Настоящее изобретение относится к сварочным губкам упаковочной машины, предназначенным для термосваривания упаковочных материалов. Изобретение также относится к индукционным сварочным устройствам со сварочными губками и к упаковочным машинам с индукционными сварочными устройствами.
Многие жидкие пищевые продукты, такие как фруктовый сок, пастеризованное молоко, вино, томатный соус и т.п., расфасовывают в упаковки, изготовленные из стерилизованного упаковочного материала.
Широко распространенные молочные пакеты в форме прямоугольного параллелепипеда изготавливают губкой и сваркой из ламинированного упаковочного материала, в многослойную структуру которого входит слой волокнистого материала, например бумаги, покрытой с обеих сторон слоями термосвариваемого полимера, например, полиэтилена. Во многих случаях и, в частности, для изготовления стерильной упаковки продуктов с длительным сроком хранения, таких как апельсиновый сок или томатный соус, обычно используют упаковочный материал с защитным, например, алюминиевым покрытием с нанесенным на него с двух сторон термосвариваевым полимером.
Такие упаковки (пакеты) обычно изготавливают и заполняют содержимым на полностью автоматизированных упаковочных машинах. На упаковочной машине полосу упаковочного материала сначала стерилизуют химическим стерилизующим составом, например раствором перекиси водорода. После стерилизации стерилизующий раствор с поверхности полосы удаляют.Удалить раствор можно, например, нагревом полосы до полного испарения раствора. После стерилизации упаковочный материал в герметично закрытой камере сгибают и сваривают в продольном направлении в удлиненную трубчатую упаковку.
Эту трубчатую упаковку, которую непрерывно перемещают обычно в вертикальном положении, наполняют стерильным или стерилизованным продуктом, а затем сжимают двумя парами губок и нагревают до температуры, при которой примыкающие друг к другу термопластичные слой плавятся, образуя герметичный сварной шов. Такой расположенный перпендикулярно продольному шву упаковки сварной шов часто называют поперечным сварным швом (ниже называемым просто сварным швом). Для сварки или герметизации упаковок обычно используют спаренные нагревательные или герметизирующие сварочные губки, которыми сжимают свариваемый упаковочный материал и одновременно нагревают его до температуры, при которой расположенные между губками и прижатые друг к другу слои полимера плавятся и в результате сварки прочно соединяются друг с другом. Спаренные губки можно выполнить либо в виде двух губок, каждая из которых имеет свое отдельное нагревающее устройство (нагреватель), либо в виде губок, одна из которых предназначена для сварки, а другая служит опорой, воспринимающей усилие, с которым к свариваемому материалу прижимается сварочная губка.
В настоящее время широко распространены сварочные губки с тонкими металлическими полосками, закрепленными на изоляционном материале, обычно керамическом. Для нагрева металлической полоски через нее пропускают короткие импульсы тока, которые быстро нагревают полоску до высокой температуры. Тепло от полоски передается прижатой к ней полосе упаковочного материала, термосвариваемые слои которого плавятся и образуют герметичный сварной шов.
Сварочные губки, которые обычно имеют две по существу параллельные нагревающие полоски, сваривают упаковочный материал двумя герметичными швами, между которыми его разрезают специальным режущим устройством на отдельные герметичные упаковки.
Как уже было сказано выше, сжатый между двумя губками участок трубчатой упаковки плавится нагревательным устройством, которым снабжена по меньшей мере одна губка, только в том месте, где два слоя термосвариваемого полимера прижаты друг к другу губками.
Упаковки из упаковочного материала с токопроводящим покрытием, например алюминиевым, также можно сваривать так называемым индукционным нагревом, в процессе которого трубчатую упаковку сжимают губками и индуцируют в слое алюминиевого покрытия вихревой ток, который нагревает слой алюминия в зоне сжатия до температуры плавления прилегающих к алюминию слоев термосвариваемого полимера.
