Изобретение относится к области сварки плавлением разнородных металлов, а более конкретно молибдена с железоникелевыми сплавами.
Наиболее близким по совокупности существенных признаков к изобретению является способ сварки плавлением молибдена с железоникелевыми сплавами, при котором на поверхности молибдена создают промежуточный барьерный слой из меди (патент РФ №2049622, МПК В23К 9/23, опубл. 10.12.1995 г.).
В известном способе барьерный слой создают перед сваркой, для этого к изделию из молибдена в вакуумной печи припаивают прокладку из ниобия путем расплавления медной фольги. В результате на поверхности молибдена получают промежуточный барьерный слой, состоящий из слоя ниобия и слоя меди, каждый из которых имеет определенную толщину. Затем изделие из молибдена с барьерным слоем и изделие из железоникелевого сплава собирают и в сборе производят сварку с расплавлением более легкоплавкого металла.
Недостатком известного способа является то, что происходит взаимодействие металлов с неравномерной интенсивностью по ширине сварочной ванны. При оптимальных температурно-временных условиях на периферии сварочной ванны в ее центре они близки к критическим или переходят за предел оптимальных. Причем эти условия взаимодействия трудно регулируемы и в случае превышения их значений выше оптимальных приводят к образованию значительного количества интерметаллидов, что снижает прочностные свойства сварных соединений. Кроме этого недостатком известного способа является то, что технология создания барьерного слоя в известном способе весьма трудоемка и требует изготовления сложной оснастки для каждого типоразмера свариваемого изделия.
Задачей настоящего изобретения является создание технологически упрощенного способа сварки плавлением молибдена с железоникелевыми сплавами, позволяющего получить высокопрочные сварные соединения.
Технический результат, который достигается при использовании настоящего изобретения, заключается в выравнивании температурно-временных условий взаимодействия металлов в процессе сварки по площади сварочной ванны. Под сварочной ванной в месте пика температуры образуется барьерный слой большей толщины, чем по периферии, т.е. формируется более эффективная защита от интенсивного взаимодействия молибдена с железоникелевым сплавом в самом критическом месте.
Указанный технический результат достигается тем, что в известном способе сварки плавлением молибдена с железоникелевыми сплавами, при котором на поверхности молибдена создают промежуточный барьерный слой из меди, согласно заявленному изобретению барьерный слой создают в процессе сварки, при этом используют медную проволоку, которую размещают в канавке, имеющей глубину, не превышающую диаметр круглого сечения или высоту прямоугольного сечения проволоки, причем канавку выполняют в молибдене под центром образования сварочной ванны.
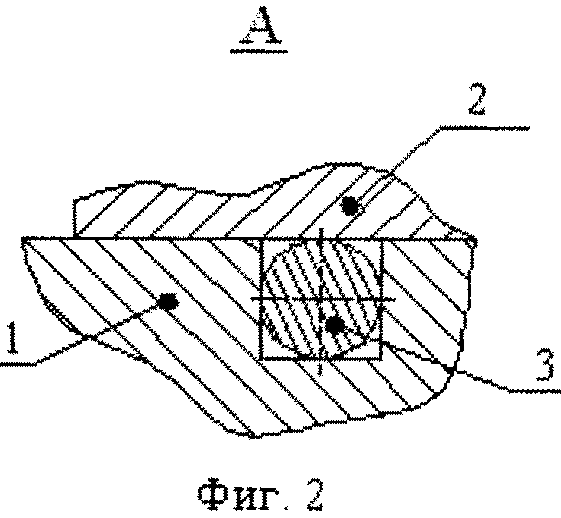
Сущность изобретения поясняется чертежами, где на фиг.1 представлена сборка изделий из молибдена и железоникелевого сплава перед сваркой (общий вид, продольное сечение), на фиг.2 показана канавка с медной проволокой (вид А), на фиг.3 изображено сварное соединение изделий из молибдена и железоникелевого сплава (общий вид, продольное сечение).
Способ осуществляют следующим образом.
Для выполнения нахлесточного соединения изделия 1 из молибдена и изделия 2 из железоникелевого сплава, например из нимоника, предварительно перед сборкой изделий 1 и 2 на наружной поверхности изделия из молибдена 1 под центром образования сварочной ванны (расположения предполагаемого источника тепла, например электронного луча) выполняют канавку для размещения медной проволоки 3. Выполнение канавки в изделии 2 из нимоника нецелесообразно, т.к. в этом случае взаимодействие между нимоником и медной проволокой будет происходить при повышенных температурах, что приведет к образованию структур, отрицательно влияющих на механические свойства сварного соединения. Канавку в изделии 1 выполняют глубиной, равной диаметру проволоки 3 (в случае применения проволоки круглого сечения) или равной высоте сечения проволоки (в случае применения проволоки прямоугольного сечения).
