Известные установки для изготовления крупногабаритных изделий цилиндрической формы из термопластических полимерных материалов способом спиральной намотки состоят из червячного пресса с расположенной перед ним подвижной рамой каретки, установленной на неподвижной станине, разъемного барабана, связанного посредством шестерен с электроприводом, винтового механизма продольного перемещения каретки и опорных катков.
Предлагаемая установка отличается тем, что в ней применен -ролик, имеющий нажимное устройство и каналы для подачи охлаждающей жидкости и расположенный на неподвижной станине у головки червячного пресса. Это отличие позволит обеспечить высокое качество сварного щва.
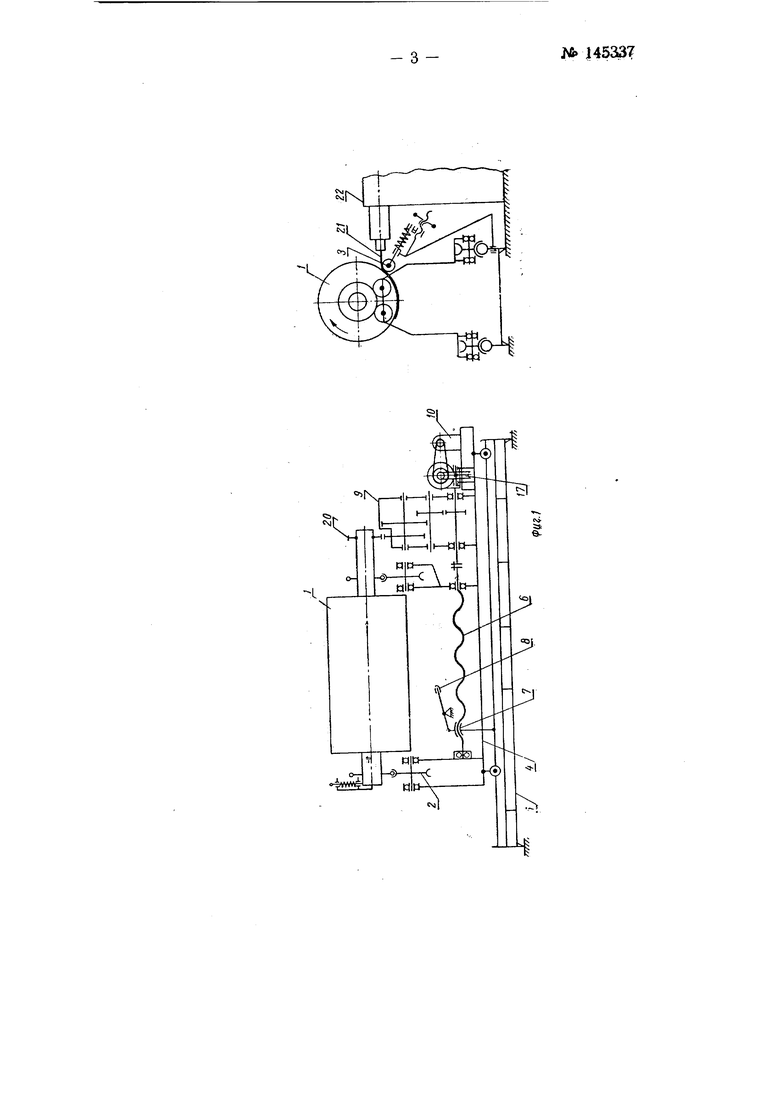
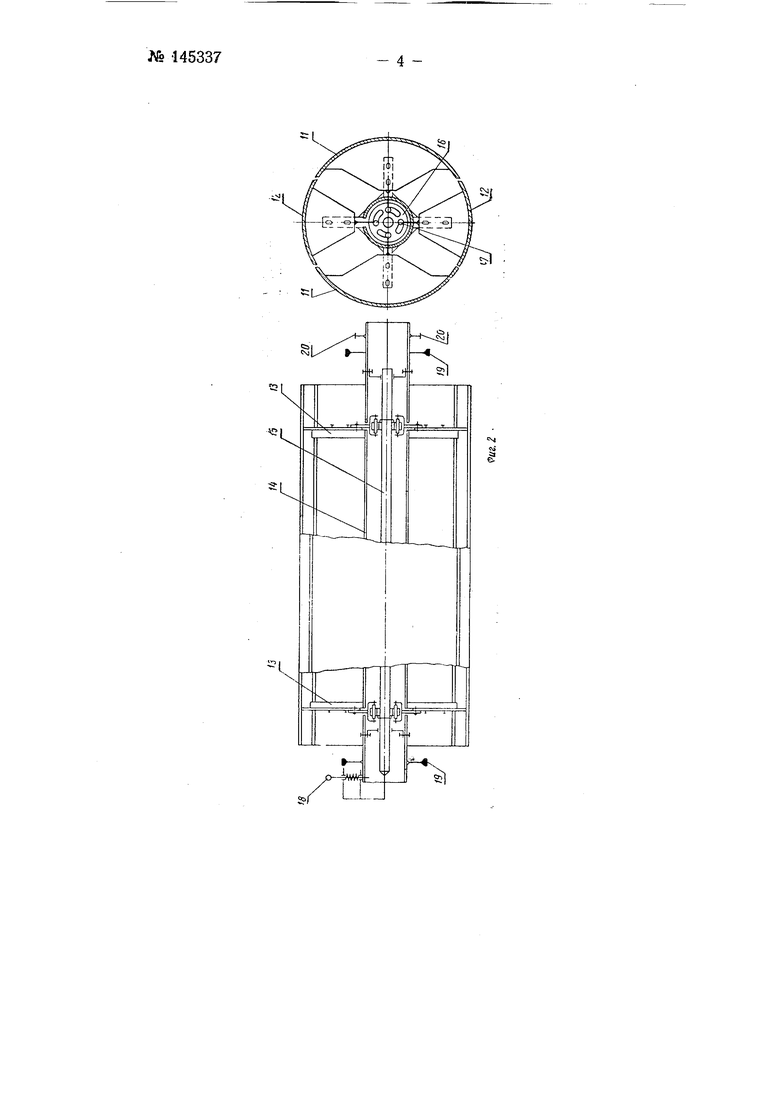
На фиг. 1 изображена предлагаемая конструкция установки для изготовления крупногабаритных изделий из термопластических полимеров, например из полиэтилена; на фиг. 2 изображен барабан в двух проекциях.