В этих случаях в качестве нагревателя сварочной губки используют высокочастотный индуктор. Индуктор обычно имеет один или несколько индукционных стержней, изготовленных из токопроводящего материала и расположенных параллельно направлению сварного шва. После сжатия трубчатой упаковки снабженными индуктором сварочными губками в материале упаковки индуцируют вихревой ток, под действием которого упаковочный материал нагревается до необходимой для сварки температуры. В некоторых устройствах такого рода индуктором оснащают только одну губку, а другая губка имеет прижимные планки, изготовленные обычно из эластичного материала, которые взаимодействуют с индукционными стержнями.
Такая сварочная губка с индуктором для нагрева и сварки упаковок описана, например, в WO 00/20279.
При упаковке жидких продуктов, в которых содержатся мелкие твердые частицы, например зернышки или волокна (фруктовая мякоть), эти частицы могут попасть в зазор между сварочными губками. Попадание твердых частиц в зазор между сварочными губками снижает прочность (поперечного) сварного шва и может привести к утечке жидкости из упаковки. Обнаружить наличие дефектов в сварном шве в процессе изготовления упаковки практически невозможно. При небольших размерах дефектов жидкость из упаковки сначала не вытекает. При этом, однако, внутрь упаковки через дефекты сварного шва из окружающего пространства могут попасть бактерии. При попадании внутрь упаковки бактерий в результате брожения и разложения продукта давление внутри упаковки заметно повышается, сварной шов разрушается и упаковка становится негерметичной. Если дефектная упаковка находится на поддоне вместе с большим количеством других упаковок, то такая разгерметизация упаковки может привести к очень серьезным последствиям даже в том случае, когда количество дефектных упаковок не превышает 0,1% от всего количества прошедших герметизацию и уложенных на поддон упаковок. Содержимое дефектной упаковки выливается на все лежащие под ней упаковки, которые становятся не пригодными для продажи из-за загрязнения их наружной поверхности.
В основу настоящего изобретения была положена задача разработать сварочную губку, которая обеспечивала бы возможность прочной и герметичной сварки упаковок даже при попадании между сжатыми губками твердых частиц продукта, которым заполнена упаковка.
Поставленная в изобретении задача решается с помощью предлагаемой в нем сварочной губки, предназначенной для выполнения сварного шва в термосвариваемом упаковочном материале, имеющем продольные линии сгиба, и содержащей прижимаемую к термосвариваемому материалу рабочую поверхность и предназначенный для нагрева термосвариваемого материала выполненный в виде стержня нагреватель, при этом указанная губка содержит два прижима (прижимных элемента), имеющих длину меньше длины нагревателя и расположенных на рабочей (сварочной) поверхности губки с отступом от нагревателя и в основном параллельно ему, причем прижимы расположены вдоль губки в положениях, соответствующих участкам упаковочного материала, где проходят указанные продольные линии сгиба, и выступают над рабочей поверхностью губки с возможностью взаимодействия с соответствующей продольной линией сгиба при сварке упаковочного материала.
При наличии такого прижима попадающие в зону сварки твердые частицы содержимого упаковки, например волокна фруктовой мякоти, полностью измельчаются. Более того, прижим расширяет зону сварного шва и повышает его прочность и долговечность даже при попадании в него твердых частиц содержимого упаковки. Как будет объяснено ниже, предлагаемое выполнение прижимов позволяет ускорить вымывание твердых частиц жидкого продукта из зоны сварного шва, что дополнительно повышает качество сварки.
Прижим может иметь форму стержня или планки, расположенной по существу параллельно нагревателю. Такая форма и такое расположение прижима заметно увеличивают прочность сварного шва и существенно снижают вероятность разгерметизации упаковки.
В результате многочисленных испытаний было установлено, что расстояние между нагревателем и прижимом предпочтительно должно составлять минимум 0,1 мм, предпочтительно от 0,25 до 3 мм, наиболее предпочтительно от 0,5 до 1,5 мм.
