Изобретение ОТНОСИТСЯ к области, изготовления слоистых оболочек, из пластмасс, например из стеклопластиков или углепластиков и может быть использовано в химической промышленности, машиностроении и других отраслях народного хозяйства .
Известно устройство для формования оболочек, содержащее оправку и прижимноя вал с рабочей рифленой«поверхностью 111.
Наиболее близким к изобретению яв-ляется устройство для формования слоистых изделий, включающее формообразующий элемент для укладки заготовки формуемого изделия и прижимной валик с рифленой поверхностью, образованной сетчатой оболочкой 123.
, Недостаток таких устройств заключа тся в том, что в процессе намот- ки оболочки на оправку элементы рифления жесткой поверхности прижимного B{%na разрушают структуру волокон наматываемой ткани, что приводит к с нижению прочйости изделия. Кроме того, рифленая поверхность быстро заполняется .связукшщм,что приводит к резкому снижению эффективности применения прижимного Bctna с рифленой поверхностью.
Целью изобретения является повышение прочности изделия и исключения залипания рифлений связующим.
Поставленная цель достигается тем, что в устройстве, включгиоще формообразующий элемент для укладки заготовки формуемого изделия и прижимной валик с рифленой поверхностью, образованной сетчатой оболочкой, сет10чатая оболочка установлена на оси с зазором и выполнена из сетки, проволочные элементы которой в местах пересечений имеют возможность взаимного перемеще ния...
15
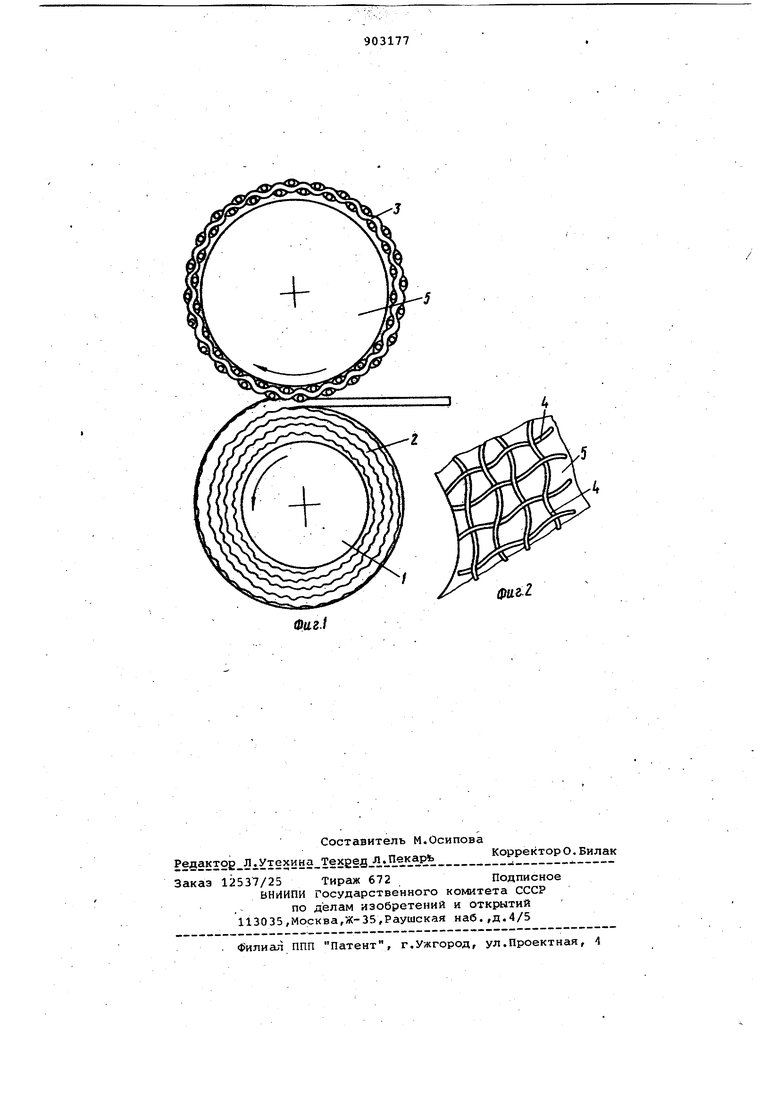
На фиг.1 представлена схема предлагаемого устройства; на фиг. 2 участок поверхности при;кимного вала с сетчатой оболочкой.
