(5) УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ННОГОСЛОЙНЫХ ПАНЕЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ ПАНЕЛЕЙ | 1969 |
|
SU250436A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОМОГЕННОГО ЛИНОЛЕУМА | 2008 |
|
RU2361025C1 |
| Способ изготовления армированного пористого эластичного материала | 1978 |
|
SU857166A1 |
| Устройство для изготовления слоистого пластика | 1976 |
|
SU680896A1 |
| Установка для изготовления многослойного армированного пористого материала | 1979 |
|
SU863401A1 |
| СПОСОБ И ОБОРУДОВАНИЕ С РЕЛЬЕФНЫМ БАРАБАНОМ ДЛЯ ИЗГОТОВЛЕНИЯ ЗАПОЛНИТЕЛЯ ДЛЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 2011 |
|
RU2561973C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА МНОГОСЛОЙНЫХ СТЕНОВЫХ ПАНЕЛЕЙ С ДЕКОРАТИВНОЙ ЛИЦЕВОЙ ПОВЕРХНОСТЬЮ | 2010 |
|
RU2470772C2 |
| Устройство для изготовления труб | 1975 |
|
SU617276A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИ ИЗОЛИРОВАННОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2463121C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ПРОПИТКИ АРМИРУЮЩЕГО МАТЕРИАЛА СВЯЗУЮЩИМ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2750827C1 |
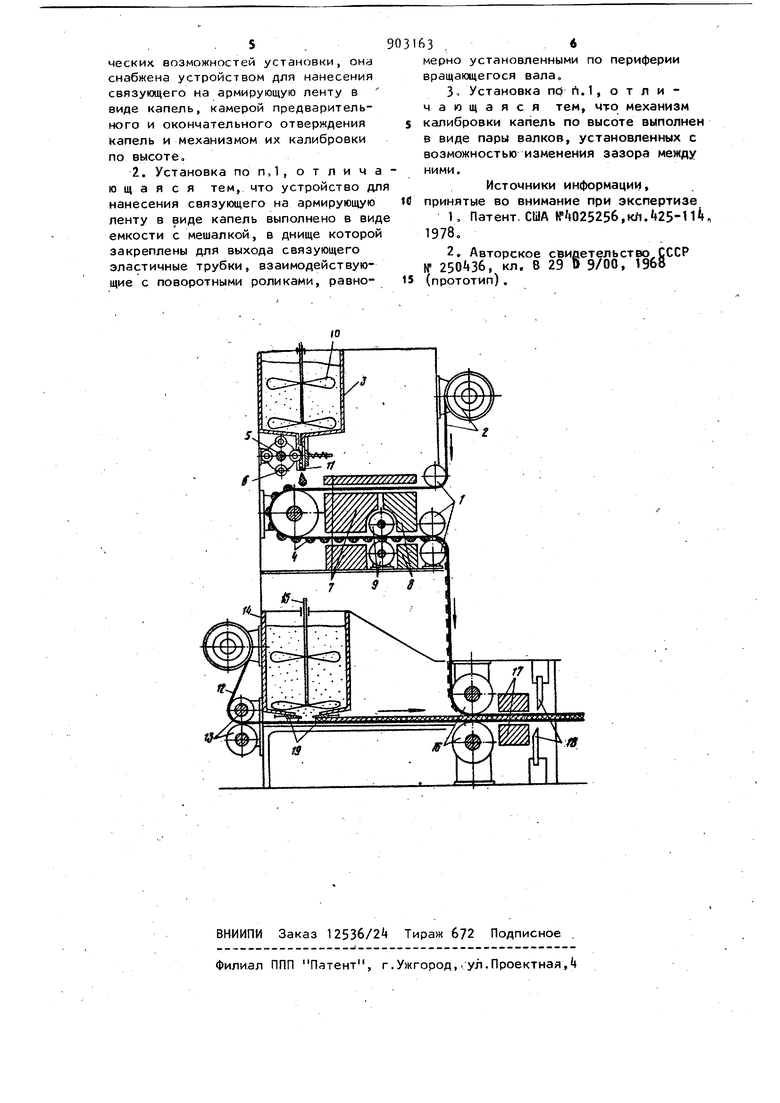
.Изобретение относится к оборудованию для переработки пластмасс, в частности для изготовления крупно габаритных панелей из стеклопластика, применяемых в судостроении, авиастроении, машиностроении и т.д., Известна установка для непрерывного изготовления слоистых изделий, включающая устройство для пропитки наполнителя полимерным связующим, механизм перемещения и формования заготовки изделия с последующим отверждением связующего tl. Наиболее близкой по технической сущности к изобретению является установка для изготовления многослойных панелей, включающая механиз подачи армируюи1ей ленты, механизм п дачи связующего, прижимные валки, термокамеру и механизм резки панели t2 ., . Такие установки не позволяют пол чить однородность свойств по сечени панели и позволяет перерабатывать только низковязкие связующие. Целью изобретения является обеспё чение стабильности свойств и размеров по толщине панели и расширение технологических возможностей установки, . Для достижения поставленной цели установка, включающая механизм подачи армирующей ленты, механизм подачи связующего, прижимные валки, термокамеру и механизм резки панели, снабжена устройством для нанесения связующего на армирующую ленту в виде капель, камерой предварительного и окончательного отверждения капель и механизмом их калибровки по высоте. Устройство для нанесения связующего на армирующую ленту в виде капель, выполнено, в виде емкости с ме- шалкой, в днище которой закреплены для выхода связующего эластичные трубки, взаимодействующие с поворотными роликами, равномерно установленными 3 по периферии вращающегося вала. Механизм для калибровки капель по высоте выполнен в виде пары валков, установленных с возможностью изменения зазора между ними . На чертеже дана схема предложенной установки. Установка содержит механизм перемещения 1 армирующей ленты 2, образующей верхний слой панели, устройство 3 для подачи связующего в виде капель k с установленным под ним валом 5 с роликами 6 для дозирования . связующего на ленту 2 в виде капель, термокамеру предварительного 7 и окончательного 8 отверждения с установленным в ней механизмом 9 для калибровки капель. Устройство для нанесения связующего в виде капель представляет собой емкость с мешалкой 10, в днище которой находятся отверстия с эластичными трубками 11. Образующая нижний слой панели армирующая лента 12 подается механизмом 13. Связующее на ленту 12 подают из устройства 1 выполненного в виде емкости с мешалкой 15. Дублирование слоев осуществляют на формующем устройстве 16, за которым установлены.