(5) УСТАНОВКА ДЛЯ ОБРАБОТКИ СТЕКЛОИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для вытягивания стеклоизделий | 1981 |
|
SU986877A1 |
| Установка для вытягивания стеклоизделий | 1989 |
|
SU1671617A1 |
| Установка для вытягивания стеклоизделий | 1986 |
|
SU1316980A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМООБРАБОТКИ ВИТЫХ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ | 1992 |
|
RU2024977C1 |
| УСТАНОВКА ПЕРЕТЯГИВАНИЯ ИЗДЕЛИЙ ИЗ СТЕКЛОЗАГОТОВОК | 2021 |
|
RU2777030C1 |
| Устройство для передачи стеклоизделий с одного конвейера на другой | 1990 |
|
SU1706976A1 |
| Загрузочно-разгрузочное устройство | 1988 |
|
SU1698159A1 |
| ТЕРМОСТАТИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ПЕЧИ В УСТАНОВКЕ ВЫТЯГИВАНИЯ СТЕКЛОИЗДЕЛИЙ | 1986 |
|
SU1365628A1 |
| Станок для изготовления электровакуумных приборов | 1983 |
|
SU1157031A1 |
| Устройство для загрузки стеклоизделий в туннельную печь отжига | 1982 |
|
SU1073187A1 |
I
Изобретение относится к промышленности стройматериалов, в частности к области изготовления стеклоизделий, а именно, жестких световодов, стеклянных капилляров, штабиков, и может быть использовано в производстве приборов с элементами волоконной оптики.
Известна установка для вытягивания стеклоизделий, включающая размещенные в рабочей камере механизм подачи заготовки, печь разогрева, механизм вытягивания, резки и укладки изделий, воздухонагнетательное устройство с фильтром t П
Недостатком изв.естной установки я.вляется ручная загрузка заготовок в печь, из-за чего пылезащитная рабочая камера и печь находятся в открыГом состоянии весь период загрузки заготовок, вследствие этого до полного восстановления температурных режимов в печи и рабочей камере процесс вытягивания идet нестабильно, т.е. установка имеет большой период времени
ДЛЯ выхода вытягиваемого изделия на необходимый установившийся размер. Кроме того, ручная загрузка затрудняет эксплуатацию установки и увеличивает подготовительное время ее обслуживания, снижая производительность труда и уменьшая выход годных изделий.
Наиболее близкой по технической сущности к изобретению является уста10новка для обработки стеклоизделий, включающая.механизм подачи заготовок, печь разогрева, механизм вытягиваЦия, резки и укладки изделий и загрузочное устройство с подающими площад15ками привода перемещения и цангами для зажима стеклоизделий, стяжками-направляющими, поворотным барабаном для позиционного перевода изделий и с датчиками управления 2.
20
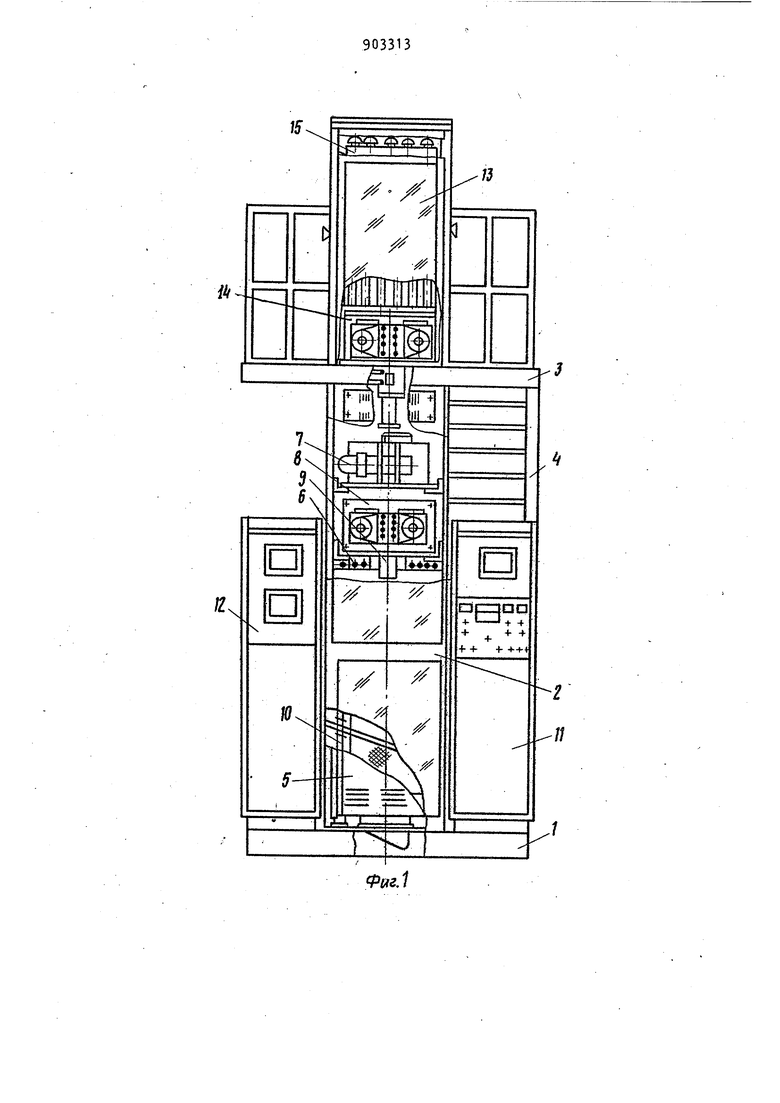
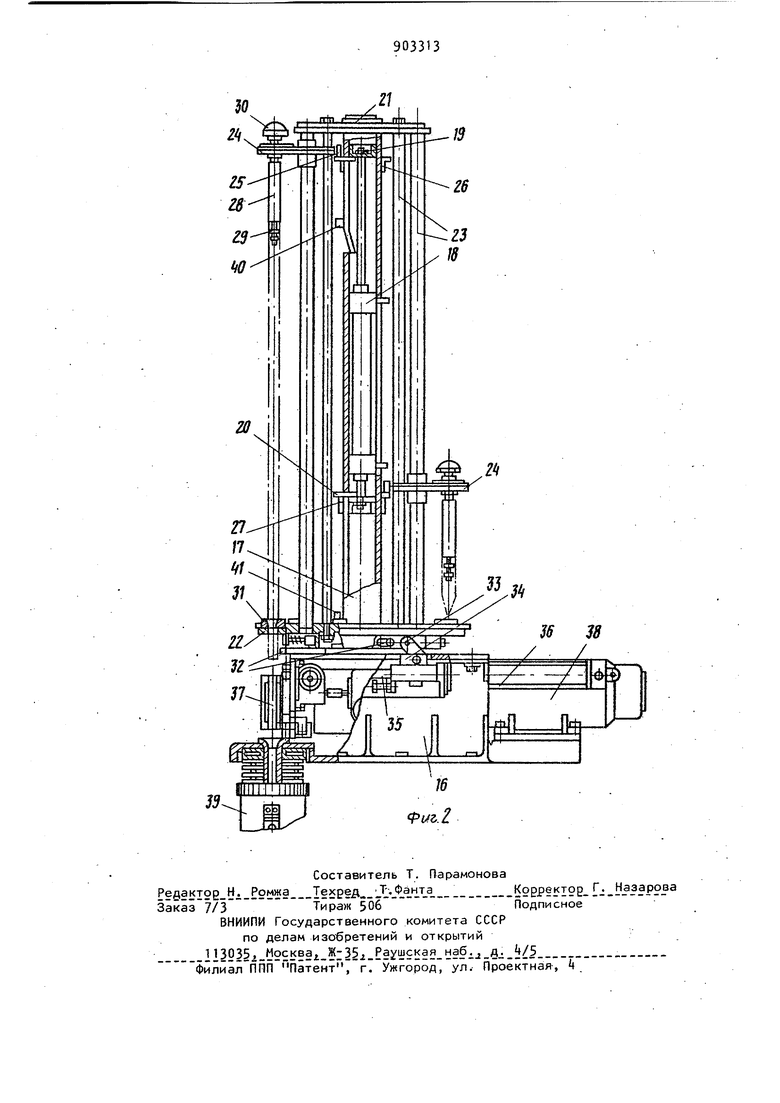
Однако в этом устройстве зажимные приспособления могут захватывать короткую трубку. Пневмодатчики предназначены для определения положения заготовки в патроне, они управляют перемещением патрона вниз в случае короткой заготовки. Кроме того, для устройства характерна невысокая производительность труда. Цель изобретения - увеличение выхода годных изделий и повышение производительности труда. Цель достигается тем, что в установке для обработки стеклоизделий, включающей механизм подачи заготовок , печь разогрева, механизм вытягивания резки и укладки изделий и загрузочное устройство с подающими площадка йи привода перемещения и цангами дляг зажима стеклоизделий, стяжками-направ ляющими , поворотным барабаном для позиционного перевода изделий и с датчиками управления, загрузочное устроиство расположено над печью разогре ва и выполнено в виде вертикальной полой стойки с верхним фигурным и ниж ним прямым пазами для подающих площадок привода перемещения, а датчики расположены на вертикальной стойке. На фиг. t изображена предлагаемая установка, общий вид; на фиг. 2 - механизм подачи с загрузочным устройством. Установка для вытягивания стеклоизделий содержит основание I, рабочую камеру 2, верхнюю площадку 3 с лест-, ницей k. Основание 1 служит для со- ; единения всех основных узл:ов установки в единое целое, а также для размещения воздухонагнетательиого устройства 5 с воздушным фильтром тонкой очистки, обеспечивающим пылезащиту в; рабочем пространстве установки, и панели управления 6 воздушными системаМи . Установка снабжена застекленными дверями. В рабочей камере 2 установлены прибор 7 контроля диаметра .изделий, механизм вытягивания 8, механизм резки 9 и механизм укладни 10 готовых стеклоизделий. По обеим сторонам рабочей каме)ы 2 расположены электричес кие пульты управления 11 и 12. На площадке 3 размещена камера 13 в которой установлены механизм подачи 14 с загрузочным устройством 15, содержащим основание 16, вертикальную пустотелую1 стойку 17 с верхним фигурным и нижним прямым пазами. В стойке 17 закреплены двухсторонний пневмоцилиндр 18 с верхней 19 и нижней 20 подающими площадками. На стбйке 17 смонтирован барабан, включающий уста новленные с возможностью вращения верхнюю 21 и нижнюю 22 планшайбы, соединенные между собой шестнадцатью стяжками 23, одновременно служащими направляющими для восьми подвижных кареток 24, имеющих сламывающие ролики -25, удерживающие каретки 24 на верхнем фланце 26 и нижнем фланце 27. Последние имеют вырезы против пазов в стойке 17 для входа в них площадок 19 и 20 пневмоцилиндра 18. На эластичной подвеске каретки 2k Лодвешены удлинители 28 с цангами 29, Имеющими ручки 30 для зажима заготовки. В них{ней планшайбе 22 в отверстиях по числу кареток имеются направляющие втулки 3t и диаметрально расположенные горизонтальные оси 32, в которые упирается ролик 33, установй1енный на кронштейне .34, смонтироваь ныи с возможностью перемещения по направляющим 35 посредством пневмоцилиндра 36. Кроме того, на основании 16 загру зоч но го устройства 15 смонтирован ме-г ханизм 37 перемещения заготовок с электроприводом 38. Такой же механизм 37 перемещения заготовок установлен на механизме вытягивания 8. К основанию 1б прикреплена электрическая печь 39 разогрева заготовок. На вертикальной стойке 17 загрузочного устройства 15 установлены пневмодатчики 40 и 41, подающие команду длА автоматического перемещения заготовки. Установка работает следующим образом. Предварительно восемь стеклозаготовок вручную подвешивают в цангах 29 загрузочного устройства 15 таким