20
Предлагаемое устройство состоит из оправки 1 для формования оболочки из материала 2 и прижимного валик§1 из гибкой сетчатой оболочки 3, образованной взаимно пересекающими25ся переплетенныгт проволочными элементами 4 с возможностью-их взаим-, ного перемещения в.. местах переплетений, установленной на оси 5.
Устройство работает следующимJOобразом.
В процессе формования изделия прижимной валик накатывает на формуемый материал 2 гибкую сетчатую оболочку 3,благодаря чему повышается мёжслоевая прочность изделия. При взаимном перемещении прижимного валика к Формуемой поверхности извлечение элементов рифления из формуемого материала 2 благодаря гибкости сетчатой оболочки 3 происходит не. по траектории образующей прижимного вала, а по линии наименьшего сопротивления. Это способствует сохранению целостности формуемого материала.
Одновременно с этим при накатке проволочных элементов сетчатой оболочки 4 на формуемый материал 2 и при их извлечении из (bopltiyeMoro материала 2 происходят взаимное перемещение проволочных элементов 4 в мостах переплетения и перемещение оболочки относительно поверхности прижимного вала за счет установки оболочки 3 на оси 5 с зазором. Такое перемещение обеспечивает самоочистку от связующего как самих проволочных элементов 4, так и поверхности прижимного валика.
Предлагаемое устройство позволяет повысить качество слоистых изделий, особенно при использовании хрупких волокон и исключает заполнение рифлений СВЯЗУЮ14ИМ.
Предлагаемое устройство было использовано при намотке толстостенных труб нэ материала П-5-13Н на основе фенолоформальдегидного связующего и углеродной ткани. Для этой цели на прижимной вал трехвалкового намоточного станка была установлена гибкая сетчатая оболочка из стальной проволоки..
Результаты физико-механических испытаний образцов,вырезанных из натуральных деталей, приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛАСТИЧНОГО ФОРМУЮЩЕГО ЭЛЕМЕНТА | 2015 |
|
RU2585650C1 |
| Способ изготовления цилиндрических изделий из слоистых пластиков | 1981 |
|
SU990542A1 |
| Способ изготовления крупногабаритной фланцевой конструкции из слоистых полимерных композиционных материалов | 2018 |
|
RU2696796C1 |
| Способ изготовления композитной формообразующей оснастки для формования изделий из полимерных композиционных материалов | 2019 |
|
RU2720312C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГИБКОЙ ЛЕНТОЧНОЙ СПИРАЛИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151059C1 |
| Устройство для изготовления трубы из профилированной ленты | 1990 |
|
SU1757901A1 |
| СПОСОБ И ОБОРУДОВАНИЕ С РЕЛЬЕФНЫМ БАРАБАНОМ ДЛЯ ИЗГОТОВЛЕНИЯ ЗАПОЛНИТЕЛЯ ДЛЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 2011 |
|
RU2561973C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫПУКЛЫХ ИЗДЕЛИЙ ИЗ СТЕКЛОПЛАСТИКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2051037C1 |
| СПОСОБ ФОРМОВАНИЯ КРУПНОГАБАРИТНЫХ НЕСУЩИХ КОНСТРУКЦИЙ ИЗ СТЕКЛОАРМИРУЮЩЕГО МАТЕРИАЛА И ФОРМОВОЧНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2405710C1 |
| Оправка для изготовления изделий с отверстиями намоткой | 1978 |
|
SU713694A1 |
Скалывание
Отрыв
- Производство толстостенных труб с помощью предлагаемого устройства позволило снизить брак по расслоениям на 15-20%.
Формула изобретения
Устройство для формования слоистых издел 1й, включающее формообразующий элемент для укладки заготовки формуемого изделия и установленный на оси прижимной валик с рифленой поверхностью, образованной сетчатой оболочкой, отличающееся
155-185
140-160 .
56-117
80-125 .-
тем, что, с целью повышения качества изделия и исключения заполнения рифлений связующим, сетчатая оролочка установлена на оси с зазором и
45 выполнена из сетки, проволочные элементы которой в местах переСечений имеют возможность взаимного перемещения.
Источники информации,
JQ принятые во внимание при экспертизе