Нагреватель в принципе может иметь различную конструкцию. Так, например, нагреватель можно выполнить в виде тонкой проволоки, нагреваемой до необходимой температуры при пропускании через нее постоянного тока. При наличии в упаковочном материале токопроводящего слоя в качестве нагревателя предпочтительно использовать индуктор. При подаче на индуктор высокого напряжения в токопроводящем слое упаковочного материала индуцируются вихревые токи, нагревающие соответствующие места термосвариваемых слоев. В этом случае прижим должен быть изготовлен из непроводящего электрический ток материала. Прочность сварного шва повышается в том случае, когда прижим расположен на некотором расстоянии от нагревателя и сам не нагревается и не индуцирует вихревые токи.
Прижим изготовливается из очень прочного и очень твердого материала. Для изготовления прижима можно использовать, например, керамический материал или термопласт. К наиболее предпочтительным материалам относятся полиарилэфиркетоны и, в частности, полиэфирэфиркетон (ПЭЭК). Полиарилэфиркетоны представляют собой полимеры, обладающие высокой прочностью и твердостью в широком диапазоне температур. Для изготовления прижима предпочтительно использовать ПЭЭК, армированный стеклянными и/или полимерными волокнами, а также содержащий антифрикционные добавки типа политетрафторэтилена (ПТФЭ) или графита. Изготовление прижима из таких материалов способствуют повышению прочности и качества сварного шва.
Согласно изобретению прижим имеет длину меньше длины нагревателя. Для прочной сварки упаковок достаточно использовать прижим длиной от 2 до 30 мм, предпочтительно от 4 до 15 мм, наиболее предпочтительно от 7 до 9 мм. Указанную выше длину прижима измеряют в направлении, параллельном сварному шву.
Несмотря на быстрое сжатие губок во время сварки внутри упаковки обычно всегда происходит некоторое перераспределение ее содержимого. При этом, в частности, непосредственно перед соединением двух полос упаковочного материала вязкость жидкого продукта в зоне расположения губок значительно повышается. Но благодаря наличию у предлагаемых в изобретении губок описанного выше выступающего над сварочной поверхностью прижима поперечное сечение шва в месте расположения прижима оказывается меньше, чем у соседних участков шва. В результате этого вымывание твердых частиц жидкого продукта из зоны сварного шва ускоряется и качество сварки существенно повышается.
Полосы упаковочного материала имеют линии сгиба, по которым его сгибают при изготовлении прямоугольных пакетов. Обычно упаковочный материал имеет продольные и поперечные линии сгиба, образующие в готовом, заполненном жидкостью и герметично закрытом прямоугольном пакете соответствующие продольные и поперечные края.
Прижим должен быть расположен таким образом, чтобы при сварке он прижимался к продольной линии сгиба, т.е. к наиболее вероятному месту возможной разгерметизации упаковки.
Предлагаемые в изобретении сварочные губки имеют два прижима, которые при сварке соответственно совмещаются с продольной линией сгиба.
При изготовлении пакета поперечный сварной шов обычно сгибают на 180°. Образовавшиеся при этом треугольные углы пакета отгибают к его основанию.
Линии сгиба углов пакета расположены рядом с линиями, по которым упаковочный материал сгибают на 180°. Такое близкое расположение линий сгиба может привести к повреждению волокнистого материала или защитного слоя. Во избежание этого в ЕР 0936150 было предложено заменять основные линии сгиба на участке сгиба соединенных сваркой полос упаковочного материала на 180° двумя вспомогательными линиями сгиба, расположенными на некотором расстоянии от фактической линии сгиба. При этом радиус сгиба увеличивается, и опасность повреждения волокнистого материала сводится к минимуму.
Такие вспомогательные линии сгиба находятся, однако, в непосредственной близости от места расположения сварного шва. Вспомогательные линии сгиба, как правило, слегка выступают над поверхностью упаковочного материала и поэтому при определенных условиях твердые частицы упаковываемого продукта могут попасть в зону сварки, снижая тем самым (при использовании обычных сварочных губок) прочность сварного шва. Проведенные испытания показали, что разгерметизация пакетов очень часто происходит в месте расположения вспомогательных линий сгиба.
