I
Изобретение относится к обработке металлов давлением, в частности, к штампам для вырубки деталей из листового материала.
Известен штамп для вырубки деталей из листового материала, содержащий вырубной пуансон, закрепленный на подвижной части штампа, съемник с шаговым упором и установленную на неподвижной части штампа вырубную матрицу, в которой выполнен паз для изгиба междетальной перемычки, ширина которого больше ширины шагового упора, на шаговом упора со стороны вырубного пуансона выполнен выступ с. высотой, равной величине прогиба междетальной перемычки, взаимодействующей с ним 11.
Недостаток указанного штампа - отсутствие гибочного пуансона для изгиба междетальной перемычки.
Наиболее близким по технической сущности и- достигаемому результату к изобретению является штамп для скоростной вырубки деталей из листового материала, содержащий верхнюю плиту с вырубным пуансоном, нижнюю плиту с матрицей, в которой выполнены соосно пуансону отверстие и примыкающий к нему расположенный по оси подачи обрабатываемого материала в штампах гибочный паз, и жестким съемником, несущим выступающий из него и расположенный над пазом упор, а
10 также - примыкающий к .вырубному пуансону и расположенный параллельно его оси со стороны упора над пазом гибочный пуансон, ширина рабочей части которого в направлении, перпенди15кулярном оси подачи штампа, больше ширины упора в том же направлении, при этом расстояние от торца упора до горизонтальной плоскости гибочного паза не менее толщины обраба20тываемого материала 2.
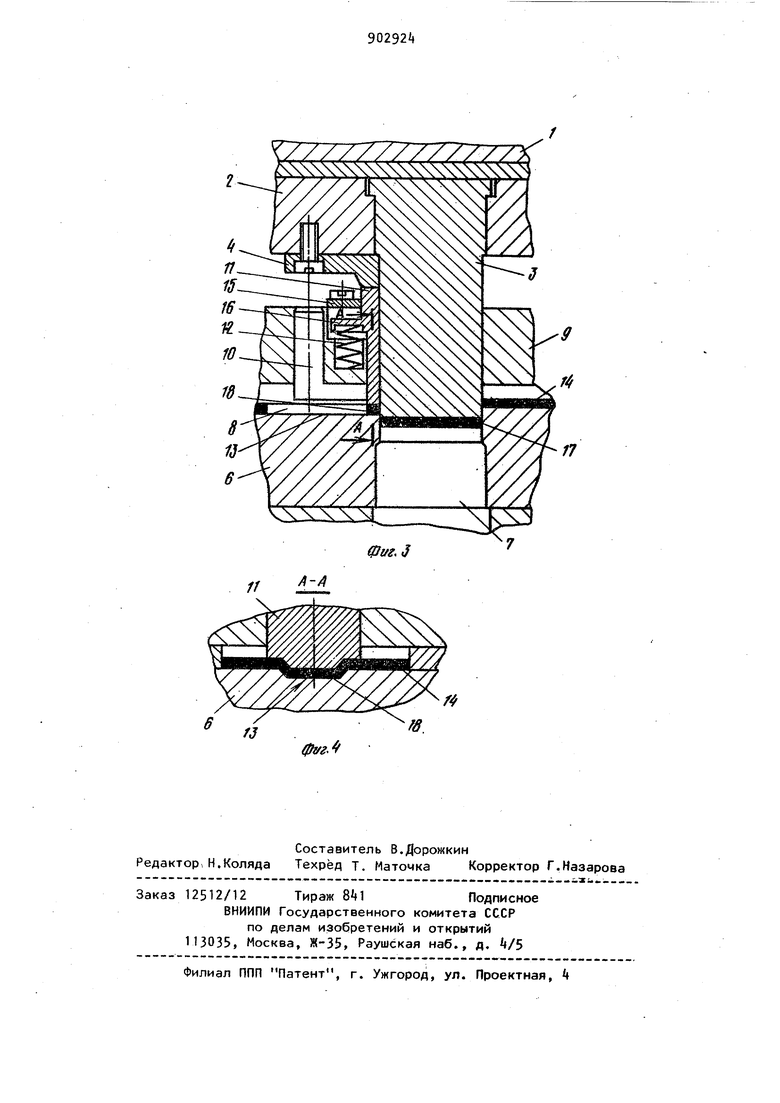
Недостаток указанного штампа невысокая надежность в эксплуатации из-за отсутствия на с-ъемнике 39 упора, препятствующего распрямлению изогнутой перемычки. Цель изобретения - повышение надежности в эксплуатации. Указанная цель достигается тем, что в штампе для скоростной вырубки деталей из листового материала, содержащем верхнюю плиту с вырубным пуансоном, нижнюю плиту с матрицей, в которой выполнены соосно пуансону отверстие и примыкающий к нему расположенный по оси подачи обрабатываемого материала в штамп гибочный паз, и жестким съемником, несущим выступающий из него и расположенный над пазом упор, а также примыкающий к вырубному пуансону и расположенный параллельно его оси со стороны упора над пазом гибочный пуансон ширина рабочей части которого в нэправлении, перпендикулярном оси подачи штампа, больше ширины упора в том женаправлении, при этом расстояние от торца упора до горизонтальной плоскости гибочного паза не менее толщины обрабатываемого материала, гибочный пуансон установлен подвижно относительно вырубного, подпружинен вверх в пазу съемника и выполнен выступающим из съемника со сто роны матрицы на величину, не меньшую глубины гибочного паза и меньшую величины выступания упора, и на гибочном пуансоне и съемнике выполнены взаимодействующие между собой упоры ограничивающие верхнее положение ги бочного пуансона. На фиг. 1 изображен,штамп при верхнем положении его рабочих частей; на фиг о 2 - вид в плане на ниж нюю плиту; на фиг. 3 - штамп при ниж нем положении его рабочих частей; на фиг, k разрез А-А на фиг. 3. Штамп содержит верхнюю плиту 1 С пуансонодержателем 2, несущим пуансон 3 и боек , и.