Изобретение относится к черной металлургии и может быть использовано при сплошной и выборочной огневой зачистке металла любого сечения в прокатных цехах металлургических заводов .
Известен способ кислородно-флюсовой зачистки металла, согласно которому флюс при подаче из флюсопитателя инжектируется непосредственно струей режущего кислорода. Образованная флюсокислородная смесь через резак поступает к зоне зачистки (резки) металла .
Известен также способ кислороднофлюсовой зачистки металла с внешней подачей флюса, согласно которому флюс, транспортируемый газом-флюсоносителем, подается через подогревающее пламя резака к струе кислорода и в смеси с ним поступает к металлу. Флюс подается в зону зачистки (резки) металла из флюсовой надставки, расположенной над резаком 2.
Недостатки этих способов заключаются в том, что в связи с высокой скоростью подачи флюса большая часть его не попадает в зону зачистки металла, пролетая мимо. По этой же
причине времени нахождения флюса в подогревающем пламени резака недостаточно для разогрева его до температуры, обеспечивающей начало плавления металла в зоне .зачистки. Для исключения указанных явлений следует увеличить количество флюса, подаваемого в зону зачистки металла, и время нагрева его в подогревающем
10 пламени за счет увеличения длины струи кислорода. Последнее приводит к резкому снижению чистоты ки&лорода примесями газа-флюсоносителя и азотом окружающего воздуха. В ре5 зультате этого кислород и флюс расходуются неэффективно, снижается производительность процесса зачистки металла.
20
Наиболее близким к предлагаемому является способ, включающий подачу горючего газа, кислорода, транспортировку флюса -газом-флюсоносителем и ввод флюса в струю кислорода. Флюс
25 в зону зачистки металла подается непосредственно из резака.
Устройство для осуществления известного способа содержит корпус с каналами для подачи горючего газа,
30 кислорода и флюса 3.
Недостатком известного способа и устройства для его осуществления является невозможность сохранения чистоты кислорода и снижения скорости подачи флюса. Не отделенный от флюса газ-флюсоноситель способствует снижению чистоты кислорода. Высокая скорость подачи флюса приводит к тому, что часть его не попадает в зону зачистки металла, пролетая мимо. Кроме того, по этой же причине флюс .не успевает прогреться в подогревающем пламени до температуры, необходимой для начала плавления металла. Поэтому нужно увеличить количество флюса и время нагрева его в подогревающем пламени. Для этого нужно увеличить длину струи кислорода, что также ведет к снижению чистоты кислорода примесями газа-флюсоносителя и азотом окружающей среды. Кислород и флюс расходуются неэффективно.
Цель изобретения - повышение эффективности использования флюса и кислорода.
Указанная цель достигается тем, что флюс перед подачей его в струю кислорода, отделяют от газа-флюсоносителя и Направляют в зону зачистки металла между струями кислорода и горючего газа.
Для осуществленияпредлагаемого способа корпус устройства снабжен стаканом с внутренней цилиндрической переходящей в коническую, полостью, несущим крышку с коническим зонтом, размещенным в цилиндрической части полости, при этом в части корпуса, прилегающей к стакану, выполнена конусная проточка и каналы для подачи флюса соединены с дном этой проточки и размещены между каналом для подачи кислорода и каналами для подачи горючего газа.
