Изобретение относится к промышленности строительства и стройматериалов, к оборудованию для формирования изделий из стеклообразных материалов путём перетягивания по методу подобия, в частности к области изготовления высокоточных стеклянных капилляров, штабиков, сложных микроструктур и может быть использовано в производстве изделий для химической, биологической, электронной промышленностей, в частности для изготовления точных микроструктур.
Известна установка для вытягивания стеклоизделий (см. SU1382827, С03В23/04) с механизмом, который содержит ведущую и натяжную звездочки, две замкнутые транспортирующие цепи с шарнирными звеньями, несущими на пальцах шарниров тянущие губки, направляющие планки с прямолинейными пазами, взаимодействующие с роликами шарниров цепи, при этом с одной стороны ось каждого криволинейного паза совпадает с осью прямолинейного паза, а с другой - с осью звездочки. С целью предотвращения отклонения диаметра вытягиваемых изделий от заданного за счет поддержания заданной скорости вытягивания, установка снабжена колодками с криволинейного пазами, взаимодействующими с роликами шарниров цепи, при этом одна конечная точка конечная точка центрового профиля каждого криволинейного паза расположена на оси прямолинейного паза, а другая на делительной окружности звездочки. При этом исключены циклические изменения скорости движения ведущей ветви цепи и ее натяжения, снимается ограничение минимального числа зубьев звездочки, что позволяет при тех же размерах устройства увеличить шаг звеньев и повысить точность направления рабочих ветвей цепи и тянущих губок. Достигается плавная и бесшумная работа устройства.
Недостаток механизма в том, что при переходе ролика из криволинейного паза во впадину звездочки неизбежны рывки и удары, в конечном счете, влияющие на качество продукции.
Известна печь для вытягивания стеклоизделий (SU1793664, МПК С03В17/04), которая состоит из кожуха, нагревательной камерой, центрирующей втулки, а с целью улучшения качества стеклоизделий за счет стабилизации температурного режима, оно снабжено расположенным между центрирующей втулкой и нагревательной камерой теплоизолятором из асбеста.
Недостатком данного устройства является то, что внутренняя стенка нагревательной камеры выполнена из металла, что при длительной высокотемпературной эксплуатации устройства приводит к возникновению термической коррозии, которая в виде мелкой пыли, осаждается на заготовке при вытягивании, также металл влияет на формирование горячей зоны, расширяя её.
Наиболее близкой к предлагаемому решению является установка для вытягивания стеклоизделий (см. заявку SU № 1671617, МПК С03В17/04). Установка для вытягивания стеклоизделий, включающая механизм подачи заготовки, печь разогрева, механизм вытягивания, датчики контроля, механизмы резки и сортировки и автоматизированную систему управления установки. С целью повышения качества изделий, расширения технологических возможностей и улучшения условий труда, она снабжена телескопическим устройством оттяжки на тележке, механизм подачи выполнен в виде автоматически раскрывающихся держателей, установленных с возможностью поворота на подпружиненных осях, при этом датчики контроля усилия вытяжки и дефектов введены в контуры регулирования и управления температурой печи разогрева и резки автоматизированной системы управления установки.
Недостатком данного изобретения является расположение датчика контроля усилия вытяжки в механизме подачи, так как в процессе вытягивания стеклоизделий масса заготовки уменьшается, что побуждает систему управления изменять температуру в печи разогрева с существенной ошибкой. Отслеживать скорость убытия массы заготовки не представляется возможным, следовательно, получить изделие заданного значения возможно только в начале техпроцесса вытягивания.
Технической проблемой заявленного изобретения разработка установки перетягивания изделий из стеклозаготовок по методу подобия, лишенной недостатков аналогов.
Технический результат заключается в повышении качества изделий при перетягивании заготовки путем достоверного измерения усилия вытягивания, исключающего влияние убывания веса заготовки при увеличении производительности процесса.