образом, чтобы нижний конец заготовки вошел в направляющую втулку 31 нижней планшайбы 22. Нажатием кнопки на панели управления 6 приводится в действие пневмоциЛиндр 18, подающий заготовку в печь разогрева 39При движении пневмоцилиндра t8 вниз каретка 24 перекрывает пневмодатчик 40, в результате чего заготов ка захватывается и удерживается механизмом 37 перемещения устройства подачи 14. Подакщая площадка 19, опускаясь по фигурному пазу, поворачивается в сторону, освобождая путь для пе ремещения каретки 24. Одновременно нижняя подающая площадка 20 опускается вниз в исходное положение. 59 Разогретая заготовка из печи оття гивается и поступает в направляющие прибора 7 контроля диаметра заготово и механизм перемещения 37 устройства вытягивания 8. Регулируя скорости по дачи и вытягивания, добиваются необходимых размеров изделия, которое ре жется на мерные отрезки с помощью ме ханизма резки 9, последние попадают в приемник механизма укладки 10. По окончании выработки заготовки каретка 2k перекрывает нижний пневмо датчик 1, который дает команду на разжим заготовки механизмом перемеще ния 37 и подъем пневмоцилиндра 18, при этом нижняя площадка 20 пневмоцилиндра поднимает каретку 2 с технологическим концом заготовки из печи 39. С. помощью кнопки на панели 6 управлёния или автоматически посредст вом пневмоцилиндра 36 барабан повора чивается, и очередная заготовка поступает на позицию выработки, и процесс загрузки и обработки заготовки повторяется. Наличие в предлагаемой устаиоВ(ё загрузочного устройства позволяет более точно поддерживать температурный режим процесса, при этом механиз ровать ряд операций, ранее выполняемых вручную после выработки каждой заготовки, предопределяет повышение на 5-10% выхода годных изделий и уве личение производительности труда на 15-20. На предлагаемой установке загрузка заготовок в камеру механизма подачи осуществляется предварительно ТЗ6 все 8 заготовок загружаются одновременно один раз на всю смену. Эта предварительная загрузка не влияет на технологический режим установки, так; как производится до включения установки в работу, а перезарядка заготовок в печь во время работы установки происходит быстрее, поэтому меньше влияет на изменение температуры в ней. Формула изобретения Установка для обработки стеклоизделий, включающая механизм подачи заготовок, печь- разогрева, механизм вытягивания, резки и укладки изделий и загрузочное устройство с подающими площадками привода перемещения и цангами для зажима стеклоизделий, стяжками-направляющими, поворотным .барабаном для позиционного перевода изделий и с датчиками управления, отличающаяся тем, что, с целью увеличения выхода годных из делий и повышения производительности труда, загрузочное устройство расположено над печью разогрева и выполнено в виде вертикальной полой стойки с верхним фигурным и нижним прямым пазами для подающих площадок привода перемещения, а датчики располо- жены на вертикальной стойке. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 5б9П1, кл. С 03 В , 19бЗ. 2.Патент Великобритании № 1509890, С1М, 1978.
