(54) СТАНОК ДЛЯ БАНДАЖИРОВАНИЯ ОБМОТОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для бандажирования якорей электрических машин | 1984 |
|
SU1241360A1 |
| Станок для намотки бандажей | 1950 |
|
SU93797A1 |
| Станок для изготовления изделий методом намотки | 1976 |
|
SU645844A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2348529C1 |
| Устройство для бандажировки якорей | 1977 |
|
SU677041A1 |
| Станок для бандажирования обмоток электрических машин | 1978 |
|
SU785928A1 |
| СТАНОК НАМОТОЧНЫЙ | 2015 |
|
RU2615478C1 |
| Станок для намотки секций обмотки электрических машин | 1975 |
|
SU613451A1 |
| СТАНОК ДЛЯ ОРЕБРЕНИЯ ТРУБ ЛЕНТОЙ | 2006 |
|
RU2324559C2 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ АРМАТУРНЫХ КАРКАСОВ, СОСТОЯЩИХ ИЗ ОБМОТАННЫХ ПРОВОЛОКОЙБРУСЬЕВ | 1970 |
|
SU269912A1 |
I
Изобретение относится к области обработки материалов давлением, в частности, к оборудованию для бандажирования обмоток путем наматывания проволочного кольца.
Известен станок для наматывания проволочного кольца 1, содержащий станину и натяжное устройство с многоручьевыми роликами.
Недостаток изэестного технического решения в том, что его производительность невелика.
Известен станок для натяжения разматываемого материала 2, содержащий натяжное устройство, имеющее канавки с профилированными зубьями для проволоки.
Недостаток известного технического решения в том, что его производительность ограничена.
Известен станок для изготовления каркасов, состоящих из обмотанных проволокой брусьев 3, содержащий станину, переднюю и заднюю бабки, каретку с натяжным устройством.
Недостаток этого станка также в том, что его проиозодительность ограничена.
Наиболее близким по своей технической сути является станок для бандажирования
обмоток 4, содержащий станину, переднюю и заднюю бабки, каретку с натяжным устройством, состоящим из одноручьевых и многоручьевых фрикционных роликов предварительного и окончательного натяжения, смонтированных на осях -посредством установочных гаек.
Недостаток этого станка в его невысокой производительности.
Целью изобретения является повышение производительности.
Указанная цель достигается тем, что в
10 известном станке для бандажирования обмоток, содержащем станину с натяжным устройством, состоящим из одноручьевых и многоручьевых фрикционных роликов предварительного и окончательного натяжения,
15 смонтированных на осях посредством установочных гаек, многоручьевые фрикционные ролики выполнены коническими, при этом длина окружности каждого последующего ручья больше длины окружности предыдущего ручья на величину, равную -, где ДС20удлинение проволоки при натяжении.
Кроме того, многоручьевой фрикционный ролик окончательного натяжения имеет опорное кольцо и направляющую, смонтированную на оси с возможностью взаимодействия с гайкой, контактирующей с опорным кольцом.