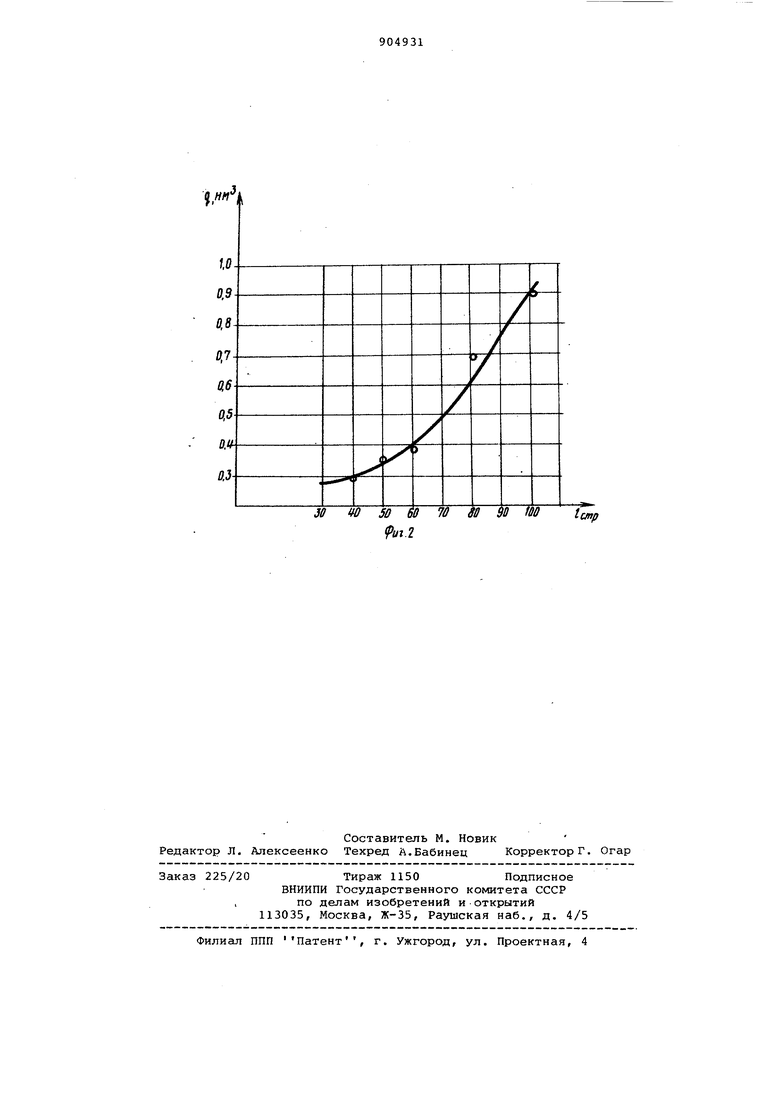
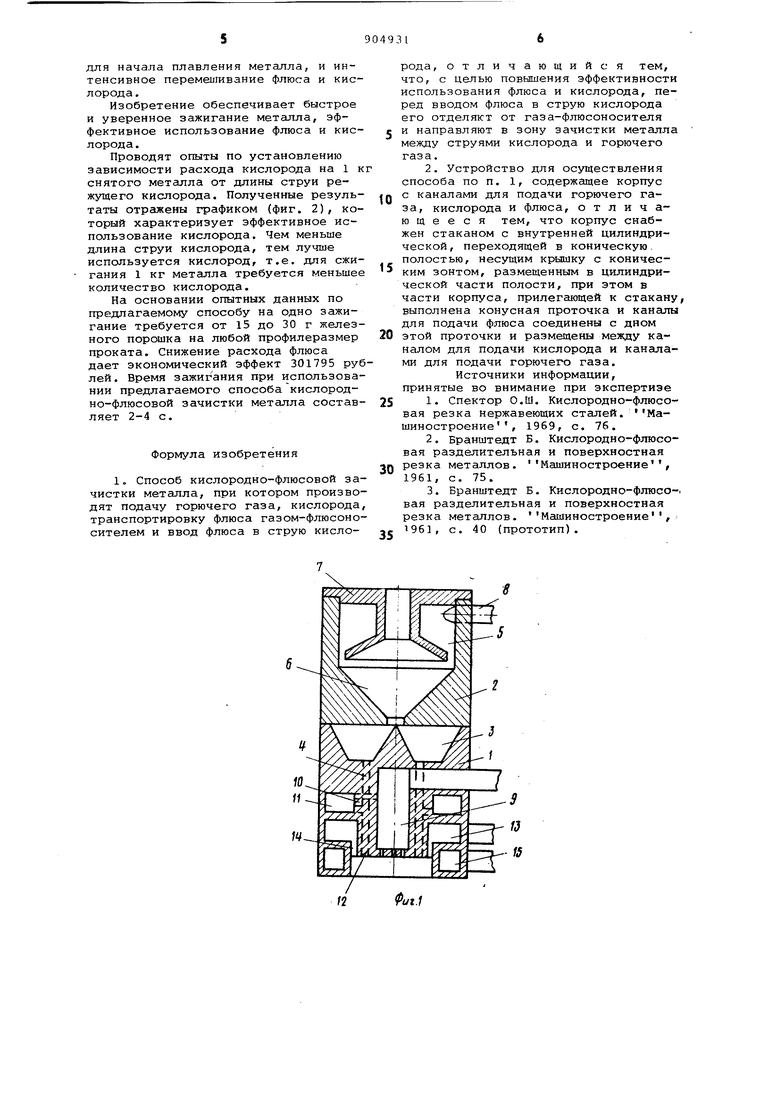
На фиг. 1 схематически показано устройство для осуществления предлагаемого способа, разрез; на фиг. 2 график зависимости расхода кислорода от длины струи.
Сущность способа заключается в следующем.
Флюс, транспортируемый газом-флюсоносителем, отделяют от последнего и направляют к зоне зачистки металла между струями кислорода и горючего газа,
Отделение флюса от газа-флюсоно- сикеля позволяет сохранить чистоту кислорода, снизить в несколько раз CKOpiocTb подачи флюса в подогревающее пламя по сравнению с известными способами кислородно-флюсовой зачистки, что увеличивает время его пребывания в этом пламени. Подача флюса между струями кислорода и горючего газа обеспечивает интенсивное перемешивание его с кислородом и горючим газом в подогревающем
пламени, в результате чего на коротком участке происходит разогрев флюса до температуры, необходимой для начала плавления металла в зоне зачистки. Следовательно, достигается эффективное использование кислорода и флюса.
Устройство для осуществленич предлагаемого способа состоит из корПуса 1 и стакана 2. Корпус 1 содержит конусную переточку 3 с каналами
4для подачи флюса, а в стакане 2 расточена циклонная камера, состоящая из входной газо-флюсовой камеры
5и разделительной камеры б. Сверху на циклонную камеру одета крышка с зонтом 7.