В предлагаемых в изобретении сварочных губках прижим расположен таким образом, что при сжатии губок он соприкасается с упаковочным материалом в непосредственной близости от двойной вспомогательной линии. Такое расположение прижима позволяет существенно снизить процент бракованных упаковок из-за некачественно выполненных в них сварных швов.
Длина прижима предпочтительно должна быть приблизительно равна длине вспомогательных линий сгиба.
Предлагаемые в другом варианте осуществления изобретения сварочные губки имеют два стержневых нагревателя. Такие губки можно использовать для одновременной сварки двумя сварными швами. Между двумя нагревателями целесообразно расположить режущее устройство или по меньшей мере щель для такого устройства. Режущее устройство можно использовать для резки трубчатой упаковки между соседними сварными швами на отдельные пакеты.
Рядом с каждым нагревателем предпочтительно предусмотреть по меньшей мере один прижим, а более предпочтительно - два прижима. Наличие прижима позволяет существенно повысить качество сварного шва, формируемого каждым нагревателем. При сварке прижимы должны прижиматься к продольным линиям сгиба, которые предпочтительно должны быть выполнены в упаковочном материале тиснением.
В еще одном предпочтительном варианте предлагаются сварочные губки, у которых отношение длины нагревателя к длине прижима составляет от 5:1 до 25:1, предпочтительно от 10:1 до 20:1, наиболее предпочтительно составляет около 15:1.
Качество сварного шва можно повысить при наличии вокруг нагревателя слоя магнитного материала с расположенным в этом месте прижимом. Наличие магнитного материала существенно повышает интенсивность подвода энергии от индуктора к токопроводящему слою упаковочного материала. В результате этого ширина сварного шва увеличивается и в месте расположения прижима его прочность и долговечность заметно повышаются.
В качестве магнитного материала можно использовать самые разные материалы, которые усиливают эффект индукции. Магнитный материал предпочтительно не должен пропускать электрический ток. Примером такого материала является, в частности, материал Ferrotron®.
В еще одном наиболее предпочтительном варианте предлагаются сварочные губки с прижимом, положение которого вдоль губки можно менять или регулировать. При этом одну и ту же губку можно оптимально использовать для сварки упаковок с различным расположением линий сгиба, прижимая ее прижим к выполненным тиснением продольным линиям сгиба.
Настоящее изобретение относится также к индукционным сварочным устройствам, предназначенным для термосваривания упаковочных материалов. Кроме того, изобретение относится к упаковочным машинам, предназначенным для упаковки жидких продуктов в трубчатую упаковку, изготовленную из полосы упаковочного материала с тиснеными линиями сгиба, которую сваривают поперечными сварными швами и разрезают в местах сварки на отдельные упаковки.
Другие преимущества, отличительные особенности и возможности применения предлагаемых в изобретении сварочных губок более подробно рассмотрены ниже на примере предпочтительного варианта осуществления изобретения со ссылкой на прилагаемые к описанию чертежи, на которых показано:
на фиг.1 - трубчатый пакет в аксонометрической проекции,
на фиг.2 - полоса упаковочного материала с выполненными в ней линиями сгиба, предназначенная для изготовления показанного на фиг.1 трубчатого пакета,
на фиг.3 - поэлементное изображение предлагаемой в изобретении сварочной губки,
на фиг.4 - вид сверху губки, показанной на фиг.3,
на фиг.5 - вид в аксонометрии сбоку и сверху прижима предлагаемых в изобретении сварочных губок и
на фиг.6 - вид в аксонометрии сбоку и сверху вставки.
На фиг.1 показан обычный широко распространенный трубчатый пакет, в который расфасовывается, например, молоко. При изготовлении такого пакета в упаковочную машину непрерывно подают ламинированный упаковочный материал в виде полосы с выполненными в ней тиснением линиями сгиба, показанными на фиг.2. Полосу стерилизуют, затем сгибают и сваривают продольным швом в трубу из упаковочного материала. На фиг.1 продольный сварной шов, который находится на задней стороне пакета, не показан.
