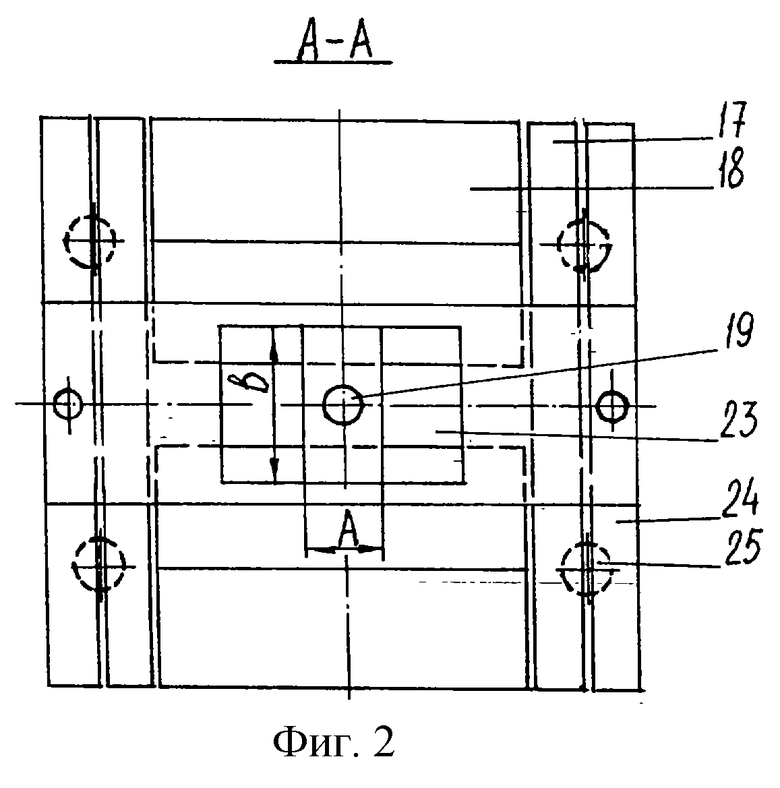
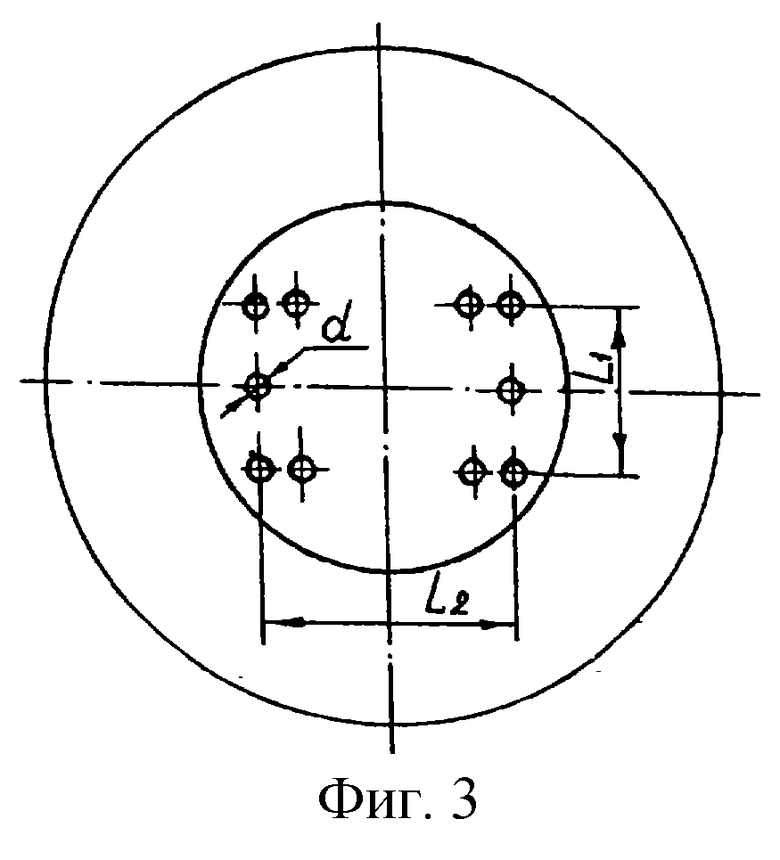
Отличительные признаки: цилиндрическая разливочная емкость, представляющая собой тепловую трубу; поршень с приводом перемещения, установленный внутри разливочной емкости; в днище разливочной емкости равномерно расположены отверстия диаметром d=5-7мм каждое для выдавливания расплава по периметру ванны кристаллизатора; поворачивающаяся решетка с отверстиями, расположенная в нижней части разливочной емкости; расстояния между отверстиями в разливочной емкости L1 и L2, ширина окна платформы b и расстояние между окнами в платформе А связаны соотношениями L1/b=0,7-0,9; L2/A=1,15-1,25; система автоматического регулирования скорости движения заготовки и перемещения поршня в разливочной емкости.