К стакану осуществлен подвод 8 газо-флюсовой смеси.
Корпус также содержит канал 9 для выхода режущего кислорода, который связан через дроссельное отверстие 10 с коллектором 11 и каналами 12 для греющего кислорода. Подвод горючего газа осуществляется через газовый коллектор 13 и каналы 14. Корпус снабжен коллектором 15 охлаждающей воды.
Устройство работает следующим образом.
Газо-флюсовая смесь тангенциально поступает во входную камеру 5, где происходит закручивание потока. Под действием центробежных сил флюс отбрасывается к стенкам циклона и отделяется от газа- флюсоносителя, который свободно выходит через отверстие зонта в атмосферу. Флюс, достигнув выходного отверстия разделительной камеры, под действием силы тяжести и. давления воздуха попадает в конусную проточку 3, откуда ссыпается по флюсовым каналам 4 в зону зачистки металла между каналами для подачи кислорода и горючего газа.
Сечение выходного отверстия разделительной камеры меньше суммарного сечения флюсовых каналов. Поэтому в конусной части этой камеры всегда накапливается флюс, являющийся затвором для газа-флюсоносителя.
Для создания подогревающего пламени кислород из канала 9 для выхода режущего кислорода через дроссельное отверстие 10 и коллектор 11 подается к каналам 12 греющего кислорода, а горючий газ - из коллектора 13 в каналы 14.
