(54) СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ПРОСВЕЧИВАЕМЫХ ФОЛЬГ ДЛЯ ЭЛЕКТРОННОМИКРОСКОПИЧЕСКОГО Изобретение относится к технике приготовления образцов для просвечивающей электронной микроскогаш, в частности образцов для исследования вторичных структур и фазовых преврашений, происходящих в зоне контакта при резании и шлифо вании ме таллов. Известны способы изготовления тошсих f фольг с массивных образцов с последующим исследованием микроструктур и электронограмм этих фольг в просвечивающем электронном мшсроскопе . Для этого из образца путем резания алмазными , пилами или искровой эрозией отрезают гонкие пластины толщиной 0,4-1 мм. Затем шлифованием на шкурках и полированием на пастах доводят эти пластинки до толщины 0,,25 мм, после чего следует электролитическое утонение до получеЮ1Я однородной по толщине фольги, которую исследуют в электронном микроскопе tn. Для получения качественных микрофотографий и электроннограмм необходимо
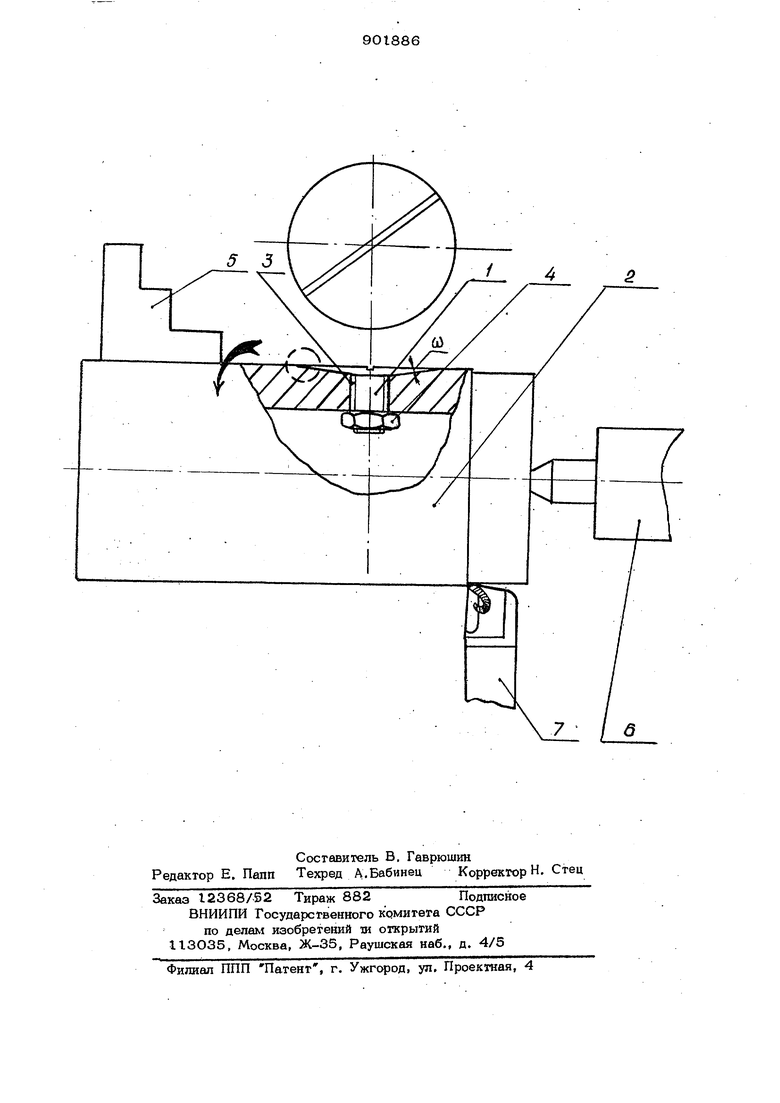
ИССЛЕДОВАНИЯ тщательное приготовление фольг, в противном случае грязный образец, тогжий слой аморфного магериаиа, ке создавая контраста, может резко снизить прозрачность образца вследсгвие сильного диффузного рассеяния электронов. Кроме гого, для y feныгIeIa я толщины отрезанных пластин используют различные методы механической обработки, например шжгфование или резагше. Однако в результате этих операций в поверхностном слое образца возникают искажения в зависимое- П1 от интенсивности операций. Метод утонения образца электроэрозией успешно применяется лишь при работе с твердыми материалами, но не пригоден для работы с мягкими материалами, так как у штх образуется повре е)П1ый слой толщиной 0,3-1 мм, в зависимости от энергии используемой искры. Наиболее близ1а{м к предлагаемому по технической сущности является способ изготовления тонких просвечиваемых фольг, включающий обработку виештюй поверхнее ги дегали резани ovi и вырезание образца с псх;лецующим электролитическим утонением его с необрабоганной стороны C2J. Однако известный способ ограничен использованием деталей только малых диаметров, так как в случае массивного исходного образца затруднено получе1ше необходимой толщины образца без его до полнительной механической обработки,которая, как было указано выше, вносит ис кажения D полученную при резании струк туру поверхности и снижает точность получаемой информации. При этом процесс препарирова(шя требует значительных затрат времени. Цель изобретения - повышение точности получаемой информации и уменьшение BpsavieiiH препарирования. Указанная цель достигается тем, что в способе изготовления тонких просвечиваемых фольг для электронномикроскопического исследования вторичных структур на поверхности образца, включающем обработку внешней поверхности детали резанием, вырезание образца из детали с последующим односторонним элейтролитическим утонением его с необработанной стороны, перед обработкой резанием .в детали перпендшсулярно ее оси выполняю отверстие, в котором закрепляютОстержеиь с потайной конической головкой,выполненный из того же материала, а вырезшп е образца производят после совместной обработки детали и стержня из края его головки. На чертеже показана схема обработки детали и стержня. Стержень 1, представляющий собой винт с потайной конической головкой диаметром 15-25 мм и углом конуса 35, изготовляется из того же материала, что обрабатываемая деталь 2. Деталь 2 вьшолнена в виде стакана с боковым резьбовым отверстием 3, раззенкова1шым под коническую головку стержня I, который ввинчивается в ре-. зьбовое отверстие 3 так, чтобы его головка плотно установилась в конусном отверстии детали 2, и снизу поджимается гайкой 4, Резьбы стержня I и гайки 4 выполнены с противоположными направлениями, чтобы не происходило их выкручивания при обработке. ДЪталь 2 со стержнем 1 закрепляют в патроне 5. токарного (шлифовального)станка, поджимают центром задней бабки 6 и