Причинно-следственная связь между совокупностью существенных признаков заявляемой установки и достигаемым техническим результатом заключается в следующем.
Выполнение разливочной емкости в виде тепловой трубы позволяет добиваться нужного переохлаждения в ней металла до двухфазного состояния с содержанием твердой фазы в количестве 40-50% смеси и поддерживать на протяжении всего процесса.
Выполнение разливочной емкости цилиндрической позволяет устанавливать в нее поршень с приводом перемещения.
Расположение внутри разливочной емкости поршня с приводом перемещения позволяет выдавливать из разливочной емкости металл, находящийся в двухфазном состоянии.
Расположение в днище разливочной емкости равномерно отверстий диаметром d=5-7 мм каждое позволяет через них подавать расплав равномерно по периметру ванны кристаллизатора.
Уменьшение диаметра отверстий менее d<5 мм приводит к необходимости увеличения их количества в разливочной емкости. В результате увеличивается трудоемкость изготовления отверстий и возрастает давление выдавливания расплава при забивании отверстий металла.
Увеличение диаметра отверстий более d>7 мм приводит к неравномерности распределения металла в кристаллизаторе и неравномерной его деформации наклонными в верхней части рабочими стенками.
Наличие поворачивающейся решетки с отверстиями, расположенной в нижней части разливочной емкости, обеспечивает возможность перекрытия отверстий в днище разливочной емкости с целью прекращения подачи металла в кристаллизатор, а также возможность подачи металла в кристаллизатор.
Уменьшение соотношения L1/b<0,7 (где L1 - расстояние между отверстиями в разливочной емкости вдоль наклонных в верхней части рабочих стенок, b - ширина окна платформы) значительно сужает площадь распределения выдавливаемого из разливочной емкости металла в кристаллизаторе и создает неравномерность распределения металла между центральным стержнем и стенками кристаллизатора.
Увеличение соотношения L1/b>0,9 приводит к возможности попадания выдавливаемого металла на платформу и участки поверхностей наклонных в верхней части рабочих стенок, значительно удаленных от центра кристаллизатора, а также к попаданию металла за пределы кристаллизатора.
Уменьшение соотношения L2/A<1,15 (где L2 - расстояние между отверстиями в разливочной емкости вдоль вертикальных рабочих стенок, А - расстояние между окнами в платформе) также приводит к возможности попадания выдавливаемого металла на платформу и созданию неравномерности распределения деформируемого металла в кристаллизаторе.
Увеличение соотношения L2/A>1,25 приводит к возможности попадания выдавливаемого металла за пределы кристаллизатора.
Наличие системы автоматического регулирования скорости движения заготовки и перемещения поршня в разливочной емкости обеспечивает подачу металла в кристаллизатор в нужном количестве независимо от его уровня в разливочной емкости, что приводит к стабилизации процесса получения заготовок.
На фиг. 1 приведен внешний вид заявляемой установки, на фиг.2 - сечение А-А фиг.1, на фиг.3 - расположение отверстий в днище разливочной емкости.
Установка для получения непрерывных деформированных полых заготовок на фиг.1 и 2 состоит из разливочной емкости 1, выполненной в виде тепловой трубы с металловойлочной капиллярной структурой, заполненной теплоносителем, с зоной испарения 2 и зоной конденсации 3 теплоносителя, теплообменника 4 с коллектором 5, рабочего поршня 6 с приводом перемещения 7, состоящим из газовой камеры 8, в которой расположен на общем штоке 9 газовый поршень 10, патрубков 11 и 12 для подачи сжатого воздуха, отверстий 13 в днище емкости, поворачивающейся решетки 14 с отверстиями 15, кристаллизатора 16 с двумя вертикальными рабочими стенками 17 и двумя наклонными в верхней части рабочими стенками 18, центрального стержня 19 с конической верхней зоной 20 и калибровочной нижней зоной 21, платформы 22 с двумя окнами 23, неподвижных вертикальных плит 24 с подшипниками 25.
