Изобретение относится к области изготовления многослойного гофрированного металла путем соединения гофры с полотном металла пайкой и может быть применено в авиационной, судостроительной и других
промышленностях.
Известен агрегат для изготовления многослойного гофрометалла, преимущественно пайкой, содержащий рулоноразмоточные устройства, вальцы с рифленой поверхностью для формования гофры, которые находя-тся в зацеплении один с другим, приводные и неприводные валки и валики для прижима и перемещения обрабатываемых полотен, ванны с валиками для нанесения связующего вещес-тва, ножницы для резки гофрополотна на листы, общий привод и нагревательные устройства для нагрева полотен.
Предлагаемый агрегат отличается от известного тем, что он снабжен рифленым барабаном, зацепленным своими зубьями с нижним рифленым вальцом и который охватываете пвумя дугообразными регулируемыми прижимами, один из которых выполняет функции нагревателя для плавления при
поя, а другой, полый, охлаждаемый принудительно, является кристаллизатором припо при этом за прижимными валками агрегата установлены регулируемое прижимное устройство и две плиты, одна из которых выполнена как нагреватель, а другая - как кристаллизатор припоя. Дугообразные нагреватель и кристаллизатор выполнены из гибкого листа с нагреваемыми или охлаждаемыми секциями, а зубчатый венец рифленого барабана снабжен электронагревателями, например трубчатыми, питающимися через расположенные на оси барабана контактные кольца со щетками, при этом нагреватели оснащены заслонками с патрубками для подачи в зону пайки защитного газа.
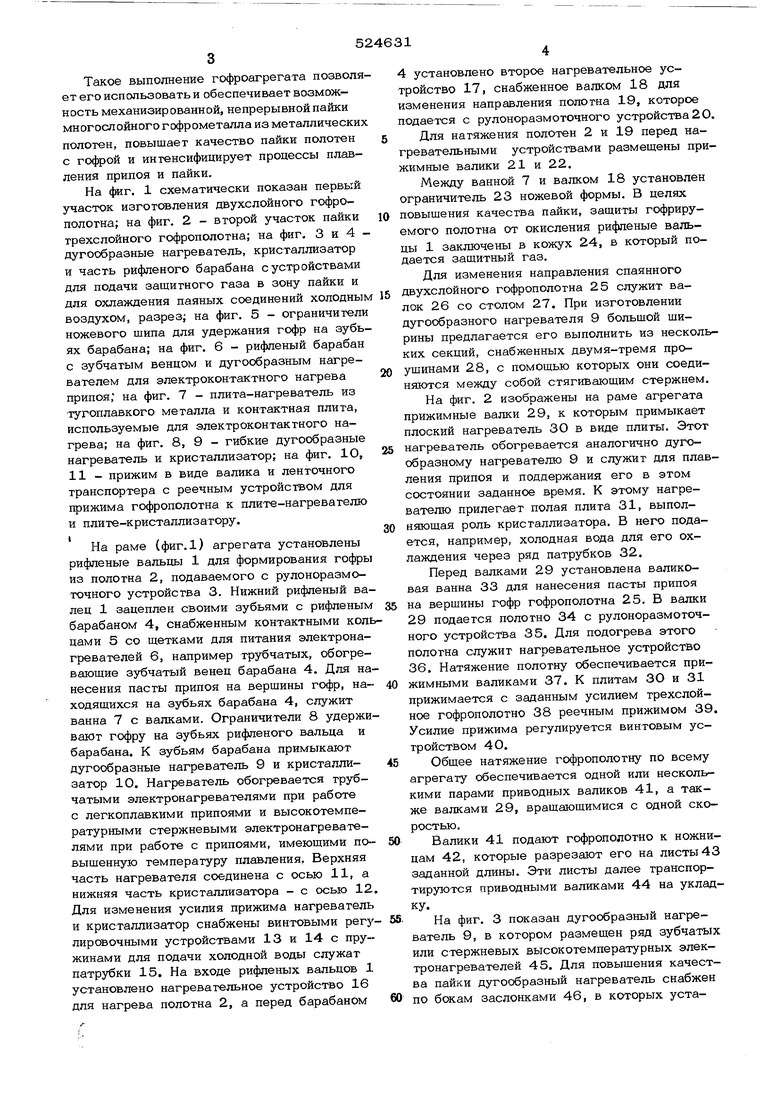
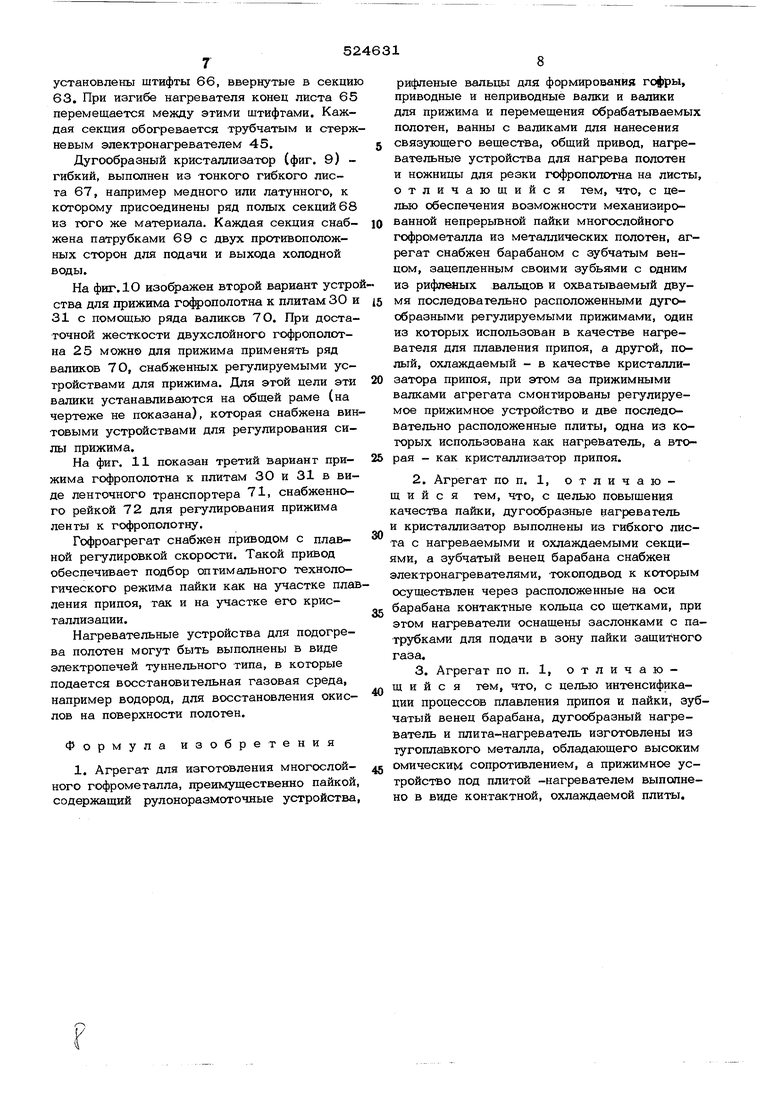
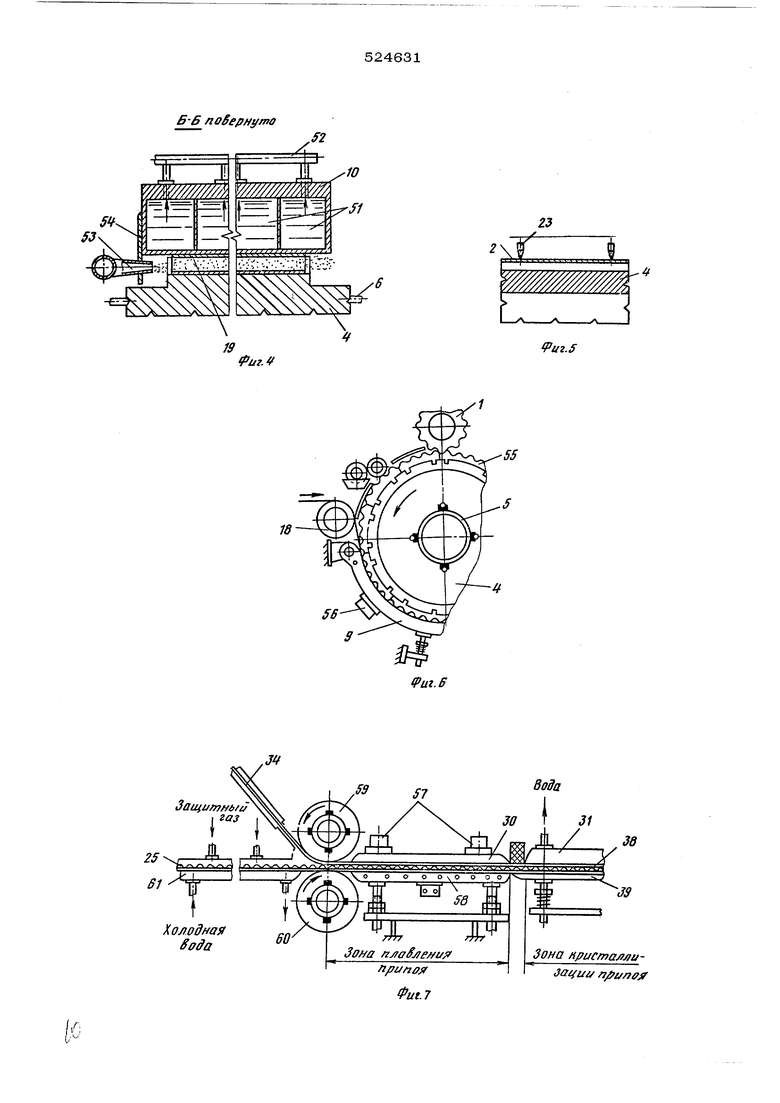
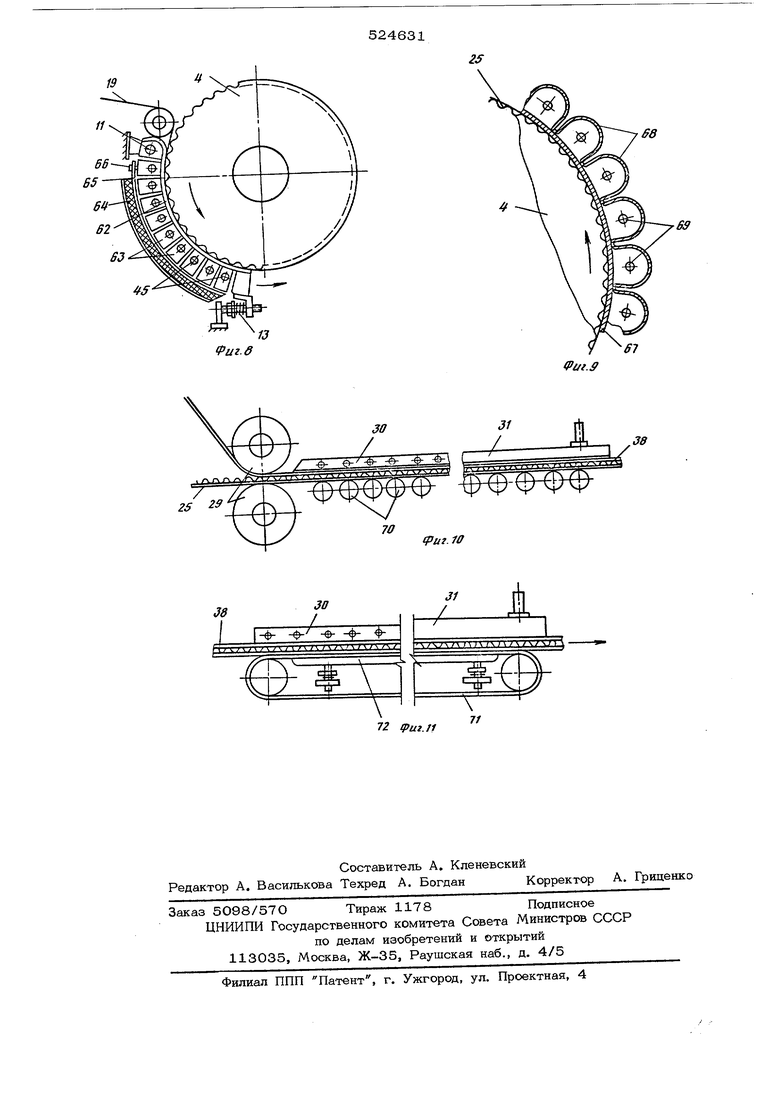
Кроме того, зубчатый венец барабана, дугообразный нагреватель и плита-нагреватель изготовлены из тугоплавкого металла, обладающего большим омическим сопротивлением, например вольфрама, а прижимное устройство под плитой-нагревателем выполнено в виде контактной, принудительно охлаждаемой плиты. Такое выполнение гофроагрегата позволя ет его использовать и обеспечивает возможность механизированной, непрерывной пайки многослойного гофрометалла из металлически полотен, повышает качество пайки полотен с гофрой и