Для лучшей стабилизации подогревающего пламени и сохранения чистоты режущего л юлорода отверстия горючего тазв и греющего кислорода расположены я а окружности, Концентричной кгиат-/ Е-гт;,: выхода режущего кислорода. Отв jtKH горючего газа и греющего ..пО; .ща расположены в непосредственно: близостл от флюсовых каналов, i-io обеспечивает достижение темпера-;:уры флюса, необходимой
для начала плавления металла, и интенсивное перемешивание флюса и кислорода .
изобретение обеспечивает быстрое и уверенное зажигание металла, эффективное использование флюса и кислорода.
Проводят опыты по установлению зависимости расхода кислорода на 1 к снятого металла от длины струи режущего кислорода. Полученные результаты отражены графиком (фиг. 2), который характеризует эффективное использование кислорода. Чем меньше длина струи кислорода, тем лучше используется кислород, т.е. для сжигания 1 кг металла требуется меньшее количество кислорода.
На основании опытных данных по предлагаемому способу на одно зажигание требуется от 15 до 30 г железного порошка на любой профилеразмер проката. Снижение расхода флюса дает экономический эффект 301795 рублей, время зажигания при использовании предлагаемого способа кислородно-флюсовой зачистки металла составляет 2-4 с.
Формула изобретения
1, Способ кислородно-флюсовой зачистки металла, при котором производят подачу горючего газа, кислорода, транспортировку флюса газом-флюсоно сителем и ввод флюса в струю кислорода, отличающийся тем, что, с целью повнЕпения эффективности использования флюса и кислорода, перед вводом флюса в струю кислорода его отделяют от газа-флюсоносителя и направляют в зону зачистки металла между струями кислорода и горючего
газа.
2. Устройство для осуществления способа по п. 1, содержащее корпус с каналами для подачи горючего газа, кислорода и флюса, отличающееся тем, что корпус снабжен стаканом с внутренней цилиндрической, переходящей в коническую, полостью, несущим крышку с коническим зонтом, размещенным в цилиндрической части полости, при этом в части корпуса, прилегающей к стакану, выполнена конусная проточка и каналы для подачи флюса соединены с дном этой проточки и размещены между каналом для подачи кислорода и каналами для подачи горючего газа. Источники информации, принятые во внимание при экспертизе
1.Спектор О.Ш. Кислородно-флюсовая резка нержавеющих сталей. Машиностроение , 1969, с. 76.
2.Бранштедт Б. Кислородно-флюсовая разделительная и поверхностная резка металлов. Машиностроение, 1961, с. 75.
3.Бранштедт Б. Кислородно-Флюсо-. вая разделительная и поверхностная резка металлов. Машиностроение ,
с 961, с. 40 (прототип).
cap
Риг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ кислородно-флюсовой зачистки металла | 1979 |
|
SU856704A1 |
| Резак для кислородно-флюсовой резки | 1976 |
|
SU603806A1 |
| Способ образования ванны расплавленного металла при начале огневой зачистки и устройство для его осуществления | 1980 |
|
SU1263464A1 |
| Кислородно-флюсовый резак для удаления поверхностных дефектов | 1984 |
|
SU1180199A1 |
| Способ образования ванны расплавленного металла при огневой зачистке | 1979 |
|
SU1077728A1 |
| Мундштук для резаков с внешнимСМЕщЕНиЕМ гАзОВ | 1979 |
|
SU848888A1 |
| УСТАНОВКА ДЛЯ КИСЛОРОДНОЙ ФЛЮСО-РЕЗАКОВОЙ И ФЛЮСО-КОПЬЕВОЙ РЕЗКИ МЕТАЛЛОВ, ЖЕЛЕЗОБЕТОНА И ДРУГИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ, В ТОМ ЧИСЛЕ ВЫСОКОЛЕГИРОВАННОГО СКРАПА | 1995 |
|
RU2066604C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ РЕЗКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2010 |
|
RU2440218C1 |
| Способ кислородно-флюсовой резки | 1977 |
|
SU632515A1 |
| Огневой резак | 1978 |
|
SU769203A1 |