(ЗЮ СПОСОБ ДИФФУЗИОННОЙ СВАРКИ МОЛИБДЕНА С МЕДЬЮ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ ТУГОПЛАВКИХ МЕТАЛЛОВ СО СПЛАВАМИ НА ОСНОВЕ ЖЕЛЕЗА | 1993 |
|
RU2049622C1 |
| Способ диффузионной сварки через промежуточную прокладку | 1987 |
|
SU1479246A1 |
| СПОСОБ ПАЙКИ ИЗДЕЛИЙ | 1995 |
|
RU2104840C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ДЕТАЛЕЙ ИЗ МЕТАЛЛОВ И СПЛАВОВ | 2001 |
|
RU2253554C2 |
| Способ соединения стекла с молибденовым сплавом | 2022 |
|
RU2795078C1 |
| Способ изготовления переходника титан-сталь | 2015 |
|
RU2612331C2 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ МОЛИБДЕНА С ЖЕЛЕЗОНИКЕЛЕВЫМИ СПЛАВАМИ | 2013 |
|
RU2568035C2 |
| Способ диффузионной сварки керамики из нитрида кремния со сталью | 1989 |
|
SU1676772A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ДЕТАЛЕЙ ИЗ ХИМИЧЕСКИ АКТИВНЫХ МЕТАЛЛОВ И СПЛАВОВ (ВАРИАНТЫ) | 2007 |
|
RU2354518C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРА ИЗ МЕДИ ДЛЯ МОЩНОГО СВЧ-ПРИБОРА О-ТИПА | 2001 |
|
RU2196371C1 |
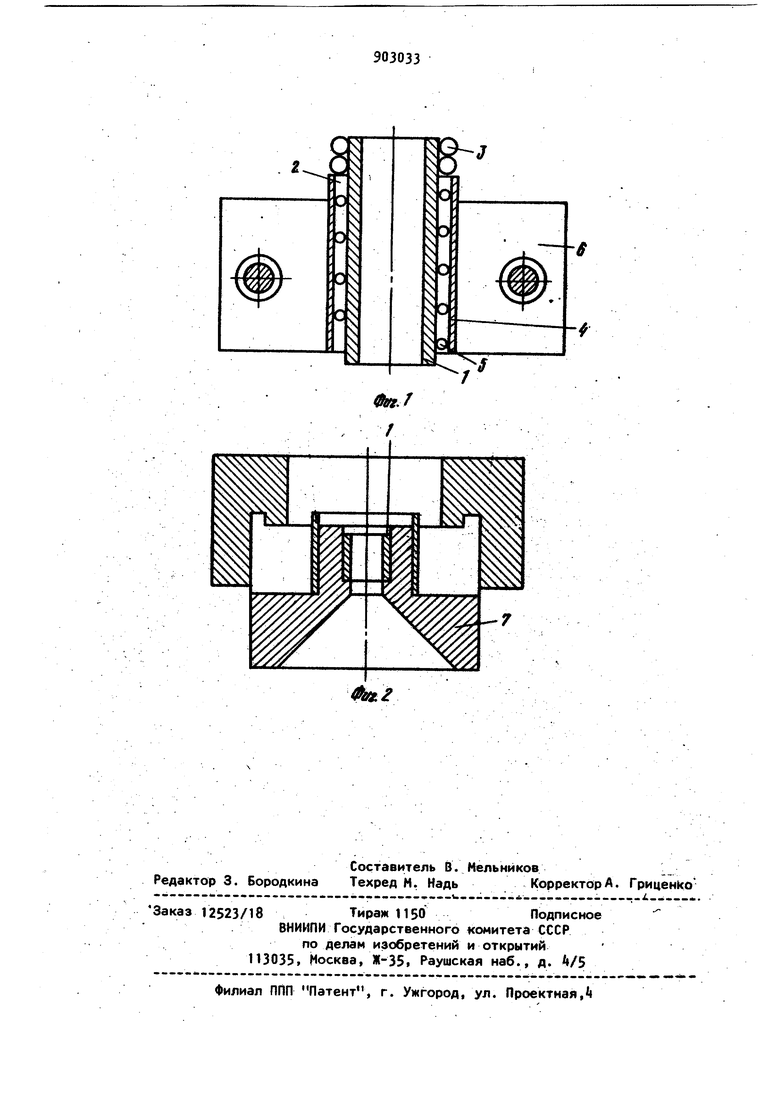
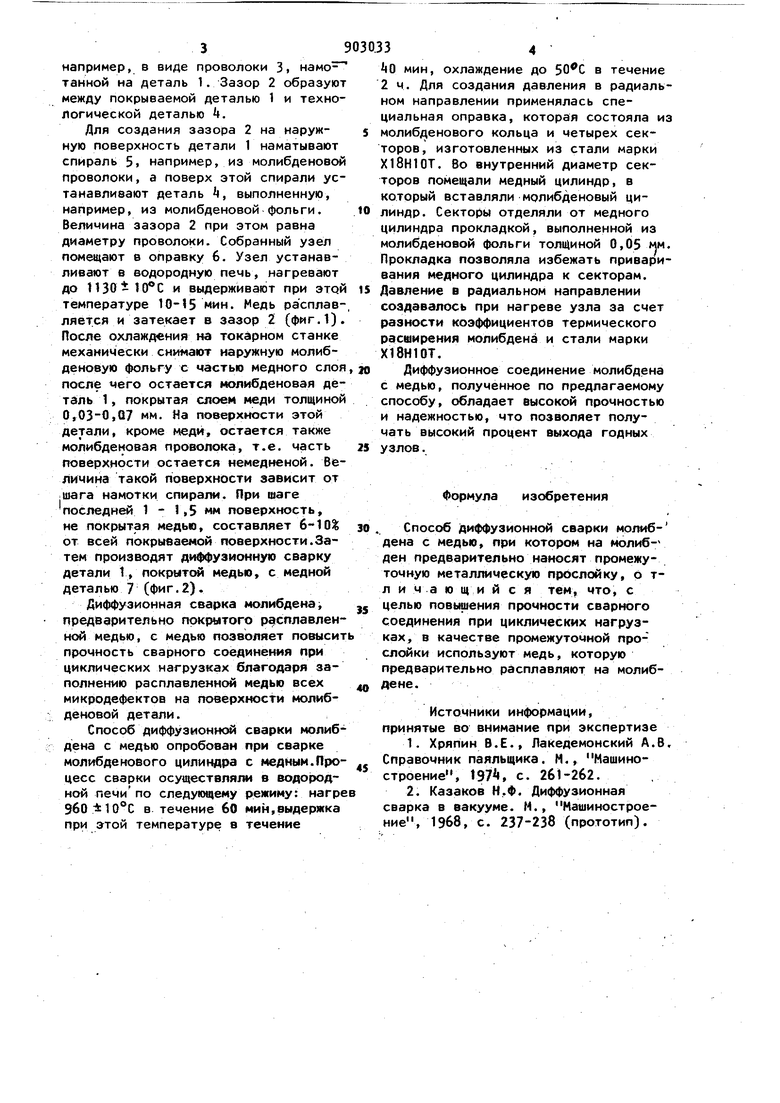
. : . . . . Изобретение относится к диффузион ной сварке,- в частности к технологии сварки молибдена с медью. Известен способ получения неразъемного соединения молибдена с медью, при котором молибден предварительно покрывают металлической промежуточ ной прослойкой, например никелем или медью 1. Недостатком способа является невысокая npiQiMTOCTb получаемых соединений. Наибо1«е близким к изобретению по технической сущности и достигаемому эффекту является способ диффузионной сварки молибдена с медью, при котором на молибден предваритель но наносят промежуточную металлическую прослойку С 23. Недостатком способа является невы сокая прочность сварного соединения при циклических нагрузках. Целью изобретения является повышение прочности сварного соединения при циклических нагрузках. Поставленная цель достигается тем, что при .