Перед началом выдавливания металла в нижнюю часть кристаллизатора 16 устанавливается специальное приспособление - затравка, предотвращающая проникновение металла за пределы кристаллизатора и обеспечивающая центрирование центрального стержня 19.
Перед заливкой металла в разливочную емкость 1 поворачивающаяся решетка 14 с отверстиями 15 устанавливается в положение, обеспечивающее перекрытие отверстий 13 в днище емкости. В разливочную емкость 1 привод перемещения 7 устанавливается после заливки в нее металла. Производят заливку металла в разливочную емкость 1 и включают подачу охлаждающей воды в коллектор 5 с теплообменником 4. После запуска тепловой трубы с зоной испарения 2 и зоной конденсации 3 теплоносителя тепло перегрева и кристаллизации металла отводится охлаждающей водой в теплообменнике 4. При достижении заданного количества твердой фазы в смеси металла расход воды уменьшают и приступают к процессу разливки. Устанавливают привод перемещения 7 в разливочную емкость 1 и включают подачу под давлением воздуха по патрубку 11 в газовую камеру 8. Под давлением воздуха газовый поршень 10 со штоком 9 и рабочим поршнем 6 перемещаются вертикально вниз и обеспечивают выдавливание смеси металла через отверстия 13 в емкости 1 и отверстия 15 в поворачивающейся решетке 14 с подачей смеси металла через окна 23 платформы 22 по периметру кристаллизатора 16 между центральным стержнем 19 и стенками 17 и 18. После достижения смесью металла определенного уровня включают привод наклонных в верхней части рабочих стенок 18 и вертикальных стенок 17. В результате вертикальные стенки 17, установленные на подшипнике 25 в неподвижных вертикальных плитах 24, совершают возвратно-поступательное движение с выталкиванием полой заготовки, а наклонные в верхней части стенки 18 совершают вращательное движение с деформацией смеси металла на конической верхней зоне 20 центрального стержня 19 и калиброванием поверхности полой заготовки на калибровочной нижней зоне 21 стержня 19. В конце процесса сжатый воздух подают по патрубку 12 в газовую камеру 8, что обеспечивает перемещение рабочего поршня 6 со штоком 9 и газовым поршнем 10 вертикально вверх.
Изобретение относится к металлургии, в частности к непрерывной разливке металла. В способе получения непрерывных деформированных полых заготовок подача металла в кристаллизатор осуществляется в двухфазном состоянии с содержанием в нем твердой фазы в количестве 40-50% равномерно струями по периметру кристаллизатора между центральными стержнями и его рабочими стенками. В установке для получения непрерывных деформированных полых заготовок разливочная емкость выполнена цилиндрической в виде тепловой трубы, внутри которой установлен поршень с приводом перемещения. В днище разливочной емкости равномерно расположены отверстия диаметром d=5-7 мм каждое. В нижней части разливочной емкости расположена поворачивающаяся решетка с отверстиями. Расстояния L1 и L2 между отверстиями в днище разливочной емкости, выполненными соответственно вдоль наклонных в верхней части рабочих стенок и вдоль вертикальных рабочих стенок водоохлаждаемого кристаллизатора, ширина b окна платформы и расстояние А между окнами в платформе связаны соотношениями L1/b= 0,7-0,9 и L2/A=1,15-1,25. Установка также снабжена системой автоматического регулирования скорости движения заготовки и перемещения поршня в разливочной емкости. Технический результат - повышение производительности процесса и качества полых деформированных заготовок, повышение надежности работы установки, расширение номенклатуры по поперечным сечениям получаемых полых заготовок, сортимента разливаемых сплавов и области регулирования физико-механическими свойствами получаемых полых заготовок. 2 с.п. ф-лы, 3 ил.
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ДЕФОРМИРОВАННЫХ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2136435C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ НЕПРЕРЫВНО ЛИТЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК | 1998 |
|
RU2125499C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2151663C1 |
| US 4969506, 13.11.1990 | |||
| ФИКСИРУЮЩЕЕ УСТРОЙСТВО К МЕТАЛЛОРЕЖУЩИМ | 0 |
|
SU374128A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Кристаллизатор и способ непрерывного вертикального литья стальной ленты | 1984 |
|
SU1336943A3 |