Установка включает барабан 1, вращающийся на опорных роликах 2; прижимной сварочный ролик 5; подвижную раму 4 каретки; неподвижную раму 5; винтовой механизм передвижения каретки, состоящий из ходового винта 6, гайки 7 и рукоятки 8 включения; редуктор Я передающий вращение от вариатора 10 барабану 1 и ходовому винту 6. Вариатор-привод с асинхронной муфтой скольжения обеспечивает щирокий диапазон скоростей, необходимых при изготовлении труб разных диаметров и для плавного регулирования режима работы.
Барабан / представляет собой полый разрезной цилиндр, составленный из 4 секций (по образующей): двух больших 11 и двух M-Jлых 12, щарнирно закрепленных на двух крестовинах 13 трубы М проходящей внутри цилиндра.
NO 145337- 2 Внутри трубы проходит вал 15 с сидящими на нем двумя дисками 6 с фигурными прорезями. Внутри этих прорезей катаются ролики 17, соединенные с помощью тяг с щарнирами секций. При повороте вала 15 в одну сторону образующие 11 и 12 расходятся, образуя цилиндр полного диаметра. При повороте вала /5 в другую сторону образующие сходятся, образуя цилиндр уменьщенного диаметра. Оба положения фиксируются с помощью специальной фиксирующей ручки 18.
Концы трубы 14 закреплены на катках 19, которые лежат на опорных роликах 2, укрепленных на подвижной раме 4. Шестерня 20 сцепляется с щестерней цилиндрического редуктора Я которая и передает вращение барабану.
Принцип действия установки заключается в следующем.
Скорость вращения барабана / J oдбиpaют равной скорости выхода ленты 21 из экструзера 22. Конец ленты 21 закрепляется между сваривающим прижимным роликом 3, имеющим водяное охлаждение, и барабаном /. Одновременно с этим, путем поворота рукоятки 8 и сцепления гайки 7 с вращающимся ходовым винтом б, барабан / начинает вращаться и, перемещаясь поступательно, наматывает на себя ленту 21. выходящую из экструзера 22. По окончании намотки поворотом рукоятки 8 расцепляют ходовой винт 6 с гайкой 7, останавливают мотор и обрезают торцы готовой трубы с обеих сторон.
Барабан с готовой трубой подъемным приспособлением снимают с установки и укладывают на опоры для охлаждения. Так как полиэтилен при остывании обладает усадкой до 3%, то изготовленная труба сильно сожмет барабан-форму. Поэтому для съема намотанной трубы с барабана необходимо поворотом фиксирующей ручки 18 уменьшить диаметр барабана.
Предмет изобретения
Установка для изготовления крупногабаритных изделий цилиндрической формы из термопластических полимерных материалов способом спиральной намотки, состоящая из червячного пресса с расположенной перед ним подвижной рамой каретки, установленной на неподвижной станине, разъемного барабана, связанного посредством щестерен с электроприводом, винтового механизма продольного перемещения каретки и опорных катков отличающаяся тем, что, с целью обеспечения высокого качества сварного шва при изготовлении трубы, применен прижимной .ролик, имеющий нажимное устройство и каналы для подачи охлаждающей жидкости и расположенный на неподвижной сгянине у головки червячного пресса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Магнитная зерноочистительная машина | 1961 |
|
SU143615A1 |
| УСТАНОВКА ДЛЯ УПРОЧНЕНИЯ ИНДУКЦИОННОЙ НАПЛАВКОЙ | 1996 |
|
RU2103140C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2041001C1 |
| УСТАНОВКА ДЛЯ УПРОЧНЕНИЯ ИНДУКЦИОННОЙ НАПЛАВКОЙ | 1999 |
|
RU2154562C1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| Стенд для слесарно-доводочных работ | 1989 |
|
SU1660804A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РЕЗЬБОВОГО ПРОФИЛЯ | 2003 |
|
RU2244616C1 |
| МАНИПУЛЯТОР ДЛЯ ИНДУКЦИОННОЙ НАПЛАВКИ | 1996 |
|
RU2101152C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ ИЗ ТЕРМОПЛАСТОВ | 1966 |
|
SU186119A1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
-L
hJ