осуществлении способа диффузионной сварки молибдена с медью, по которому на молибден предварительно наносят промежуточную металлическую прослойку, в качестве последней используют медь, которую предварительно расплавляют на молибдене. На фиг. 1 изображена схема нанесения промежуточной медной прослойки на молибденовую деталь; на фиг.2 схема осуществления способа диффузманной сварки молибденовой и медной деталей. Для получения равномерного беспористого покрытия меди на молибденовой детали 1, у поверхности, подлежащей покрытию, создают капиллярный зазор 2, в который после расплавления затекает медь. Последнюю берут. 9 например, в виде проволоки 3, намотанной на деталь 1. Зазор 2 образуют между покрываемой деталью 1 и технологической деталью k, Для создания зазора 2 на наружную поверхность детали 1 наматывают спираль 5« например, из молибденовой проволоки, а поверх этой спирали устанавливают деталь i, выполненную, например, из молибденовой фольги. Величина зазора 2 при этом равна диаметру проволоки. Собранный узел помещают в оправку 6. Узел устанавливают в водородную печь, нагревают до t130i10 C и выдерживают при этой температуре 10-15 мин. Медь расплавляется и затекает в зазор 2 (фиг.1). После охлаждения на токарном станке механически снимают наружную молибденовую фольгу с частью медного слоя после чего остается молибденовая деталь 1, покрытая слоем меди толщиной p,.Q7 мм. На поверхности этой детали, кроме меди, остается также молибденовая проволока, т.е. часть поверхности остается немедненой. Величина такой поверхнйсти зависит от шага намотки спирали. При шаге последней 1 - 1,5 мм поверхность, не покрытая медью, составляет от всей покрываемой поверхности.