интенсифицирует процессы плавления припоя и пайки. На фиг. 1 схематически показан первый участок изготовления двухслойного гофрополотна; на фиг. 2 - второй участок пайки трехслойного гофрополотна; на фиг, 3 и 4 дугообразные нагреватель, кристаллизатор и часть рифленого барабана с устройствами для подачи защитного газа в зону пайки и для охлаждения паяных соединений холодны воздухом, разрез; на фиг. 5 - ограничители ножевого шипа для удержания гофр на зубь ях барабана; на фиг. 6 - рифленый барабан с зубчатым венцом и дугообразным нагревателем для электроконтактного нагрева припоя; на фиг. 7 - плита-нагреватель из тугоплавкого металла и контактная плита, используемые для электроконтактного нагрева; на фиг. 8, 9 - гибкие дугообразные нагреватель и кристаллизатор; на фиг. 1О, 11 - прижим в виде валика и ленточного транспортера с реечным устройством для прижима гофрополотна к плите-нагревателю и плите-кристаллизатору. , На раме (фиг.1) агрегата установлены рифленые вальцы 1 для формирования гофры из полотна 2, подаваемого с рулоноразмоточного устройства 3. Нижний рифленый валец 1 зацеплен своими зубьями с рифленым барабаном 4, снабженным контактными коль цами 5 со щетками для питания электронагревателей 6, например трубчатых, обогревающие зубчатый венец барабана 4. Для на несения пасты припоя на вершины гофр, находящихся на зубьях барабана 4, служит ванна 7 с валками. Ограничители 8 удержи вают гофру на зубьях рифленого вальца и барабана. К зубьям барабана примыкают дугообразные нагреватель 9 и кристаллизатор 10. Нагреватель обогревается трубчатыми электронагревателями при работе с легкоплавкими припоями и высокотемпературными Стержневыми электронагревателями при работе с припоями, имеющими повыщенную температуру плавления, Верхняя часть нагревателя соединена с осью 11, а нижняя часть кристаллизатора - с осью 12. Для изменения усилия прижима нагреватель и кристаллизатор снабжены винтовыми регулировочными устройствами 13 и 14 с пружинами для подачи холодной воды служат патрубки 15. На входе рифленых вальцов 1 установлено нагревательное устройство 16 для нагрева полотна 2, а перед барабаном 4 установлено второе нагревательное устройство 17, снабженное валком 18 для изменения направления полотна 19, которое подается с рулоноразмоточного