Техническая проблема достигается тем, что установка перетягивания изделий из стеклозаготовок, включающая механизм подачи заготовки, установленные в каркасе каретку механизма подачи заготовки, печь разогрева заготовки со спиральным нагревателем на внутренней стенке корпуса печи, камеру термостабилизации, датчик контроля геометрических параметров, механизм вытягивания, тензодатчик, механизмы резки, сортировки и блок управления, согласно решению, снабжена механизмом ускоренного подъема каретки в исходное положение, содержащим асинхронный двигатель с ведущим шкивом и клиновым ремнем, соединенный с кареткой через винт шарико-винтовой пары, которая соединена с механизм подачи через соединительную муфту, установка снабжена тензометрической системой, включающей плиту, подвешенную одним концом на призме с помощью клина, на другом конце которой закреплен тензодатчик, при этом плита со стороны тензодатчика соединена с механизмом вытягивания, а с противоположной стороны снабжена противовесом, причем механизм вытягивания выполнен в виде цепного механизма, в котором на ведущих и ведомых звездочках установлены кулаки с пазами, имеющими прямолинейные и криволинейные участки.
Внутренняя стенка печи выполнена из кварцевой трубы.
Установка предназначена для перетягивания по принципу подобия трубок, штабиков и собранных в пучок структур с различной формой поперечного сечения.
Изобретение поясняется чертежами:
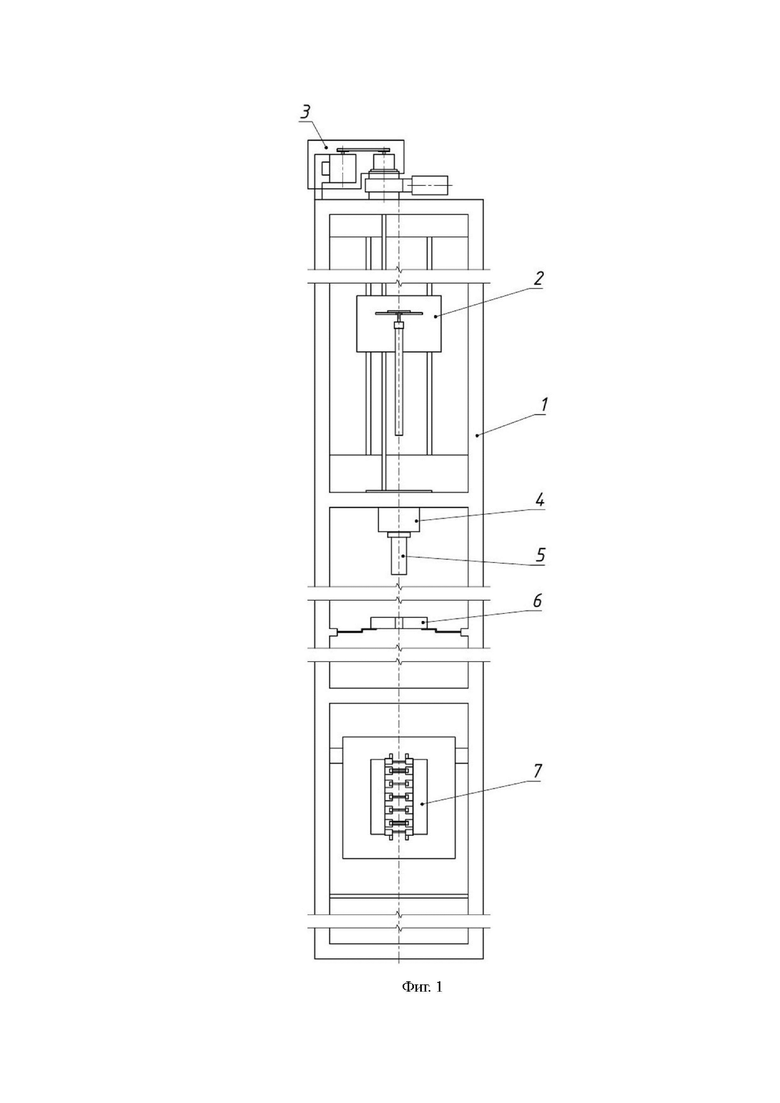
фиг. 1 - общий вид установки;
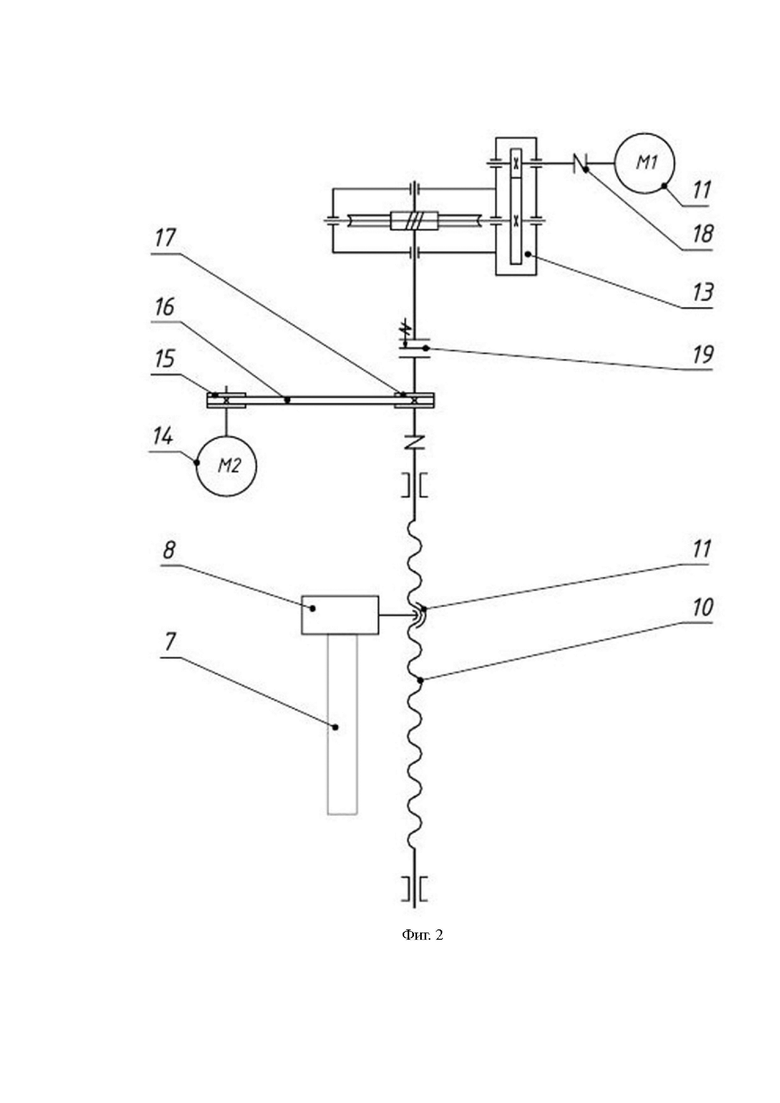
фиг. 2 - кинематическая схема модуля подачи с механизмом ускоренного подъёма каретки;
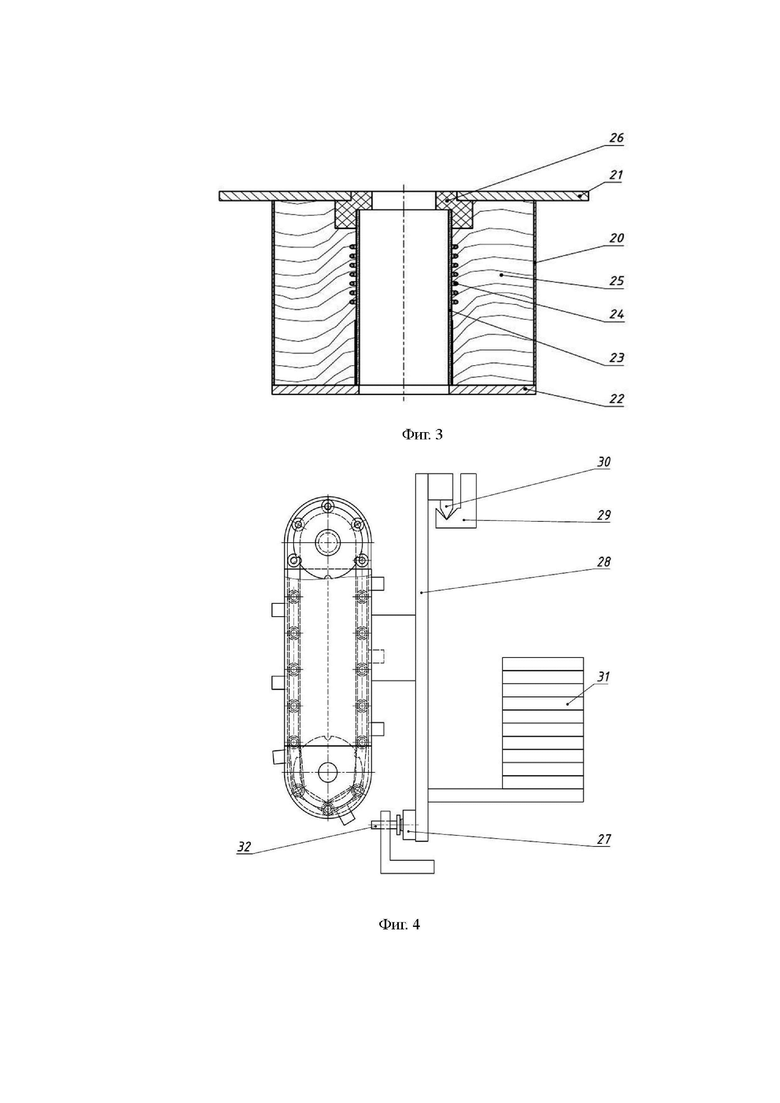
фиг. 3 - печь для перетягивания стеклоизделий;
фиг. 4 - схема взаимного расположения цепного механизма вытягивания и тензометрической системы;
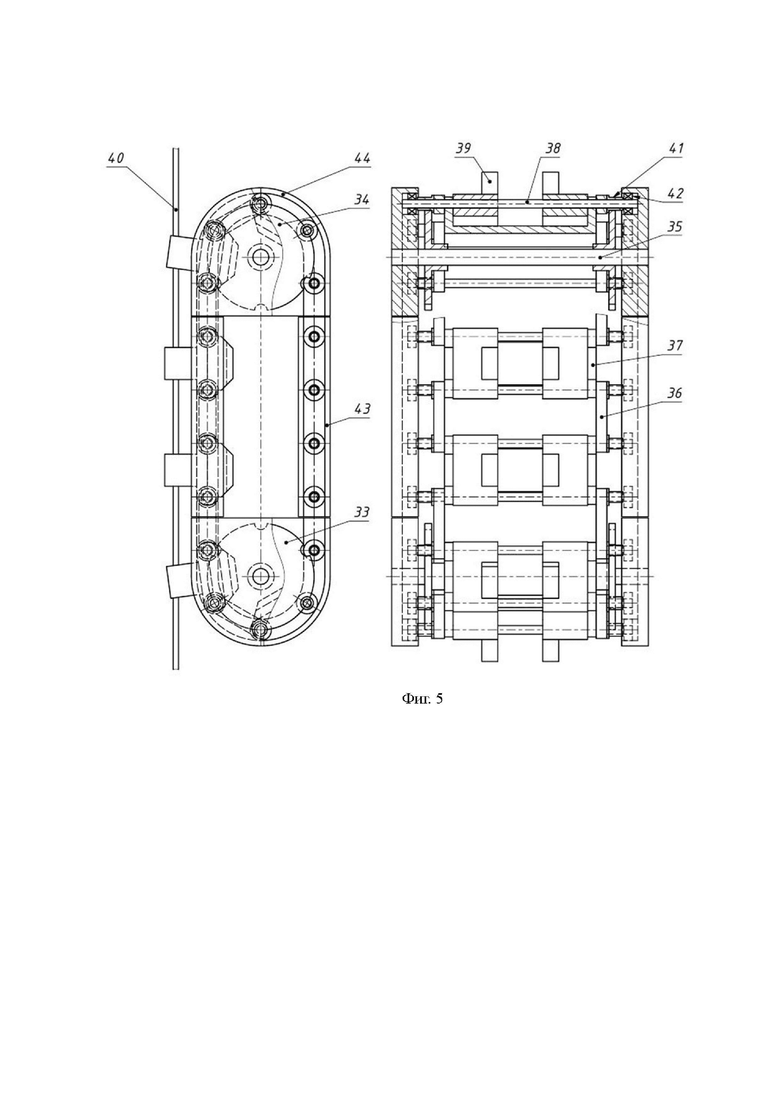
фиг. 5 - механизм вытягивания;
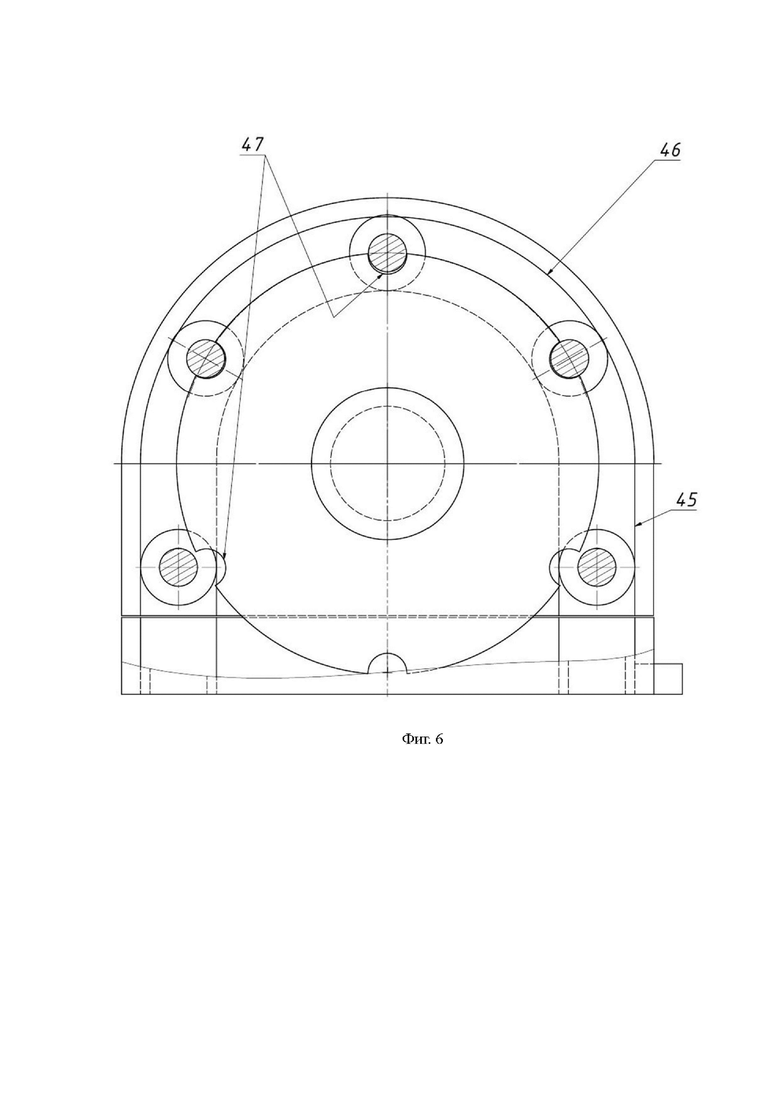
фиг. 6 - профиль кулака механизма вытягивания.
Позициями на чертежах обозначены:
1 - каркас установки;
2 - механизм подачи;
3 - механизмом ускоренного подъема каретки;
4 - печь разогрева;
5 - камера термостабилизации;
6 - датчик контроля геометрических параметров;
7 - цепной механизм с тензометрической системой;
8 - заготовка;
9 - каретка механизма подачи заготовки;
10 - винт шарико-винтовой пары (ШВП);
11 - гайка ШВП;
12 - серводвигатель;
13 - червячно-цилиндрический редуктор;
14 - асинохронный двигатель;
15 - ведущий шкив;
16 - клиновой ремень;
17 - ведомый шкив;
18 - соединительная муфта;
19 - электромагнитная муфта;
20 - корпус печи;
21 - верхний фланец;
22 - нижний фланец;
23 - внутренняя стенка печи;
24 - спиральный нагреватель;
25 - теплоизолирующим материал;
26 - изолятор;
27 - тензодатчик;
28 - плита;
29 - призма;
30 - клин;
31 - противовес;
32 - упорный винт;
33 - ведущая звездочка;
34 - ведомая звездочка;
35 - вал;
36 - звено цепи 1;
37 - звено цепи 2;
38 - ось;
39 - губки;
40 - изделие;
41 - втулка;
42 - подшипник качения;
43 - направляющая;
44 - кулак:
45 - прямолинейный участок паза;
46 - криволинейный участок паза;
47 - впадина звездочки.
Установка состоит из каркаса 1, с встроенным в него механизмом подачи заготовки 2, соединенным с установленным на каркасе механизмом ускоренного подъема каретки 3, системы вакуумной откачки заготовки (не показана), печи разогрева 4, камеры термостабилизации 5, датчика контроля геометрических параметров 6, механизма вытягивания с тензометрической системой 7 и устройств резки и сортировки изделий. Механизмы резки и сортировки изделий не показаны.
Известно, что для обеспечения широкого диапазона скоростей подачи, при этом сохраняя стабильную работу частотного электродвигателя, в конструкции модуля подачи используется редуктор с большим передаточным отношением порядка 1:500 (источники справочники). Из-за этого скорость возврата каретки в исходное положение ограничена техническими характеристиками электродвигателя с частотным управлением и занимает длительное время.
В предлагаемом устройстве механизм подачи заготовки 2 снабжен механизмом 3 ускоренного подъёма каретки 9. Заготовка 8 закрепляется на каретке 9 механизма подачи заготовки 2. Каретка 9 перемещается вертикально по направляющим (не показаны) за счет шарико-винтовой пары (ШВП) 10,11. Гайка ШВП 11 закрепляется на каретке 9, винт ШВП 10 устанавливается в подшипниковых опорах (не показаны) на каркасе 1. Винт 10 приводится в движение серводвигателем 12 через червячно-цилиндрический редуктор13, соединенными между собой муфтой 18. Осуществление подъёма каретки 9 в исходное (верхнее) положение выполняет механизм 3 ускоренного подъёма каретки 9, состоящий из асинхронного двигателя 14 с ведущим шкивом 15 и клиновым ремнем 16, передающий вращение ведомому шкиву 17, соединенному с винтом ШВП 10 через соединительную муфту 18. Перед запуском ускоренного подъёма каретки, осуществляется размыкание механизма основной подачи каретки 2 электромагнитной муфтой 19.
Печь для разогрева заготовки, состоит из корпуса печи 20, верхнего 21 и нижнего 22 фланцев, внутренняя стенка печи 23, изготовленная из кварцевой трубы, устойчивой к термической коррозии и возникновению окалин и не искажающий границы горячей зоны, На кварцевую трубу надет спиральный нагреватель 24. Кварцевая труба не подвергается термической коррозии и не выделяет веществ, загрязняющих изделие. Кварц не искажает границы горячей зоны. Полость между корпусом и внутренней стенкой печи заполнена теплоизолирующим материалом 25. Внутренняя стенка термоизолированна от верхнего фланца изолятором 26.
Схема взаимного расположения цепного механизма вытягивания и тензометрической системы показаны на фиг. 4. Тензометрическая система состоит из тензодатчика 27, установленного на плите 28, подвешенной на призме 29 с помощью клина 30. На плите 28 также установлен противовес 31, обеспечивающий устойчивое примыкание тензодатчика 27 к упорному винту 32, установленному на каркасе 1. Масса противовеса выбирается на 5-10 кг больше массы механизма вытягивания 7, установленного на плите 28.
Усилие вытягивания создает крутящий момент вокруг точки опоры клина 30 и призмы 29 и как составляющую - усилие на тензодатчике 27, которое не зависит от убывания массы заготовки 8. Таким образом, значение усилия вытягивания определяется достоверно на протяжении всего процесса вытягивания.
На фиг. 5 показан механизм 7, который содержит ведущие 33 и ведомые 34 звездочки, установленные на валах 35, цепь из звеньев 36, 37, соединенных шарнирно осями 38, на которых установлены губки 39 с возможностью осевого перемещения. Губки 39 сводятся, проходя по планкам-копирам (не показаны), и зажимают изделие 40. Ведущие звездочки 33 приводится в движение сервоприводом через червячный редуктор (не показаны). На осях 38 установлены втулки 41, взаимодействующие со звездочками 33, 34 и подшипники качения 42, перемещающиеся в направляющих 43 с прямолинейными пазами и в пазах кулаков 44. Паз кулака 44 (фиг. 6) состоит из прямолинейного 45 и криволинейного 46 участков. Это позволяет повысить плавность хода механизма во всем диапазоне скоростей перетягивания.
В предлагаемом цепном механизме 7 подшипники качения 42, находясь на криволинейном участке паза кулака 44, двигаются только по внутренней поверхности криволинейного участка паза 46, не касаясь дна впадин 47 звездочки 34. Звездочка 34 в данном случае предназначена только для протягивания подшипников качения цепи 42 по профилю паза кулака 44. В предлагаемом механизме звездочки 33, 34 исключены как опорные элементы цепи из звеньев 36, 37, а направление движения цепи задается только направляющими с прямолинейными пазами 43 и прямолинейными 45 и криволинейными 46 участками направляющих пазов кулака 44, которые образуют непрерывную замкнутую траекторию для движения подшипников качения 42, что позволяет повысить плавность хода механизма 7.
Установка работает следующим образом. Заготовку (трубку, штабик, собранную в пучок структуру) подвешивают (или жестко закрепляют) на каретке 9, опускают в печь 4, разогревают. Оттянутую часть заготовки заправляют в губки цепного механизма вытягивания 7, подводят датчик контроля наружного диаметра 6 к вытягиваемому стеклоизделию, устанавливают заданную скорость подачи заготовки в печь и скорость вытяжки цепного механизма 7. Процесс перетягивания, заданный наружный размер, резка и сортировка стеклоизделия управляется автоматически с помощью автоматизированной системы управления (на фиг. не показаны).
Значения усилия вытягивания контролируются тензодатчиком 27 на протяжении всего процесса вытягивания. По окончании процесса осуществляют ускоренный подъём каретки в исходное (верхнее) положение каретки для закрепления новой заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для обработки стеклоизделий | 1979 |
|
SU903313A1 |
| Установка для вытягивания стеклоизделий | 1989 |
|
SU1671617A1 |
| Установка для вытягивания стеклоизделий | 1981 |
|
SU986877A1 |
| Машина для обработки стеклоизделий | 1977 |
|
SU941324A1 |
| Автомат для изготовления тарелок ножек электрических источников света | 1982 |
|
SU1070627A1 |
| Установка для вытягивания стеклоизделий | 1986 |
|
SU1316980A1 |
| Установка для изготовления стеклоизделий | 1972 |
|
SU446475A1 |
| Способ переформования труб | 1976 |
|
SU715513A1 |
| Установка для вытягивания стеклоизделий | 1988 |
|
SU1645243A1 |
| Устройство для захвата листов стекла при его закалке | 1976 |
|
SU582217A1 |
Предложенное изобретение относится к промышленности строительства и стройматериалов, к оборудованию для формирования изделий из стеклообразных материалов путем перетягивания по методу подобия, в частности к области изготовления высокоточных стеклянных капилляров, штабиков, сложных микроструктур и может быть использовано в производстве изделий для химической, биологической, электронной промышленностей, в частности для изготовления точных микроструктур. Установка перетягивания изделий из стеклозаготовок включает механизм подачи заготовки, установленные в каркасе каретку механизма подачи заготовки, печь разогрева заготовки со спиральным нагревателем на внутренней стенке корпуса печи, камеру термостабилизации, датчик контроля геометрических параметров, механизм вытягивания, тензодатчик, механизмы резки, сортировки и блок управления. Установка снабжена механизмом ускоренного подъема каретки в исходное положение, содержащим асинхронный двигатель с ведущим шкивом и клиновым ремнем, соединенный с кареткой через винт шарико-винтовой пары, которая соединена с механизм подачи через соединительную муфту. Также установка снабжена тензометрической системой, включающей плиту, подвешенную одним концом на призме с помощью клина, на другом конце которой закреплен тензодатчик. Плита со стороны тензодатчика соединена с механизмом вытягивания, а с противоположной стороны снабжена противовесом. Механизм вытягивания выполнен в виде цепного механизма, в котором на ведущих и ведомых звездочках установлены кулаки с пазами, имеющими прямолинейные и криволинейные участки. Внутренняя стенка печи выполнена из кварцевой трубы. Технический результат - повышение качества изделий при перетягивании заготовки путем достоверного измерения усилия вытягивания, исключающего влияние убывания веса заготовки при увеличении производительности процесса. 1 з.п. ф-лы, 6 ил.
1. Установка перетягивания изделий из стеклозаготовок, включающая механизм подачи заготовки, установленные в каркасе каретку механизма подачи заготовки, печь разогрева заготовки со спиральным нагревателем на внутренней стенке корпуса печи, камеру термостабилизации, датчик контроля геометрических параметров, механизм вытягивания, тензодатчик, механизмы резки, сортировки и блок управления, отличающаяся тем, что установка снабжена механизмом ускоренного подъема каретки в исходное положение, содержащим асинхронный двигатель с ведущим шкивом и клиновым ремнем, соединенный с кареткой через винт шарико-винтовой пары, которая соединена с механизмом подачи через соединительную муфту, установка снабжена тензометрической системой, включающей плиту, подвешенную одним концом на призме с помощью клина, на другом конце которой закреплен тензодатчик, при этом плита со стороны тензодатчика соединена с механизмом вытягивания, а с противоположной стороны снабжена противовесом, причем механизм вытягивания выполнен в виде цепного механизма, в котором на ведущих и ведомых звездочках установлены кулаки с пазами, имеющими прямолинейные и криволинейные участки.
2. Установка по п. 1, отличающаяся тем, что внутренняя стенка печи выполнена из кварцевой трубы.
| Установка для вытягивания стеклоизделий | 1989 |
|
SU1671617A1 |
| Установка для вытягивания стеклоизделий | 1985 |
|
SU1382827A1 |
| Установка для вытягивания стеклоизделий | 1981 |
|
SU986877A1 |
| Установка для вытягивания стеклянных трубок | 1991 |
|
SU1811506A3 |
| Прибор для вытяжки стеклянных капилляров | 1983 |
|
SU1172891A1 |
| Устройство для программного регулирования | 1951 |
|
SU106387A1 |