термокамера 17 и механизм резки 18 панели. В днище устройства 1 выполнено отверстие 19, имеющее форму щели для подачи связующего. Установка работает следующим образом. При помощи механизма перемещения 1 лента 2 подается под устройство 3, где на нее наносятся капли Н связующего определенного объема, в необходимой последовательности следующим образом. Связующее из емкости 3 чере отверстия в днище попадает в эластич ные трубки 11. При вращении вала 5 поворотные ролики 6 набегают на труб ки 11 и, пережимая их, выдавливают связующее из них в виде капель.Объем капли зависит от скорости вращения вала, а последовательность выдавливания капель - от угла поворота одного ролика относительно другого. Затем лента 2 с нанесенными каплями связую щего проходит через камеру предварительного отверждения 7, где нагревается до необходимой температуры, обеспечивающей быстрое снижение вязкости связующего, а следовательно, и более качественную пропитку ленты при сохранении формы капли. Потом ле 4 та поступает в камеру 8 окончательного отверждения. Двимение ленты из камеры предварительного отверждения в камеру окончательного отверждения создает возможность проникновения связующего в ленту только под каплей и в непосредственной близости от нее. Поэтому лента в целом не теряет своей эластичности, а капля формы Размер капли по высоте задается регулированием расстояния между валками механиз ма для калибровки 9 в соответствии с требованиями по расстоянию между слоями в многослойной панели. После калибровки капли отвёрждаются в камере 8„ Таким образом, получается лента с отвержденными каплями, которые являются фиксаторами высоты наносимого в дальнейшем слоя связующего и тем самым обеспечивают стабильность толщины и свойств изделия. Лента с арматурой ввиде отвержденных полимерных капель может быть использована как армирующий материал для получения фасонных крупногабаритных конструкций контактным методом с гарантированной толщиной слоя нанесенного связующего. На движущуюся с Помощью механизма 13 ленту 12 из уст|5ойства Н наносят связующее, причем толщина слоя зависит от величины щепевого зазора 19. Лента 12 с нанесенным на нее слоем связующего поступает в формующее устройство в виде прижимных валков 16, где соединяется с лентой 2, армированной каплями. Валки прижимают ленты друг к другу, образуя панель, которая, отверждаясь в термокамере 17, разрезается механизмом 18 по заданному размеру. ПрофиЛь панели зависит от профиля валков 16. Данная установка позволяет получить панели с постоянными свойствами по сечению за счет наличия связующего в виде отвержденных капель, а также использовать высоковязкое связующее для образования этих капель Формула изобретения К Установка для изготовления многослойных панелей, включающая механизм подачи армирующей ленты, механизм подачи связующего, прижимные валки, термокамеру и механизм резки панели, отличающаяся тем, что, с целью обеспечения стабильности свойств и размеров по толщине панели и расширения технологи5 . 9 ческих возможностей установки, она снабжена устройством для нанесения связующего на армирующую ленту в виде капель, камерой предварительного и окончательного отверждения капель и механизмом их калибровки по высоте о
мерно установленными по периферии вращающегося вала,
Источники информации, принятые во внимание при экспертизе
К Патент-США К 02525б,кЛ.1 25-114, 1978,
2, Авторское свидетельство СССР № , кл. В 29 В 9/00, 1968 (прототип).