Труба из упаковочного материала представляет собой стерильную емкость, которую непрерывно заполняют стерильным или стерилизованным жидким пищевым продуктом. Сваренную в продольном направлении трубу затем сжимают спаренными сварочными губками и сваривают в перпендикулярном (поперечном) направлении. Полученный поперечный сварной шов обозначен на фиг.1 позицией 19. Для упрощения на фиг.1 и 2 одни и те же элементы упаковки и детали сварочных губок обозначены одними и теми же позициями. На фиг.1 показана передняя сторона 2 пакета и его боковая сторона 3. Кроме того, на фиг.1 показаны продольные края 10 и 11 и поперечные края 8 и 9 пакета, ограничивающие его переднюю сторону 2. На фиг.2 показаны выполненные в упаковочном материале тиснением линии сгиба. Точки пересечения продольных и поперечных линий сгиба, ограничивающих переднюю сторону 2 пакета, обозначены на чертеже позициями 4, 5, 6 и 7.
Кроме того, на фиг.1 и 2 показаны линии 13 и 12 сгиба, расположенные на верхнем и нижнем концах пакета. Трубчатый пакет имеет также сливной носик 15 и линии 14 сгиба, ограничивающие носик после вскрытия упаковки. После сварки пакета 1 сварным швом 19 сваренный участок пакета сгибают по линии 12. По линии 12 пакет сгибают в первом направлении на 180°. При сгибе пакета в стерильном упаковочном материале возникают напряжения растяжения.
После отгиба нижнего конца пакета в плоскость основания к основанию отгибают треугольные углы пакета. Таким образом, участок упаковочного материала, показанный в увеличенном масштабе на фиг.1, второй раз отгибают во втором направлении на 180°. При этом в упаковочном материале на этом участке также возникают напряжения и поэтому в этом месте обычно выполненную тиснением нижнюю линию 12 сгиба при пересечении ее боковой линией 10 заменяют двумя вспомогательными параллельными линиями 17 и 18, расположенными с отступом от линии 12. В результате в этом месте пакета радиус кривизны несколько увеличивается и вероятность разрыва упаковочного материала существенно снижается.
Недостаток всех показанных на фиг.2 выполненных тиснением линий сгиба состоит в том, что их выпуклые участки расположены на внутренней стороне упаковочного материала. Для сварки пакета сварным швом 19 трубу необходимо сжать соответствующими сварочными губками. При этом противоположные слои упаковочного материала сначала прижимаются друг к другу выпуклыми участками вспомогательных линий 17 и 18 сгиба. Между выполненными тиснением линиями сгиба могут попасть твердые частицы, содержащиеся в наливаемом в упаковку жидком продукте, например волокна фруктовой мякоти или зернышки. При последующей сварке трубы эти находящиеся между вспомогательными линиями сгиба твердые частицы в некоторых случаях нарушают герметичность сварного шва со всеми вытекающими отсюда последствиями, о чем подробно говорилось выше.
Предлагаемая в изобретении сварочная губка и ее отдельные элементы показаны на фиг.3 и 5.
На фиг.3 приведено поэлементное изображение предлагаемой в изобретении сварочной губки, выполненной по одному из вариантов. Показанный штрихпунктирными линиями корпус 20 губки болтами 26 и 27 крепится к держателю. На корпусе 20 установлен сердечник, усиливающий электромагнитное поле, индуцируемое индуктором 22. Индуктор 22 представляет собой два соединенных между собой и изготовленных из токопроводящего материала стержня с соответствующими контактными клеммами. В предлагаемой в этом варианте губке индуктор 22 используется в качестве нагревателя. При подаче на клеммы 28 индуктора 22 высокого напряжения усиленное сердечником 21 переменное электромагнитное поле индуктора 22 индуцирует в токопроводящем слое упаковочного материала вихревые токи и нагревает его.
При небольшой толщине токопроводящего слоя нагрев упаковочного материала сопровождается плавлением примыкающих к токопроводящему слою слоев термосвариваемого полимера.