нижнюю плиту 5, несущую матрицу 6, в которой выполнены отверстие 7 и гибочный паз 8, и жесткий съемник 9, несущий упор 10и гибочный пуансон 11, подпружиненный пружиной 12. Ширина рабочей части гибочного пуансона 11 больше ширины упора 10, который отстоит от горизонтальной плоскости 13 паза 8 на величину, большую толщины загстовки 1. На съемнике 9 и пуансоне 11выполнены соответственно упоры 15 и 16, ограничивающие верхнее поло ение пуансона П, так, что он выстуает из съемника 9 на величину, не еньшую глубине паза 8 и меньшую веичины выступания упора 10. Штамп работает следующим образом. Заготовка подается до упора 10. ерхняя плита 1 опускается, и пуан-, он 3 производит вырубку детали 17 ерез отверстие 7 матрицы 6, а боек нажимает пуансон 11, который опусается и гнет перемычку 18. При обатном ходе плиты 1 боек освобожает пуансон 11, который под дейстием пружины 12 поднимается до тех ор, пока его упор 1б не упрется в пор 15 съемника 9, при этом выстуающая часть пуансона 11 не дает азгибаться перемычке 18 при съеме аготовки 1 с пуансона 3. При последующей подаче заготовки 1 на очередной шаг согнутая перемычка. 18 свободно проходит под упором 10, и цикл повторяется„ Внедрение изобретения позволит повысить надежность штампа в эксплуатации и производительность труда. Формула изобретения Штамп для скоростной вырубки деталей из листового материала, содержащий верхнюю плиту с вырубным пуансоном, нижнюю плиту с матрицей, в которой выполнены соосное пуансону отверстие и примыкающий к нему расположенный по оси подачи обрабатываемого материала в штамп гибочный паз, и жестким съемником, несущим выступаквдий из него и расположенный над пазом упор, а также - примыкающий к вырубному пуансону и расположенный параллельно его оси со стороны упора над пазом гибочный пуансон ширина рабочей части которого в направлении, перпендикулярном оси подачи, больше ширины упора, в том же направлении, при этом расстояние от торца упора до горизонтальной плоскости гибочного паза не менее толщины обрабатываемого материала, отличающийся тем, что, с целью повышения надежности в эксплуатации, гибочный пуансон установлен подвижно относительно вырубного, в пазу съемника подпружинен вверх и выполнен выступакйцим из съемника со
стороны матрицы на величину, не меньшую глубины гибочного паза и меньшую величины выступания упора, и на гибочном пуансоне и съемнике выполнены взаимодействующие между собой упоры, ограничивающие верхнее положение гибочного пуансона.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР №685392, кл. В 21 D 28/Hj., 10.0.78.
