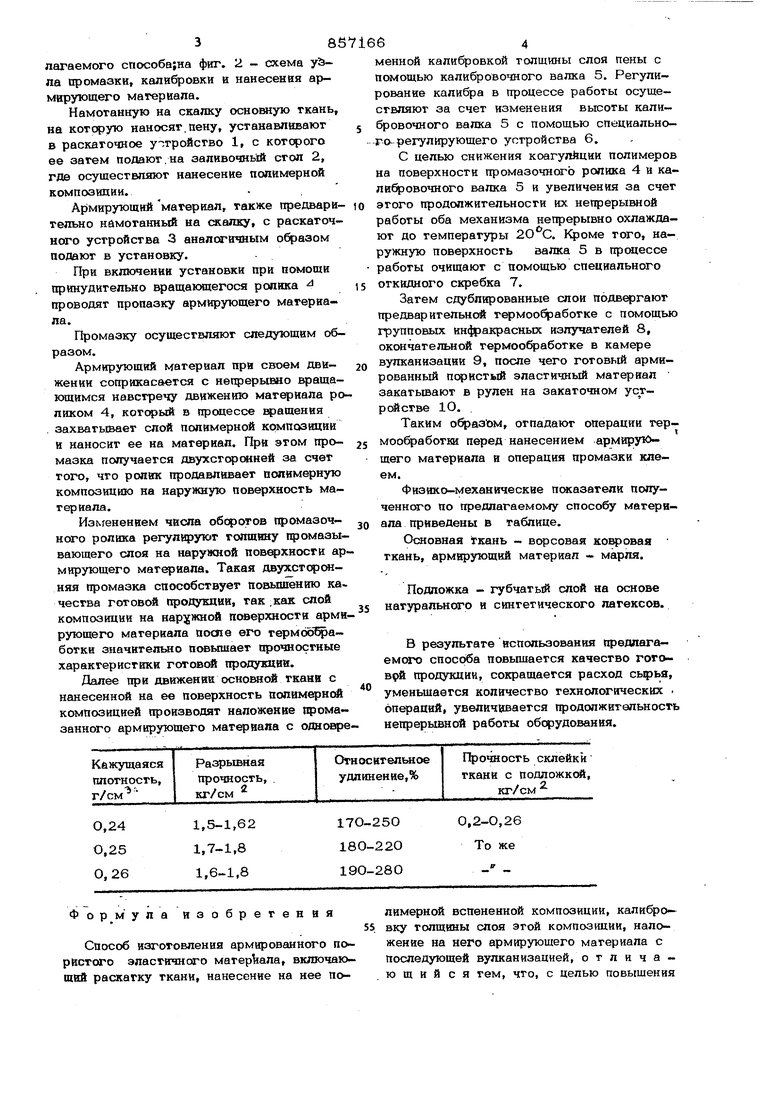
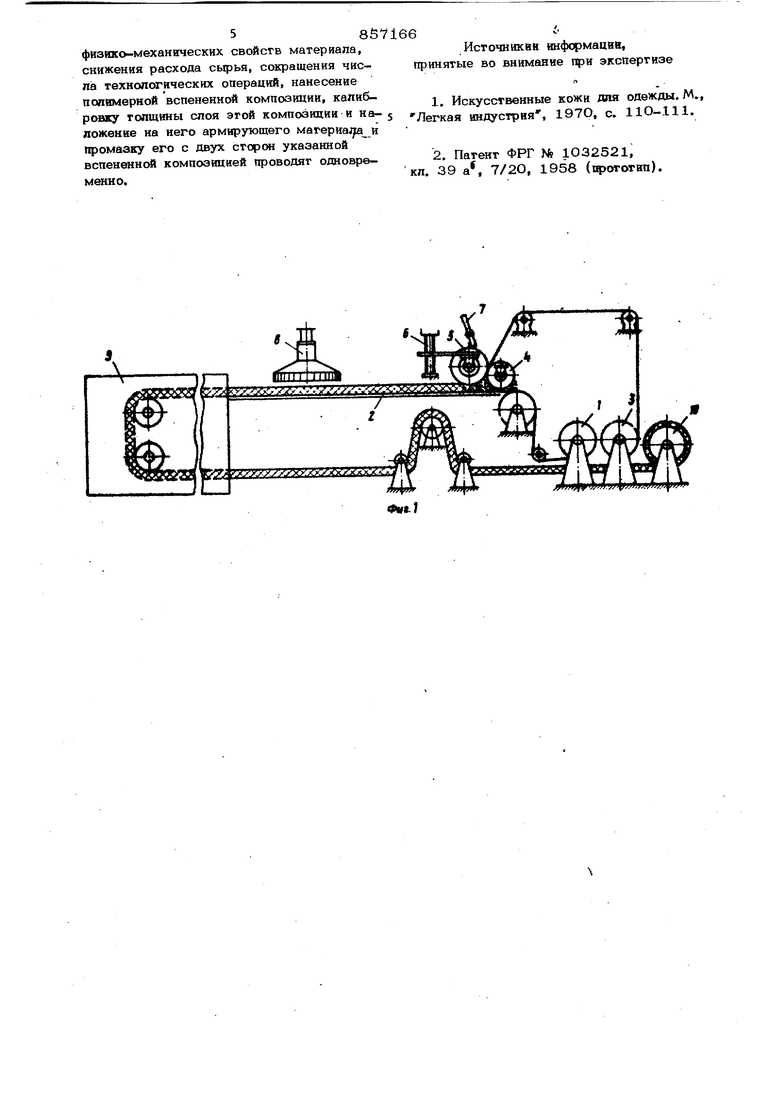
Изобрегение огноснгся к резиновЫГ 1фомышленяости и касается разработки способа непсрерывного изготовления армированного пористого эластичного материала. Известен способ непрерывного изготовпения армированного пористого эластичного материала, включающий раскатку ткани и наложение ее на слой вспененной латекс ной массы 1 J. Однако данный способ не позволяет получить материал с высокими физико-механическими показателями.с Известен также способ непрерывного изготовления армированного пористого эластичного материала, включающий раокатку ткани, натяжение на нее полимерной вспененной композиции, например пены каучука, калибровку толщины слоя этой композиции, наложение на армирующе го материала с последующей вулканизацией 2. Однако данный способ непрерывного изготовления армированного пористого эластичного материала не позволяет улучщить физико-механические свойства материала, снизить расход сырья, сократить число технологических операций. Цель изобретения - повыщение физико-механических свойств материала, снижение расхода сьфья, сокращение числа технологических операций. Поставленная цель достигается тем, что в способе изготовления армированного пористого эластвчного материатш, включающем раскатку гкани, нанесение на нее полимерной вспененной композиции, калибровку толщины слоя этой композиции, наложение на него армирующего материала с последующей вулканизацией, нанесение полимерией вспененной композиции, калибровку толщины слия 9ГОЙ композиции и наложение на него армирующего материала и промазку его с двух сторон указаннЫ( вспененной кс и1Позицией, проводят одновременно. На фиг. 1 дано схематическое изо аженИе установки для осуществления пррд-. латаемого способа;на фиг. 2 - сясема уйла промазки, калибровки и нанесения армирующего материал а. Намотанную на скалку основную ткань, на наносят,пену, устанавливают в раскаточное устройство 1, с которого ее затем подают,на заливочный стол 2, где осуществляют нанесение полимерной композиции. Армирующий материал, также предвари тельно намотанный на «жалку, с раскаточного устройства 3 аналог(чным офааом подают в установку. При включении установки при помощи принудительно вращающегося ролика проводят пропазку армирующего материала. Промазку осуществляют следующим образом. Армирующий материал при своем движении соприкасается с непрерывно вращающимся навстречу движению материала ро ликом 4, в прсдаессе ращения захватьюает слой полимерной композиции и наносит ее на материал. При этом промазка получается двухсторонней за счет того, что ролик продавливает полимерную композицию на наруншую пов хность материала. Изменением числа обсрогов промазочного ролика регулируют толщшу промазывающего слоя на наружной пов хности ар мирующего материала. Такая двухсторежняя промазка способствует повьпиению качества готовой продувлии, так .