I
Изобретение относится к упаковочно-фасовочной технике, а именно к устройствам для изгч)товления тары из термопластичных материалов.
Известен нагревательный элемент для сварки пакетов из термопластичных материалов, который содержит по меньшей мере пару плапок для образования швов на пакетах 1 .
Однако известный нагревательный элемент образует сварные швы низкого качества нестабильности теплопроводности материала, температуры плавления материала, режи.ма сварки и параметров нагревательного элемента.
При варьировании перечисленных факторов наблюдается значительная нестабильность температуры в момент сварки в зоне взаимного контакта свариваемых планок. Перегрев полиэтилена в зоне сварки приводит к низкой когезионной прочности шва и к нарушению герметичности пленки в околошовной зоне, недостаточный прогрев зоны сварки -- к низкой адгезионной прочности и низкой герметичности шва, а нестабильное качество сварных швов - к значительны.м потерям молока и молочных продуктов из
пакетов при их хранении, транспортировке и реализапии.
Цель изобретения - стабилизация прочности сварного соединения.
Поставленная цель достигается тем, что в нагревательно.м элементе для сварки пакетов из термопластичных материалов, содержащем по меньшей мере пару планок для образования швов па пакетах, длина планки, предназначенной для образования шва у края пакета, .меньше, чем длина другой планки, расположенной дальн е от края па10кета.
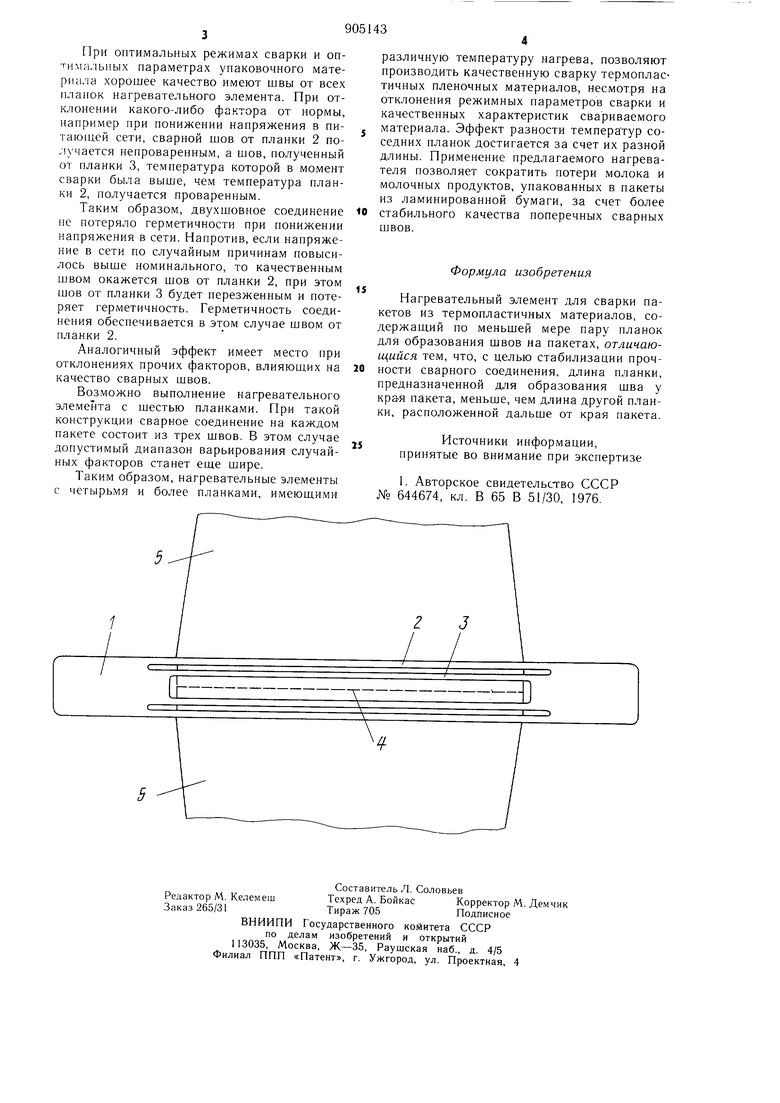
На чертеже изображен предлагаемый нагревательный эле.мент.
Нагревательный элемент 1 содержит нагревающую часть, состояшую из планок 2 и 3, причем длина планки 2 больше, чем длина планки 3, расположенной ближе к линии 4 разреза, по которой происходит отделение друг от друга пакетов 5. В связи с тем, что планка 2 длиннее, чем планка 3,
20 электрическое сопротивление планки 2 больше и она нагревается меньше, чем планка 3.
Нагревательный элемент работает следуюшим образом.