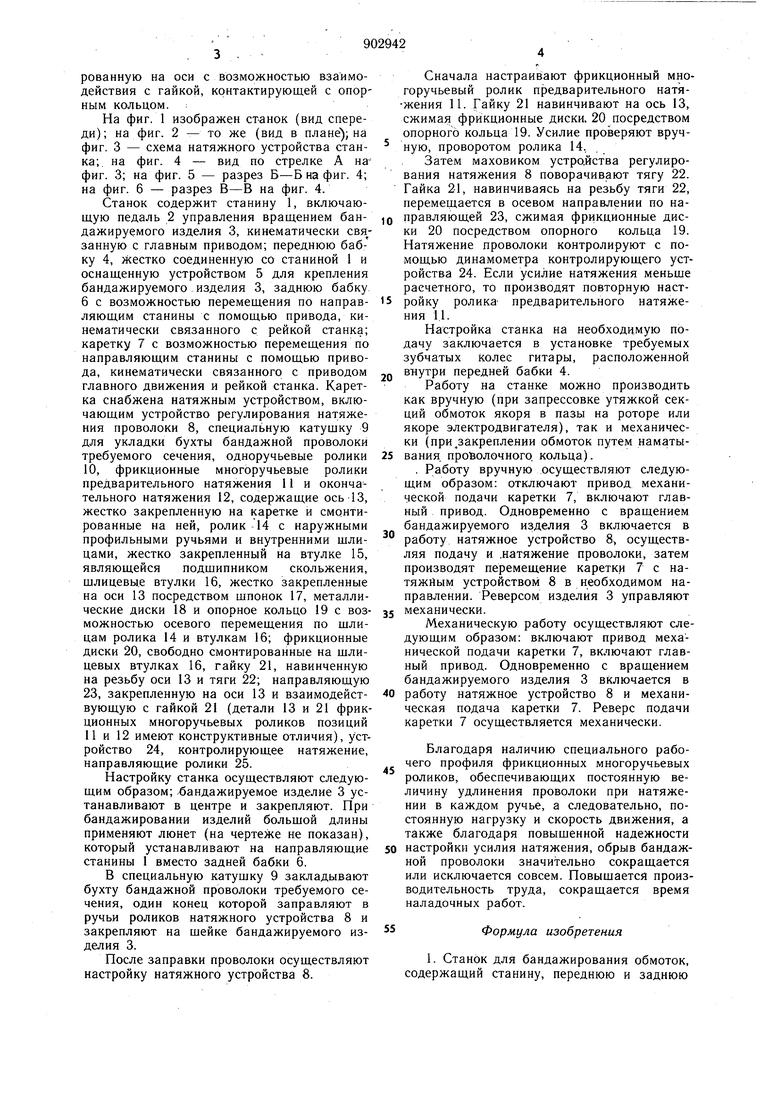
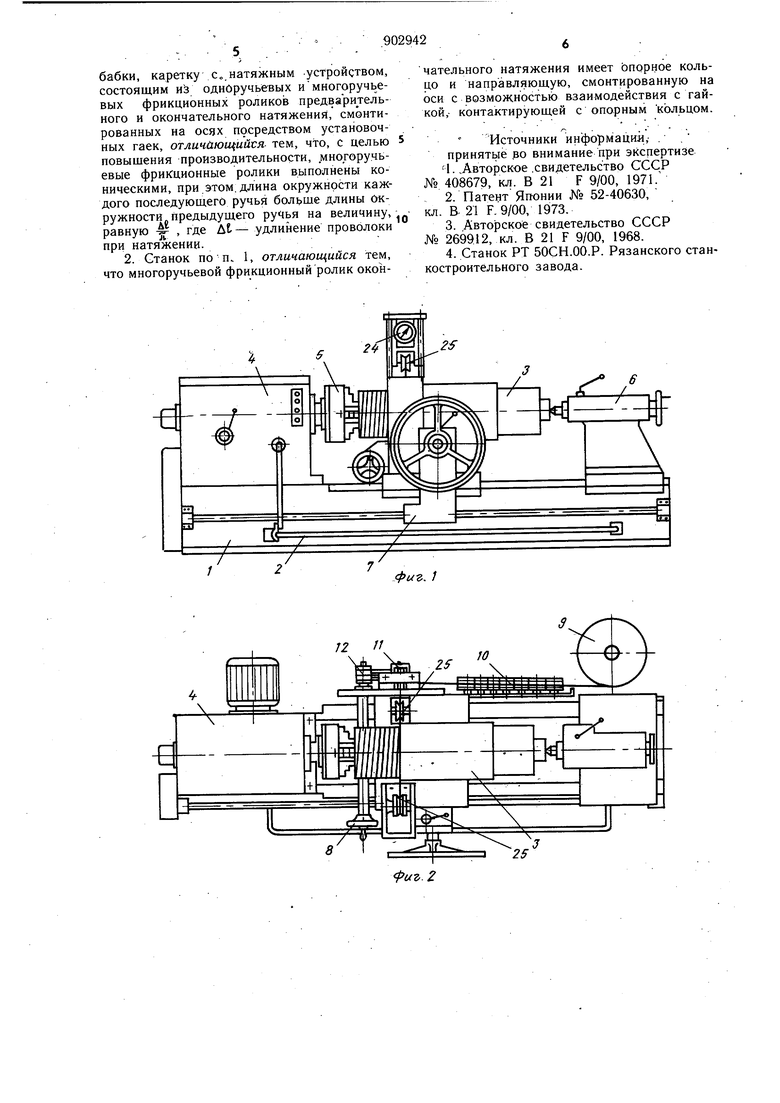
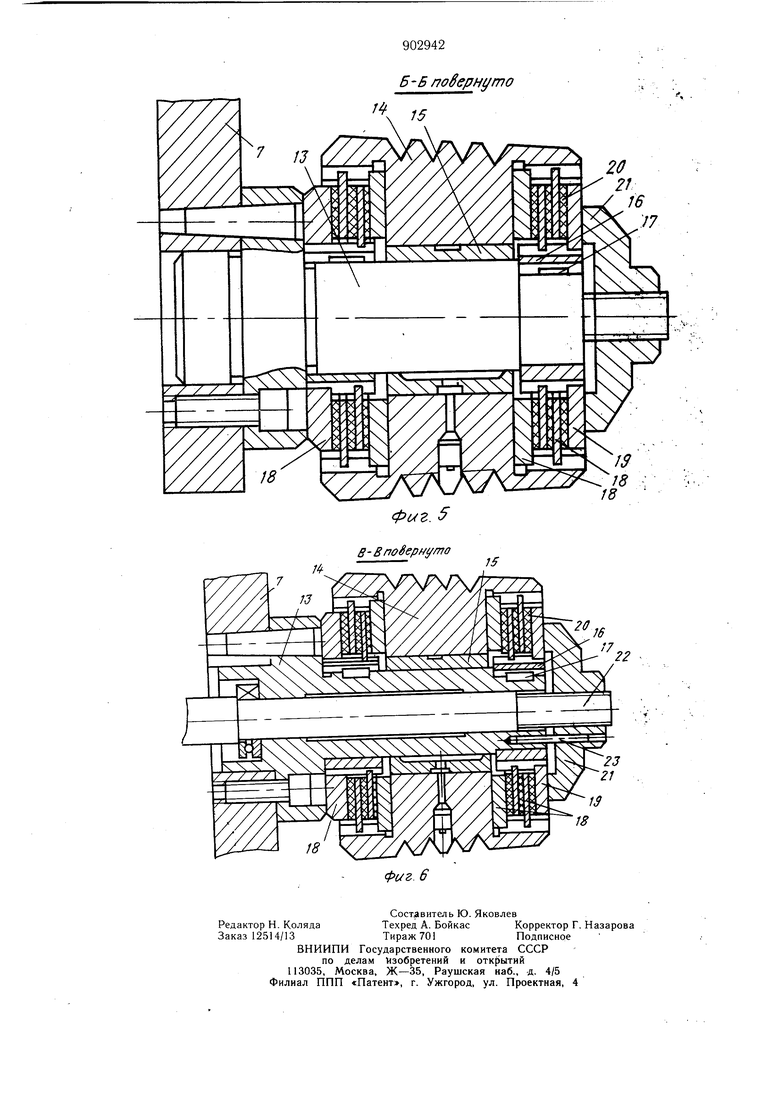
На фиг. 1 изображен ст-анок (вид спереди); на фиг. 2 то же (вид в плане); на фиг. 3 - схема натяжного устройства станка;, на фиг. 4 - вид по стрелке А на фиг. 3; на фиг. 5 - разрез Б-Б на фиг. 4; на фиг. 6 - разрез В-В на фиг. 4.