Проволоку берут сечением, ориентировочно составляющим 5-15% сечения сварного шва, т.е. диаметр проволоки, например, должен составлять ориентировочно 
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ МЕДИ И МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ СО СТАЛЬЮ | 2011 |
|
RU2470752C1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ ТУГОПЛАВКИХ МЕТАЛЛОВ СО СПЛАВАМИ НА ОСНОВЕ ЖЕЛЕЗА | 1993 |
|
RU2049622C1 |
| Способ сварки плавлением угловых и нахлесточных соединений с присадочной проволокой | 1989 |
|
SU1655698A1 |
| Способ многослойной электрошлаковой сварки | 1990 |
|
SU1756074A1 |
| Способ лазерной сварки вакуумно-плотных кольцевых, спиральных и прямолинейных швов металлических деталей и устройство для его осуществления | 2019 |
|
RU2715930C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШОВНОЙ КОНТАКТНОЙ СВАРКИ ЕМКОСТЕЙ | 1995 |
|
RU2144453C1 |
| Способ сварки плавлением надстройки с корпусом судна | 1991 |
|
SU1804381A3 |
| СПОСОБ МОНТАЖНОЙ СВАРКИ ИЗДЕЛИЙ ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2003 |
|
RU2257984C2 |
| Способ формирования шва при сварке | 1981 |
|
SU1058754A1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 1994 |
|
RU2119968C1 |
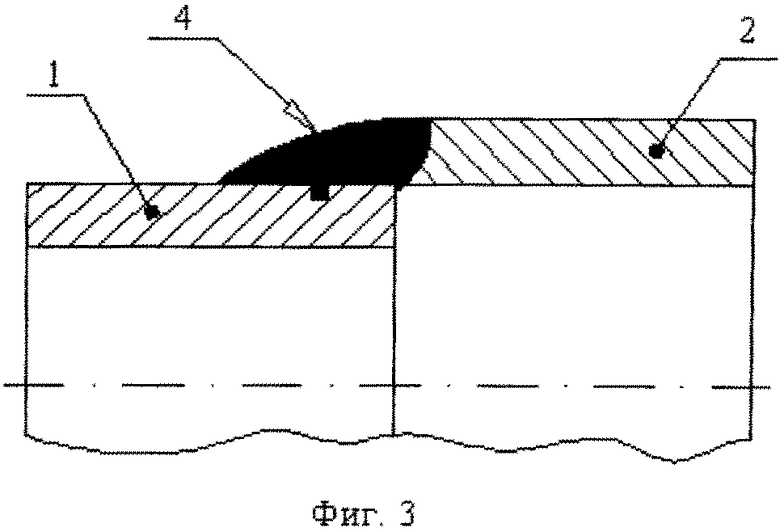
Изобретение относится к способу сварки плавлением изделия из молибдена с изделием из железоникелевого сплава с образованием нахлесточного соединения. Предварительно на поверхности изделия из молибдена под центром образования сварочной ванны выполняют канавку. В канавку размещают медную проволоку. Формирование барьерного слоя и сварного шва осуществляют одновременно путем расплавления медной проволоки и железоникелевого сплава. Технический результат заключается в выравнивании температурно-временных условий взаимодействия металлов в процессе сварки по площади сварочной ванны. Под сварочной ванной в месте пика температуры образуется барьерный слой большей толщины, чем по периферии, т.е. формируется более эффективная защита от интенсивного взаимодействия молибдена с железоникелевым сплавом в самом критическом месте. 3 ил.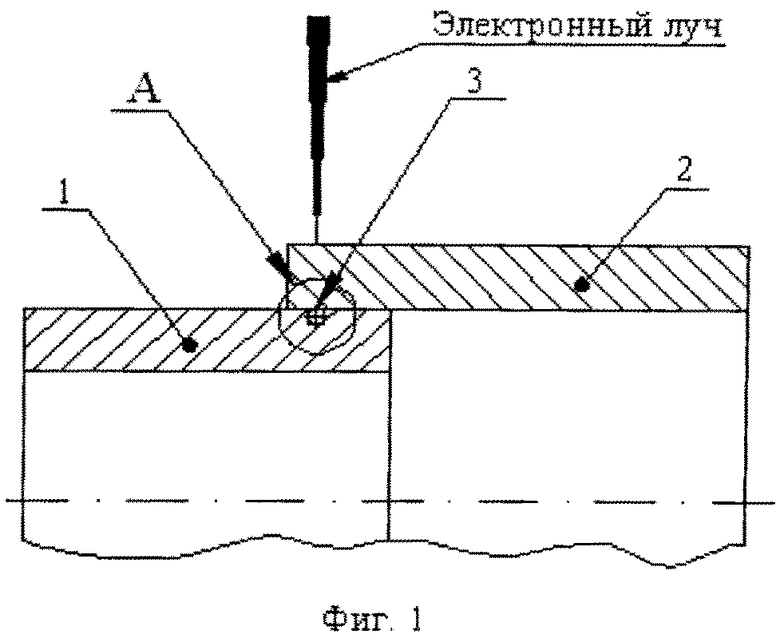
Способ сварки плавлением изделия из молибдена с изделием из железоникелевого сплава, включающий формирование на поверхности изделия из молибдена промежуточного барьерного слоя из меди и сварку нахлесточного соединения, отличающийся тем, что предварительно на поверхности изделия из молибдена под центром образования сварочной ванны выполняют канавку, в которую размещают медную проволоку, а формирование барьерного слоя и сварного шва осуществляют одновременно путем расплавления медной проволоки и железоникелевого сплава.