При оптимальных режимах сварки и оптимальных параметрах упаковочного матеpiui.ia хорошее качество имеют швы от всех плаиок нагревательного элемента. При отклонении какого-либо фактора от нормы, например при понижении напряжения в питающей сети, сварной шов от планки 2 получается непроваренным, а шов, полученный от планки 3, температура которой в момент сварки была выше, чем температура планки 2, получается проваренным.
Таким образом, двухшовное соединение не потеряло герметичности при понижении напряжения в сети. Напротив, если напряжение в сети по случайным причинам повысилось выше номинального, то качественным швом окажется шов от планки 2, при этом шов от планки 3 будет перезженным и потеряет герметичность. Герметичность соединения обеспечивается в этом случае швом от планки 2.
Аналогичный эффект имеет место при отклонениях прочих факторов, влияющих на качество сварных швов.
Возможно выполнение нагревательного элемента с шестью планками. При такой конструкции сварное соединение на каждом пакете состоит из трех швов. В этом случае допустимый диапазон варьирования случайных факторов станет еше шире.
Таким образом, нагревательные элементы с четырьмя и более планками, имеюшими
различную температуру нагрева, позволяют производить качественную сварку термопластичных пленочных материалов, несмотря на отклонения режимных параметров сварки и качественных характеристик свариваемого материала. Эффект разности температур соседних планок достигается за счет их разной длины. Применение предлагаемого нагревателя позволяет сократить потери молока и молочных продуктов, упакованных в пакеты из ламинированной бумаги, за счет более стабильного качества поперечных сварных швов.
Формула изобретения
Нагревательный элемент для сварки пакетов из термопластичных материалов, содержаший по меньшей мере пару планок для образования швов на пакетах, отличающийся тем, что, с целью стабилизации прочности сварного соединения, длина планки, предназначенной для образования шва у кр&я пакета, меньше, чем длина другой планки, расположенной дальше от края пакета.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 644674, кл. В 65 В 51/30, 1976.
2 J
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАКЕТОДЕЛАТЕЛЬНАЯ МАШИНА (ВАРИАНТЫ), СПОСОБ ИЗГОТОВЛЕНИЯ ПАКЕТОВ, НАКОНЕЧНИК ДЛЯ СВАРОЧНОГО ЭЛЕМЕНТА РОТОРНОЙ ПАКЕТОДЕЛАТЕЛЬНОЙ МАШИНЫ И ПЕРФОРАТОР ДЛЯ РОТОРНОЙ ПАКЕТОДЕЛАТЕЛЬНОЙ МАШИНЫ | 2008 |
|
RU2516479C2 |
| ПАКЕТОДЕЛАТЕЛЬНАЯ МАШИНА (ВАРИАНТЫ), СПОСОБ ИЗГОТОВЛЕНИЯ ПАКЕТОВ, НАКОНЕЧНИК ДЛЯ СВАРОЧНОГО ЭЛЕМЕНТА РОТОРНОЙ ПАКЕТОДЕЛАТЕЛЬНОЙ МАШИНЫ И ПЕРФОРАТОР ДЛЯ РОТОРНОЙ ПАКЕТОДЕЛАТЕЛЬНОЙ МАШИНЫ | 2013 |
|
RU2646194C2 |
| ПАКЕТОДЕЛАТЕЛЬНАЯ МАШИНА, СПОСОБ ИЗГОТОВЛЕНИЯ ПАКЕТОВ И ПЕРФОРАТОР ДЛЯ РОТОРНОЙ ПАКЕТОДЕЛАТЕЛЬНОЙ МАШИНЫ | 2007 |
|
RU2489263C2 |
| ОТСЛАИВАЕМЫЕ КОМПОЗИТНЫЕ ТЕРМОПЛАСТИЧНЫЕ ГЕРМЕТИКИ В УПАКОВОЧНЫХ ПЛЕНКАХ | 2009 |
|
RU2499673C2 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ПЛАСТИКОВЫХ ПАКЕТОВ ПРИ УПАКОВКЕ СЫПУЧИХ И ЖИДКИХ ПРОДУКТОВ | 2004 |
|
RU2276014C1 |
| СВАРОЧНАЯ ГУБКА УПАКОВОЧНОЙ МАШИНЫ | 2003 |
|
RU2348838C2 |
| Способ изготовления двухшовных труб большого диаметра | 2017 |
|
RU2667194C1 |
| ПЕРЕРАБАТЫВАЕМЫЙ ПАКЕТ | 2021 |
|
RU2829668C2 |
| ТЕРМОСВАРИВАЮЩИЕСЯ ПОЛИМЕРНЫЕ ПЛЕНКИ, СПОСОБЫ ТЕПЛОВОЙ СВАРКИ И ТЕРМОСВАРОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2173262C2 |
| Устройство для упаковывания в пленку штучных предметов или блока скрепленных предметов,имеющих острую кромку | 1984 |
|
SU1242422A1 |