устройства 2О. Для натяжения полотен 2 и 19 перед нагревательными устройс-твами размещены прижимные валики 21 и 22. Между ванной 7 и валком 18 установлен ограничитель 23 ножевой формы. В целях повышения качества пайки, защиты гофрируемого полотна от окисления рифленые вальцы 1 заключены в кожух 24, в который подается защитный газ. Для изменения направления спаянного двухслойного гофрополотна 25 служит валок 26 со столом 27. При изготовлении дугообразного нагревателя 9 большой ширины предлагается его выполнить из нескольких секций, снабженных двумя-тремя проушинами 28, с помощью которых они соединяются между собой стягивающим стержнем. На фиг. 2 изображены на раме агрегата прижимные валки 29, к которым примыкает плоский нагреватель 30 в виде плиты. Этот нагреватель обогревается аналогично дугообразному нагревателю 9 и служит для плавления припоя и поддержания его в этом состоянии заданное время. К этому нагревателю прилегает полая плита 31, выполняющая роль кристаллизатора. В него подается, например, холодная вода для его охлаждения через ряд патрубков 32. Перед валками 29 установлена валиковая ванна 33 для нанесения пасты припоя на верщины гофр гофрополотна 25. В валки 29 подается полотно 34 с рулоноразмоточного устройсТВа 35. Для подогрева этого полотна служит нагревательное устройство 36. Натяжение полотну обеспечивается прижимными валиками 37. К плитам ЗО и 31 прижимается с заданным усилием трехслойное гофрополотно 38 реечным прижимом 39. Усилие прижима регулируется винтовым устройством 40. Общее натяжение гофрополотну по всему агрегату обеспечивается одной или несколькими парами приводных валиков 41, а также валками 29, вращающимися с одной скоростью. Валики 41 подают гофрополотно к ножницам 42, которые разрезают его на листы 43 заданной длины. Эти листы далее транспортируются приводными валиками 44 на укладку. На фиг. 3 показан дугообразный нагреватель 9, в котором размещен ряд зубчатых или стержневых высокотемпературных электронагревателей 45. Для повышения качества пайки дугообразный нагреватель снабжен по бокам заслонками 46, в которых устайОвпен р1щ патрубков 47 для подачи защит ного газа в зону плав-гч. шя 48. Защитный газ подается в патрубки по трубе 49. Прим нение заслонсж снижает утечку газа, а одн временная