Затем производят диффузионную сварку детали 1, покрытой медью, с медной деталью 7 (фиг.2). Диффузионная сварка молибденаj предварительно покрытого расплавленной медью, с медью позволяет повысит прочность сварного соединения при циклических нагрузках благодаря заполнению расплавленной медью всех микродефектов на поверхности молибденовой детали. Способ диффузионнс сварки молибдена с медью опробован при сварке молибденового цилиьщра с медным.Процесс сварки осуществляли в водородной печипо следующему режиму: нагре в течение бО мин,выдержка при этой температуре в течение 34 О мин, охлаждение до в течение 2 ч. Для создания давления в радиальном направлении применялась специальная оправка, которая состояла из молибденового кольца и четырех секторов, изготовленных из стали марки Х18Н10Т. Во внутренний диаметр секторов помещали медный цилиндр, в который вставляли молибденовый цилиндр. Секторы отделяли от медного цилиндра прокладкой, выполненной из молибденовой фольги толщиной 0,05 MM. Прокладка позволяла избежать приваривания медного цилиндра к секторам. Давление в радиальном направлении создавалось при нагреве узла за счет разности коэффициентов термического расширения молибдена и стали марки Х18Н10Т. Диффузионное соединение молибдена с медью, полученное по предлагаемому способу, обладает высокой прочностью и надежностью, что позволяет получать высокий процент выхода годных узлов. Формула изобретения Способ диффузионной сварки молибдена с медью, при котором на молиб-v ден предварительно наносят промежуточную металлическую прослойку, о тл и ч а ю щи и с я тем, что, с целью повышения прочности сварного соединения при циклических нагрузках, в качестве промежуточной прослойки используют медь, которую предварительно расплавляют на молибдене. Источники информации, принятые во внимание при экспертизе 1.Хряпин В.Е., Лакедемонский А.В, Справочник паяльщика. М., Машиностроение, 197, с. 261-262. , 2.Казаков Н.Ф. Диффузионная сварка в вакууме. М., Машиностроение, 1968, с. 237-238 (прототип).
:
