I
Изобретение относится к правке крупногабаритных тонколистовых конструкций, например, кузовов вагонов подвижного состава и может быть использовано в вагоностроении и других отраслях. Где используются крупногабаритные тонколистовые конструкции.
Наиболее близким к изобретению по технической сущности и достигаемому эффекту является способ правки тонкостенных сварных конструкций путем воздействия на изделие- перемещающимися относительно изделия тепловыми и охлаждающими полями.
Способ правки путем воздействия на изделие перемещающимися тепловыми и охлаждающими полями осуцесхвляетг ся устройством, которое,включает станину, тележку с установленными на ней нагревающими и охлаждакичими изделие элементами 13.
Недостатком способа является то, что он может быть использован только для обработки массивных металлических плит, например частей корпусов судов. Это устройство не пригодно для правки конгтрукций с продольными силовыми элементами, имеющими малую поперечную жесткость; преимув ественно гофрами.
Цель изобретения - обеспечение возможности правки конструкций с продольными силовыми элементами, имеЮ1ЦИМИ малую поперечную жесткость, преимуцественно гофрами.
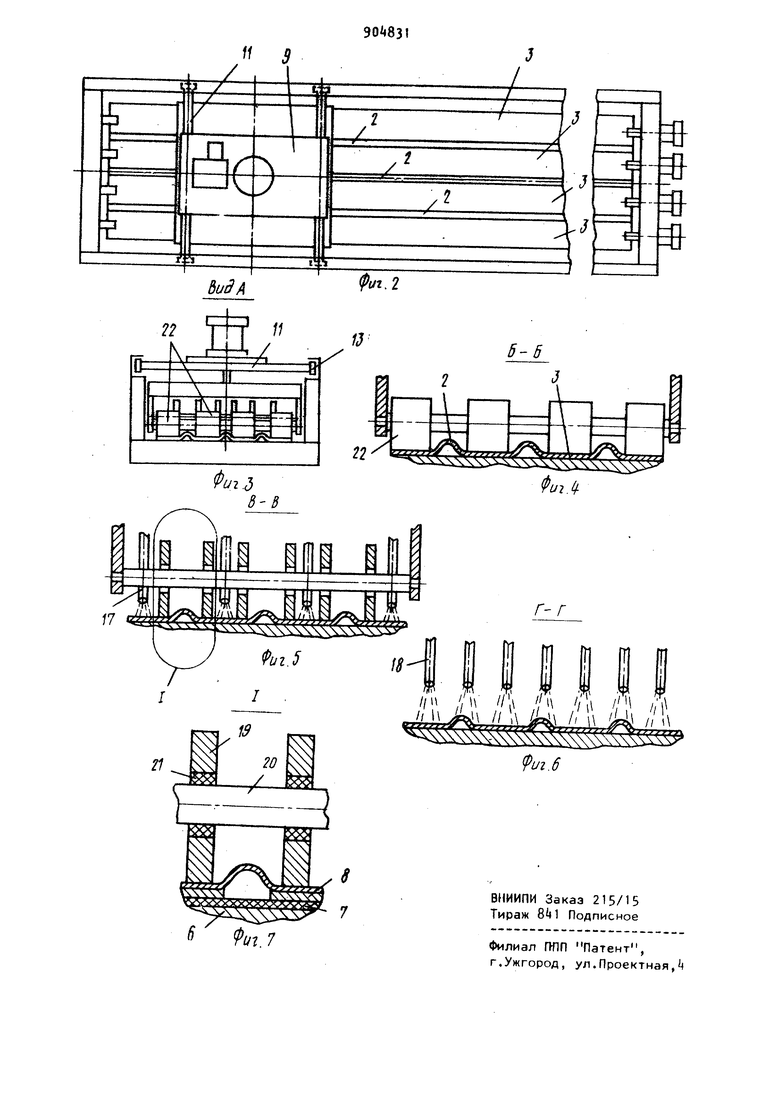
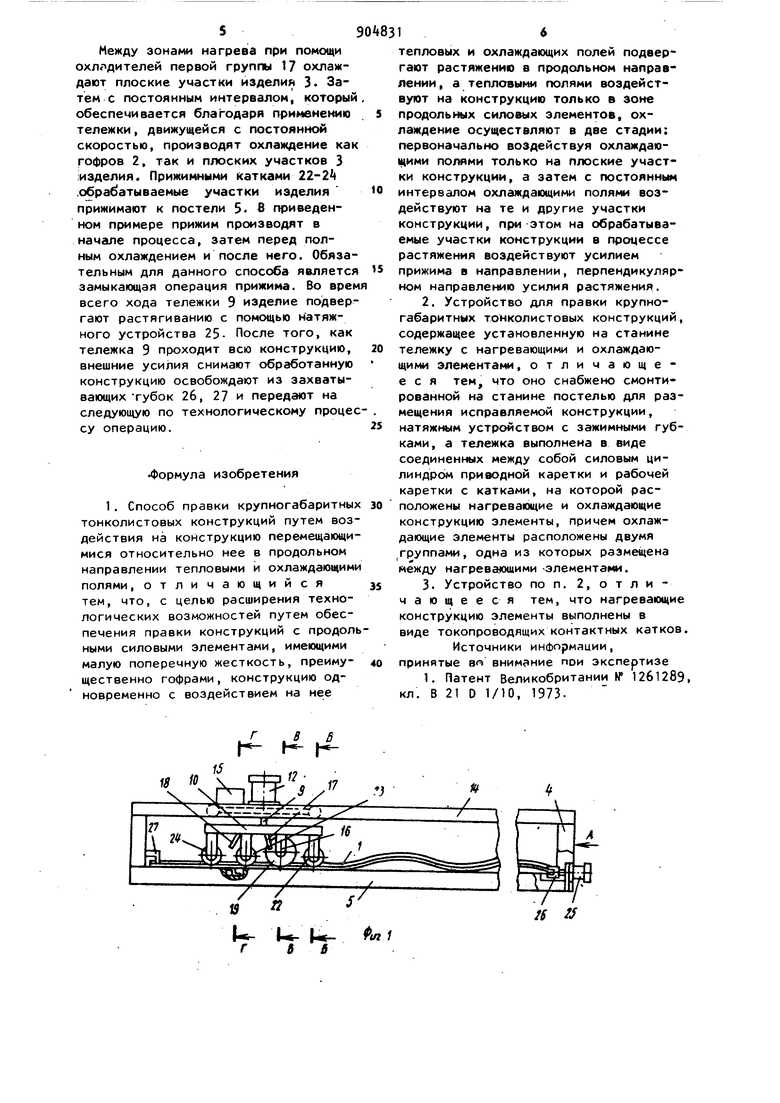
Поставленная цель достигается тем, что конструкцию одновременно с воздействием перемешающихся вдоль изделия тепловых и рхлаждающих полей подвергают растяжению в продольном направлении, а тепловыми полями воздействуют только в зоне продольных силовых элементов, охлаждение осуществляют в две стадии:первоначально воздействуя охлаждающим полем между зонами нагрева только на плоские участг ки изделия, затем с постоянным интервалом охлаждающими полями воздействуют на те и другие участки вместе, причем изделие постоянно растягивают в продольном направлении, а обра батываемые участки прижимают к пост ли, по крайней иере после общегоохлаждения . Устройство для осуществления спо соба снабжено смонтирюванной на ста нине постелью, натяжным устройством с зажимными губка, тележка выполнена в вид двух связанных между со бой сил овым цилиндром кареток приводной и рабочей, на которой размещены нагревающие и охлаждающие элементы, расположенные на рабочей каретке, причем охлаждающие элементы расположены двумя группами,рдна из которых размещена между нагревающими элементами. Причем нагревающие конструкцию элементы выполнены в виде токопроводящих контактых катков. На фиг. 1 изображено устройство для осуществления способа, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - вид А на фиг. 1; на -, фиг. - сечение Б-Б на фиг. 1 (по оси прижимных катков); на фиг. 5 сечение В-В на фиг. 1 (по оси нагревательных катков); на фиг. 6 - се чение Г-Г на фиг. 1 (в плоскости элементов общего охлаждения); на фиг, 7 - узел на фиг. 5. Изделие 1 (выправляемая крупногабаритная тонколистовая конструкция) имеет продольные силовые элементы 2 (гофры) с малой поперечной жесткостью (по сравнению с продольной) и плоские участки 3. Станина k устройства для правки содержит постель 5, Но которую уложено изделие. Постель представляет собой закрепленные на основании 6 и изолированные от него диэлектрической пластиной 7 стальные полосы 8. Тележка 9 состоит из двух кареток: рабочей каретки 10 и приводной каретки 11, которые связаны между собой силовым цилиндром 12. Колеса 13 приводной каретки установлены на направляющих 14, жестко закрепленных на станине и соединены с приводом 15, размещенным на приводной каретке 11. Наг реватели 16 и охладители 17 и 18 ус тановлены на рабочей каретке 10, Нагреватели 16 выполнены в виде токопроводящих (медных) контактных катков 19, изолированных от оси 20 s 4 диэлектрическими втулками 21. Контактные катки 19 соединены с источником питания через трансформатор (не показав), установленный на тележке 9. Нагреватели 16 установлены в поперечный ряд и размещены против зон продольных силовых элементов 2 (гофров) изделия 1. Охладители 17 и 18 выполнены в виде водяных форсунок. Охладители 17 первой группы размещены между нагревателями 1б плоских участков изделия. Охладители 18 второй группы установлены в ряд, находящийся на расстоянии от ряда нагревателей и охладителей первой группы, и .расположены по всему сечению изделия как против гофров 2, так и против плоских участков 3 изделия 1. На рабочей каретке установлены прижимные катки 22 - 2k, размещенные в поперечных рядах. Число рядов прижимных катков может колебаться в зависимости от конструкции нагревателей, которые сами могут выполнять дополнительно роль прижимов, а также от того совершается ли рабочий ход тележки в одну сторону или путем возвратно-поступательного двимения, однако в любом случае один ряд прижимных катков обязателен - он располагается за рядом общего охлаждения, т.е. является замыкающим. В данном примере таким замыкающим является ряд 2k, Станина k снабжена натяжным устройством 25, связанным с захватывающими губками 26 и 27. Устройство работает следующим образом. Изделие 1 - (кр пногабаритную тонколистовую конструкцию, например боковину кузова вагона) устанавливают на постели 5 и закрепляет при помощи захватывающих губок 26, 27. Правку ведут, совмещая операции нагрева, охлаждения двумя ступенями, прижима и растягивание изделия. Обработку поверхности ведут непрерывно, от одного конца изделия к другому. При движении тележки 9 (на фиг. 1 слева направо) силовой цилиндр 12 прижимает рабочую карютку 10 к изделию 1. Нагревателями 16 нагревают только продольные силовые элементы 2 (гофры) , что обеспечивается устройством Постели (основание 6 диэлектрические пластины 7 и стальные полосы 8); электрический ток проходит только по сечению продольных Силовых элементов 2 (гофров), Между зонами нагрева при помощи охладителей первой группы 17 охлаждают плоские участки изделия 3- Затем с постоянным интервалом, который обеспечивается благодаря применению тележки, движущейся с постоянной скоростью, производят охлаждение как гофров 2, так и плоских участков 3 изделия. Прижимными катками обрабатываемые участки изделия прижимают к постели 5- 8 приведенном примере прижим производят в начале процесса, затем перед полным охлаждением и после него. Обязательным для данного способа является замыкающая операция прижима. Во врем всего хода тележки 9 изделие подвергают растягиванию с помощью натяжного устройства 25- После того, как тележка 9 проходит всю конструкцию, внешние усилия снимают обработанную конструкцию освобождают из захватывающих тубо к 26, 27 и передают на следующую по технологическому процес су операцию. 4 ормула изобретения 1. Способ правки крупногабаритны тонколистовых конструкций путем воз действия на конструкцию перемещающи мися относительно нее в продольном направлении тепловыми и охлаждающим полями, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения правки конструкций с продол ными силовыми элементами, имеющими малую поперечную жесткость, преимущественно гофрами, конструкцию одновременно с воздействием на нее епловых и охлаждающих полей подвергают растяжению в продольном направении , а тепловыми полями воздействуют на конструкцию только в зоне продольных силовых элементов, охаждение осуществляют в две стадии: первоначально воздействуя охлаждающими по/жми только на плоские участки конструкции, а затем с постоянным интервалом охлаждающими полями воздействуют на те и другие участки конструкции, при этом на обрабатываемые участки конструкции в процессе растяжения воздействуют усилием прижима в направлении, перпендикулярном направлению усилия растяжения. 2. Устройство для правки крупногабаритных тонколистовых конструкций, содержащее установленную на станине тележку с нагревающими и охлаждающими элементак«, отличающееся тем, что оно снабжено смонтированной на станине постелью для размещения исправляемой конструкции, натяжт,1м устройством с зажимными губками, а тележка выполнена в виде соединенных между собой силовым цилиндром приводной каретки и рабочей каретки с катками, на которой расположены нагревающие и охлаждающие конструкцию элементы, причем охлаждающие элементы расположены двумя группами, одна из которых размещена между нагревающими -элементами. 3. Устройство по п. 2,отличающее с я тем, что нагревающие конструкцию элементы выполнены в виде токопроводящих контактных катков. Источники информации, принятые во внимание пои экспертизе 1. Патент Великобритании № 1261289, кл. В 21 D 1/10, 1973.
9
/
j /
Л
2
/1
X
i/z.2
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КРИП-ОТЖИГА ТИТАНОВОГО ЛИСТОВОГО ПРОКАТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2357827C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ БАНДАЖЕЙ С ОБЕЧАЙКАМИ | 2021 |
|
RU2755229C1 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ВЫТЯЖНОЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2639202C2 |
| УСТАНОВКА ИНДУКЦИОННОГО НАГРЕВА ДЛЯ ТЕРМИЧЕСКОЙ ПРАВКИ СВАРНЫХ КОРПУСНЫХ КОНСТРУКЦИЙ | 1994 |
|
RU2078662C1 |
| Агрегат для изготовления многослойного гофрометалла | 1972 |
|
SU524631A1 |
| Установка для сборки крупногабаритных резинотехнических изделий | 1978 |
|
SU739835A1 |
| УНИВЕРСАЛЬНЫЙ СТЕНД ДЛЯ ПРАВКИ ДИСКОВ АВТОМОБИЛЬНЫХ КОЛЕС | 2010 |
|
RU2530229C2 |
| Растяжное устройство | 1989 |
|
SU1755088A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2004 |
|
RU2267380C1 |
| Установка для изготовления крупногабаритных цилиндрических изделий из термопластичных полимерных материалов | 1961 |
|
SU145337A1 |