подача газа с двух противополож ных сторон обеспечивает в зоне плавки при поя примерно равномерное давление. Для снижения тепловых потерь нагреватель защищен снаружи теплоизоляцией 50. Плоский нагреватель 30 (фиг. 2) снабжен также боковыми заслонками с рядом патрубков, в которые подается защитный га в зону плавления припоя. На фиг. 4 изображен дугообразный крис таллизатор 10. Для равномерного охлаждения го(| ополотна по его ширине полость кристаллизатора разделена на секции 51 перегородками . В каждую секцию по ряду патрубков 15 (фиг. 1) подается холодная вода и сливается по сливному ряду патрубков в трубу 52. Кроме того, перегородки обеспечивают жесткость кристаллизатору, его можно изготовить из тонколистового металла для улучшения теплопроводности. Для ускорения охлаждения спаянных участков и исключения перегрева зубьев барабана 4 гофрополотно 2 обдувается с одной стороны холодным воздухом из ряда сопел 53, установленных в боковой заслонке 54, или из щелевого воздуховода. На втором участке гофроагрегата в зоне кристаллизации припоя устанавливаются ана логичные воздушно-охлаждающие устройства Ножевые ограничители 23 (фиг.5) давле нием на верщины гофр осуществляют удержание го |рированного полотна 2 на зубьях барабана 4. Малая площадь соприкосновения этих ограничителей почти исключает нарушение дорожки из пасты припоя, нанесенной на вершины гофр. Тонкие канавки в этих дорожках, образуемые ножевыми ограничителями, при плавлении ликвидируются за счет жидкотекучести припоя, обеспечивая равномерный паяный шов. На фиг. 6 показан дугообразный нагреватель 9 с рифленым барабаном, используе мые как электроды для электроконтактного нагрева гофрированного полотна 2 и полотна 19 и припоя, заключенного между ними Дугообразный нагреватель 9 и венец 55 барабана 4 изготовлены из тугоплавкого металла, например вольфрама, без отверсти под трубчатые или стержневые элементы. Дугообразный нагреватель-электрод снабже для подвода к нему тока контактной наклад кой 56. Зубчатый венец 55 барабана 4 мо жет быть выполнен целиковым или из атдельных секций, которые снабжены соединением ласточкин хвост, с помощью которого они крепятся к барабану 4. При прохождении тока между дугообразным нагревателем-электродом и зубчатым венцом они нагреваются сами и контактным путем нагревают гофрированное полотно 2 и присоединяемое к нему полотно 19. Полотна эти и припой, заключенный между ними также нагреваются за счет прохождения через них тока. Процесс плавления припоя и соединяемых с ним участков ускоряется. Температура нагрева в заданных пределах поддерживается с помощью терморегуляторов. На фиг. 7 показан второй участок агрегата, у которого нагреватель-плита 30 выполнена из тугоплавкого металла, например вольфрама, и используется для нагрева электроконтактным путем как электрод. Он снабжен контактными накладками 57 для подвода тек а. Для обеспечения прохождения тока под этим нагревателем-плитой размешена контактная плита 58 из красной меди, которая интенсивно охлаждается, например, холодной водой через показанные на чертеже отверстия при работе с припоями, имеющими повышенную Температуру плавления. Эта плита прижимается с заданным усилием к соединяемому гофрополотну 38, чтобы обеспечить контактирование с ней по всей площади и в то же время обеспечить этому полотну перемещение между плитами ЗО и 58. Прижимные валки 59 и 60 могут также использоваться для дополнительного нагрева электроконтактным путем соединяемых полотен. Для этой цели они снабжены контакт ными кольцами со щетками. Верхний валок 59 выполнен из тугоплавкого металла и служит для аккумулирования тепла, а нижний - охлаждаемый из красной меди, чтобы исключить перегрев нижней части полотна 38. Перед этими валками стол 27 (фиг. 2) заменен охлаждаемой плитой 61, чтобы охладить предвариетльно нижнюю часть гофропрлотна 25 во избежание нарушения его паяных соединений. На фиг. 8 показан гибкий дугообразный нагреватель, состоящий из гибкого металлического листа 62, к которому присоединен ряд секций 63 прямоугольной формы в сечении. Верхняя крайняя секция выполнена с закруглением и соединена с осью 11, а нижняя секция крайняя - с натяжным устройством 13. В целях уменьшения тепловых потерь этот нагреватель защищен слоем теплоизоляции 64, заключенной между двумя гибкими листами. Внутренний лист 65 имеет в верхней части ряд прорезей, в которые
установлены штифты 66, ввернутые в секцию 63. При изгибе нагревателя конец листа 65 перемещается между этими штифтами. Какдая секция обогревается трубчатым и стержневым электронагревателем 45.