как слой композиции на наружной поверхности арми рующего материала после его термоо а- ботки значительно повышает прочностные характеристики готовой продукций. Далее при движении основной ткани с нанесенной на ее поверхность полимерн композицией производят наложение промазанного армирующего материала с одновре менной калибровкой толщины слоя пены с помощью калибровочного валка 5. Регулирование калибра в процессе работы осуществляют за счет изменения высоты калибровочного валка 5 с помощью специально- го-регулирующего устройства 6. С целью снижения коагулйцни полимеров на поверхности промаэочного ролика 4 и калибровочного валка 5 и увеличения за счет этого продолжительности их непрерывной работы оба механизма непрерывно охлаждают до температуры , Кроме того, наружную поверхность валка 5 в прсжессе работы очищают с помощью специального откидного скребка 7. Затем сдублированные слои подвергают предварительной термообработке с помощью групповых инфракрасных излучателей 8, окончательной термообработке в камере вулканизации 9, после чего готовый армированный псчэистый эластичный материал закатывают в рулен на закаточном устрсйстве 10. Таким офазЬм, отпадают операции термоофаботка перед нанесением армируК).щего материала и операция промазки клеем. Физико-механические псжазатели полученного по предлагаемому способу матервала приведены в таблице. Основная ткань - ворсовая ковровая ткань, армирующий материал - марля. Подложка - губчатый слой на основе натурального и синтетического латексов. В результате использования предлагаемсях) способа повьпиается качество готоврй продукции, сокращается расход сьфья, уменьщается количество технологических . операций, увеличивается продолжительность непрерывной работы оборудования.
Формула изобретения
Способ изготовления армированного пористого эластичного матерЫла, включающий раскатку ткани, нанесение на нее Полимерной вспененной композиции, калибровку толщины слоя этой композиции, наложение на него армирующего материала с последующей вулканизацией, о т л и ч а ю щ и и с я тем, что, с целью повышения
фиаико-механическнх свойств материала, снижения расхода сырья, сокращения чнсnia технологических операций, нанесение попш ерной вспененной композиции, калибровку толщины слоя этой композиции и на- J ложение на него армирующего материала и промазку его с двух сторон указанной вспененной композицией проводят одновременно.
Источниквй информацвк, принятые во внимание при экспертизе
rt