2.Авторское свидетельство СССР
№ , кл. в 21 D 2B/}k, 7..7
(прототип).
г.2
А-А
Гв.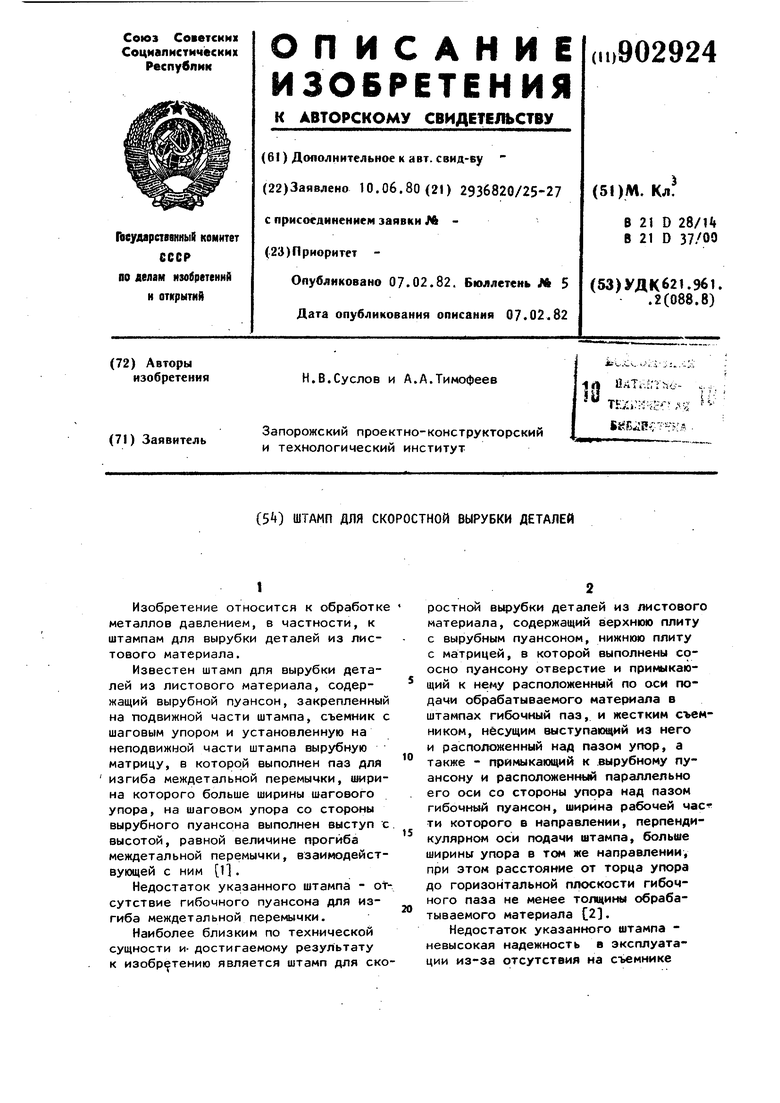
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для скоростной вырубки деталей из листового материала | 1974 |
|
SU490534A1 |
| Штамп совмещенного действия | 1978 |
|
SU747579A1 |
| Штамп для вырубки деталей из листового материала | 1978 |
|
SU685392A1 |
| Штамп для вырубки деталей | 1984 |
|
SU1301524A1 |
| ШТАМП ДЛЯ СКОРОСТНОЙ ВЫРУБКИ ДЕТАЛЕЙ | 1966 |
|
SU183707A1 |
| Способ последовательной штамповки | 1990 |
|
SU1801678A1 |
| Штамп для отрезки и гибки | 1983 |
|
SU1133003A1 |
| Устройство для штамповки деталей из листового материала В.И.Васильева | 1989 |
|
SU1660805A1 |
| Штамп для вырубки и гибки деталей из полосового материала | 1980 |
|
SU931262A1 |
| ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ | 1973 |
|
SU383500A1 |