Дугообразный кристаллизатор (фиг. 9) гибкий, выполнен из тонкого гибкого листа 67, например медного или латунного, к которому присоединены ряд полых секций 68 из того же материала. Каждая секция снабжена патрубками 69 с двух противоположных сторон для подачи и выхода холодной воды. На фиг. 10 изображен второй вариант устрой ства для прижима гофрополотна к плитам 30 и 31 с помощью ряда валиков 7 О. При достаточной жесткости двухслойного гофрополотна 25 можно для прижима применять ряд валиков 70, снабженных регулируемыми устройствами для прижима. Для этой цели эти валики устанавливаются на общей раме (на чертеже не показана), которая снабжена винтовыми устройствами для регулирования силы прижима. На фиг. 11 показан третий вариант прижима гофрополотна к плитам 30 и 31 в виде ленточного транспортера 71, снабженного рейкой 72 для регулирования прижима ленты к гофрополотну. Гофроагрегат снабжен приводом с плавной регулировкой скорости. Такой привод обеспечивает подбор оптимального технологического режима пайки как на участке плавления припоя, так и на участке его кристаллизации. Нагревательные устройства для подогрева полотен могут быть выполнены в виде электропечей туннельного типа, в которые подается восстановительная газовая среда, например водород, для восстановления окислов на поверхности полотен. Формула изобретения 1. Агрегат для изготовления многослой- 5 ного гофрометалла, преимущественно пайкой, содержащий рулоноразмоточные устройства,
рифленые вальцы для формирования гофры, приводные и неприводные валки и валики для прижима и перемещения обрабатьгоаемых полотен, ванны с валиками для нанесения связующего вещества, общий привод, нагревательные устройства для нагрева полотен и ножницы для резки гофрополотна на листы, отличающийся тем, что, с целью обеспечения возможности механизированной непрерывной пайки многослойного гофрометалла из металлических полотен, агрегат снабжен барабаном с зубчатым венцом, зацепленным своими зубьями с одним из рифленых вальцов и охватываемый двумя последовательно расположенными дугообразными регулируемыми прижимами, один из которых использован в качестве нагре- вателя для плавления припоя, а другой, полый, охлаждаемый - в качестве кристаллизатора припоя, при этом за прижимными валками