совместно обрабатывают резцом 7 (шлифовальнь1М кругом). Размеры стержня определены экспериментально с таким расчетом, чтобы головка стержня полностью не стачивалась после нескольких проходов резца и при разной глубине резания. Для снятия наклепанного слоя при изготовлении стержня его головку перед экспериментом протравливают в металлографическом травителе. После окончания обработки стержень осторожно извлекают из детали, чтобы не загрязнять обработанную поверхность, а затем вблизи края головки вырезают 56 дисков диаметром 5-7 мм. Способ позволяет изготовить несколько дисков, . полученных в одних и тех же условиях эксперимента, благодаря чему можно поставить контрольные опыты и получить надежные повторяющиеся результаты. УГОЛ конуса головки подобран из трех соображений, чтобы можно было получать при диаметре головки 20 мм минимальную толщину дисков 0,05-0,08мм. Кроме Того, для создания формы образца с-ми- нимальной прочностью, необходимой для сохранения сплошности, требуется утолщение от периферии головки винта к ее центру, которое определяется опытным путем. Установлено, что можно ограничи ься углом конусности 3-5 градусов, Поэтому эти диски можно сразу же подвергнуть одностороннему электролитичес кому утонению, минуя обработку шкурками и пастами. Утонение производится так, чтобы обработанная резанием поверхность была защищена от попадания электролита, поскольку травлению подвергается только необработанная сторона образца. Для этого образец зажимается в оправе из фторопласта таким образом, чтобы обработанная его поверхность плотно прижималась ко дну глухого отверстия, а необработанная поверхность оказалась снаружи. После 4-5 мин одностороннего злектролитического утонения можно получить фольгу толщиной несколько десятков ангстрем. Полученные фольги пдагельно промываются в метиловом спирте и исследуются в просвечивающем электронном микроскопе. Таким образом, трудоемкость изготовления фольг для электрокномикроскопичес- кого исследования вторичных структур на поверхности, получающейся в процессе об-. работки материалов резанием предлагаемым способом значительно меньше по сравнешло с существующими. Главным же досто-. инством способа является практически попное отсутствие искажений, вызьюаемых допопнитепьной механической о абопсой (на шкурках и пасгах) и неизбежными загрязнениями, которые сопровождают этот .процесс. В итоге обеспечивается высокая чистота исследуемого офазца, повышается 5 достоверность и точность получаемой информации.
Предлагаелый способ также позволяет наблюдать одновременно и ,структуру офа- боганной резанием поверхности, иполучатыо элекгроннограмму с того же участка в режиме микродифракшш.
Способ может найти щ)именение для электронномикроскопического исследования качества обработанной резанием (шл1о ва-1$ нием) поверхности детали,, влияния смазочно-охлаждаюших жидкостей для целенаправленного их синтеза, выбора режимов резания, с целью оптимизащян износа реэцов и минимизации засаливания шлифова- льных кругов. Формула изобретения
. Способ изготовления тонких просвечиваемых фольг для эпектронномикроскопи- 25
ческого исследования вторичных структур на поверхности офазца, включающий о работку внешней поверхности детали резанием, вьфезание. из детали с : последующим односторонним лектропитвчео КИМ утонением его с необработанной стоь« роны, отличающийся тем, что с целью повышения точности получаемой информации и уменьшения времени препа;рирования, перед о аботкой резанием в детали перпендикулярно ее оси выполняют отверстие, в котором закрепляют стержень с потайной конической головкой, выполненный из того же материала, а вырезание офазца производ1{т после совместной обработки детали и стержня из края его головки.
Источники информации, принятые во внимание при экспертизе
1.Хирш П. Электронная микроскопия тонких кристаллов. М., Мир, 1968 с. 34-56.
2.Техника электронной микроскопии. Под ред. Д. Кэя, М., Мир, 1965,
с. 297-298 (прототип).