Станок содержит станину 1, включающую педаль 2 управления вращением бандажируемого изделия 3, кинематически свя занную с главным приводом; переднюю бабку 4, жестко соединенную со станиной 1 и оснащенную устройством 5 для крепления бандажируемого изделия 3, заднюю бабку 6 с возможностью перемещения по направляющим станины с помощью привода, кинематически связанного с рейкой станка; каретку 7 с возможностью перемещения по направляющим станины с помощью привода, кинематически связанного с приводом главного движения и рейкой станка. Каретка снабжена натяжным устройством, включающим устройство регулирования натяжения проволоки 8, специальную катущку 9 для укладки бухты бандажной проволоки требуемого сечения, одноручьевые ролики 10, фрикционные многоручьевые ролики предварительного натяжения 11 и окончательного натяжения 12, содержащие ось 13, жестко закрепленную на каретке и смонтированные на ней, ролик 14 с наружными профильными ручьями и внутренними шлицами, жестко закрепленный на втулке 15, являющейся подщипником скольжения, щлицевые втулки 16, жестко закрепленные на оси 13 посредством щпонок 17, металлические диски 18 и опорное кольцо 19 с возможностью осевого перемещения по щлицам ролика 14 и втулкам 16; фрикционные диски 20, свободно смонтированные на щлицевых втулках 16, гайку 21, навинченную на резьбу оси 13 и тяги 22; направляющую 23, закрепленную на оси 13 и взаимодействующую с гайкой 21 (детали 13 и 21 фрикционных многоручьевых роликов позиций 11 и 12 имеют конструктивные отличия), устройство 24, контролирующее натяжение, направляющие ролики 25.
Настройку станка осуществляют следующим образом; .бандажируемое изделие 3 устанавливают в центре и закрепляют. Нри бандажировании изделий большой длины применяют люнет (на чертеже не показан), который устанавливают на направляющие станины 1 вместо задней бабки 6.
В специальную катущку 9 закладывают бухту бандажной проволоки требуемого сечения, один конец которой заправляют в ручьи роликов натяжного устройства 8 и закрепляют на щейке бандажируемого изделия 3.
После заправки проволоки осуществляют настройку натяжного устройства 8.
Сначала настраивают фрикционный многоручьевый ролик предварительного натяжения И. Гайку 21 навинчивают на ось 13, сжимая фрикционные диски. 20 посредством опорного кольца 19. Усилие проверяют вручную, проворотом ролика 14..
Затем маховиком устрайства регулирования натяжения 8 поворачивают тягу 22. Гайка 21, навинчиваясь на резьбу тяги 22, перемещается в осевом направлении по направляющей 23, сжимая фрикционные диски 20 посредством опорного кольца 19. Натяжение проволоки контролируют с помощью динамометра контролирующего устройства 24. Если усилие натяжения меньше расчетного, то производят повторную настройку ролика предварительного натяжения 11.
Настройка станка на необходимую подачу заключается в установке требуемых зубчатых колес гитары, расположенной
внутри передней бабки 4.
Работу на станке можно производить как вручную (при запрессовке утяжкой секций обмоток якоря в пазы на роторе или якоре электродвигателя), так и механически (при закреплении обмоток путем наматывания, проволочного, кольца).
. Работу вручную осуществляют следующим образом: отключают привод механической подачи каретки 7, включают главный привод. Одновременно с вращением бандажируемого изделия 3 включается в
работу натяжное устройство 8, осуществляя подачу и .натяжение проволоки, затем производят перемещение каретки 7 с натяжным устройством 8 в необходимом направлении. Реверсом изделия 3 управляют
механически.
Механическую работу осуществляют следующим образом: включают привод механической подачи каретки 7, включают главный привод. Одновременно с вращением бандажируемого изделия 3 включается в
работу натяжное устройство 8 и механическая подача каретки 7. Реверс подачи каретки 7 осуществляется механически.
Благодаря наличию специального рабочего профиля фрикционных многоручьевых роликов, обеспечивающих постоянную величину удлинения проволоки при натяжении в каждом ручье, а следовательно, постоянную нагрузку и скорость движения, а также благодаря повыщенной надежности настройки усилия натяжения, обрыв бандажной проволоки значительно сокращается или исключается совсем. Повышается производительность труда, сокращается время наладочных работ.
Формула изобретения
бабки, каретку Со.натяжным .устройством, состоящим из одноручьевых имногоручьевых фрикционных роликов предварительного и окончательного натяжения, смонтированных на осях посредством установочных гаек, отличающийся тем, что, с целью повышения производительности, многоручьевые фрикционные ролики выполнены коническими, при этом, дли на окружности каждого последующего ручья больше длины окружности предыдущего ручья на величину, равную -я , где At - удлинение проволоки при натяжении.
Источники информаций,- . , принятьш во внимание при экспертизе 1. .Авторское .свидетельство СССР № 408679, кл. В 21 F 9/00, 1971.