агрегата смонтированы регулируемое прижимное устройство и две последовательно расположенные плиты, одна из которых использована как нагреватель, а вторая - как кристаллизатор припоя, 2. Агрегат по п. 1, отличающ и и с я тем, что, с целью повышения качества пайки, дугообразные нагреватель и кристаллизатор выполнены из гибкого листа с нагреваемыми и охлаждаемыми секциями, а зубчатый венец барабана снабжен электронагревателями, токоподвод к которым осуществлен через расположенные на оси барабана контактные кольца со щетками, при этом нагреватели оснащены заслонками с патрубками для подачи в зону пайки защитного газа. 3. Агрегат по п. 1, отличающийся тем, что, с целью интенсификации процессов плавления припоя и пайки, зубчатый венец барабана, дугообразный нагреватель и плита-нагреватель изго-товлены из тугоплавкого металла, обладающего высоким омическим сопротивлением, а прижимное устройство под плитой -нагревателем вьгаолнено в виде контактной, охлаждаемой плиты.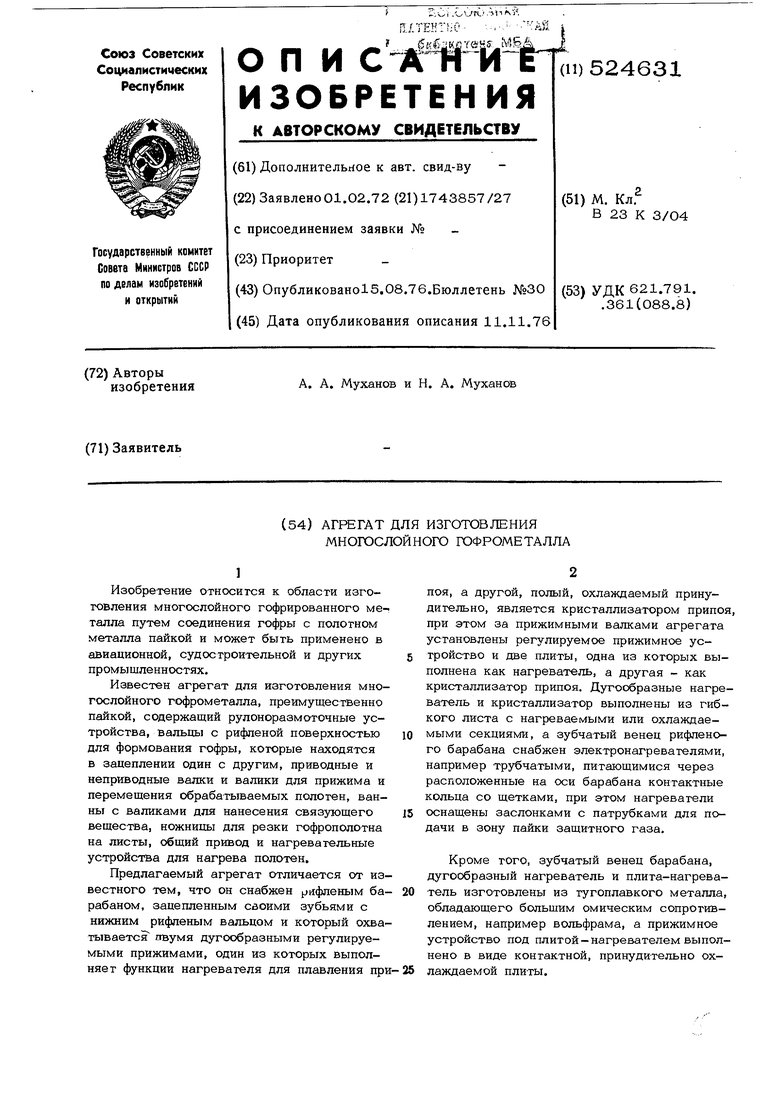

| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для непрерывного изготовления из термопластов многослойного полотна | 1974 |
|
SU503729A1 |
| Устройство для упаковки штучных предметов | 1974 |
|
SU512956A1 |
| Автомат бестарной упаковки пакета оловянно-свинцовых прутков | 1961 |
|
SU143774A1 |
| Слоистая панель и установка для ее непрерывного изготовления | 1990 |
|
SU1719244A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ ПАНЕЛЕЙ | 1969 |
|
SU250436A1 |
| УСОВЕРШЕНСТВОВАННЫЙ СПОСОБ РАСТЯЖЕНИЯ РАСТЯГИВАЮЩЕГОСЯ СЛОИСТОГО С НУЛЕВОЙ ДЕФОРМАЦИЕЙ ПОЛОТНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2098277C1 |
| НАЖИМНАЯ ПЛИТА ДВУХЛЕНТОЧНОГО ИЛИ ОДНО- ИЛИ МНОГОЭТАЖНОГО ПРЕССА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1988 |
|
RU2008225C1 |
| Устройство для дублирования полотен рулонного материала | 1990 |
|
SU1726343A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2213151C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АСБОСТАЛЬНЫХ ЛИСТОВ | 1967 |
|
SU202506A1 |
2Г3329
поВернуто
Фиг.З Зона , I Зона /триста/r/ru, I t Ж jf л gj a яХолодная оЗаggffa . зации припоя 2 ЛГт -W
Ж
23
U2.S
5Б Защитньш I газ )(олодна}1 Soda 3atfuu n unffjf
19
63
5
iPuzd
30
38
/
- ев
ff7
1риг. Ю
J/
/
:S
т
12 григ.п