Показанная на фиг.3 керамическая вставка 23 представляет собой предлагаемый в изобретении прижим. Керамическая вставка 23, показанная на фиг.5 в аксонометрической проекции, имеет по существу U-образное поперечное сечение с двумя выступами, между которыми можно расположить оба стержневых индуктора губки. Обе вершины выступов U-образной вставки выступают над поверхностью корпуса 20 губки. Во избежание повреждения зажимаемого между губками упаковочного материала показанные в верхней части фиг.5 обе вершины выступов имеют скругленные кромки.
Каждый из двух выступов показанной на фиг.3 и 5 U-образной керамической вставки представляет собой прижим, образующий выступ на корпусе 20 губки.
Расположенные соответствующим образом прижимы прижимаются к полосе упаковочного материала на участке, показанном в увеличенном масштабе на фиг.1. По существу этот участок представляет собой тот участок пакета, на котором воображаемое продолжение продольной выполненной тиснением линии сгиба пересекается с продолжением нижнего конца линии сгиба.
Предлагаемая в изобретении сварочная губка имеет также вставки 24, изготовленные из материала Ferrotron®. При наличии таких показанных в увеличенном масштабе на фиг.6 вставок, изготовленных из непроводящего электрический ток магнитного материала и предназначенных для усиления индуцируемого индуктором 22 переменного электромагнитного поля в непосредственной близости от прижима 23, на показанном в увеличенном масштабе на фиг.1 участке упаковки индуцируется большее количество энергии и выделяется большее количество тепла.
На фиг.3 показаны также изготовленные из материала Ferrotron® вставки 25, которые расположены у концов индукторных стержней 22. Эти вставки предназначены для усиления электромагнитного поля у концов индукторных стержней в тех местах упаковки, в которых обычно происходит ослабление индуцируемых в упаковочном материале вихревых токов.
На фиг.4 (вид сверху) показана рабочая поверхность предлагаемой в изобретении сварочной губки. На этом чертеже показан закрепленный на корпусе 20 губки индуктор 22 с клеммами 28. На этом чертеже показаны также два расположенных у концов индуктора 22 прижима 23.
В корпусе 20 губки между двумя индукторными стержнями 22 выполнено углубление 29, предназначенное для установки режущего устройства, с помощью которого трубчатую упаковку разрезают на части между двумя выполненными в ней с помощью индукторных стержней 22 поперечными сварными швами.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНАЯ УПАКОВОЧНАЯ МАШИНА | 2011 |
|
RU2471690C1 |
| Сварочная губка для образования двойного шва на термосклеивающемся материале | 1982 |
|
SU1027088A1 |
| ИМПУЛЬСНАЯ ТЕРМОСВАРКА НЕПРЕРЫВНО ПЕРЕМЕЩАЮЩЕГОСЯ ПЛЕНОЧНОГО МАТЕРИАЛА | 2020 |
|
RU2811932C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОЙ СВАРКИ УПАКОВОЧНОГО МАТЕРИАЛА | 1997 |
|
RU2179944C2 |
| ПЛЕНОЧНЫЙ ЛАМИНАТ С ГЕРМЕТИЗИРУЮЩИМ СЛОЕМ | 2016 |
|
RU2663139C1 |
| Устройство для сварки и отделения пакетов к упаковочным машинам | 1989 |
|
SU1733337A1 |
| УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОЙ СВАРКИ И СПОСОБ ИЗГОТОВЛЕНИЯ УСТРОЙСТВА ДЛЯ ИНДУКЦИОННОЙ СВАРКИ | 2014 |
|
RU2671008C2 |
| ОПОРА ДЛЯ ПОПЕРЕЧНОГО ЗАПЕЧАТЫВАНИЯ ТРУБЫ ИЗ УПАКОВОЧНОГО МАТЕРИАЛА И СВАРОЧНЫЕ ЗАЖИМНЫЕ ГУБКИ С ОПОРОЙ | 2018 |
|
RU2726545C1 |
| УПАКОВОЧНАЯ МАШИНА | 2006 |
|
RU2318708C1 |
| Способ упаковки вязкого продукта в трехшовные герметичные пакеты из термопластичной полимерной пленки и упаковочно-фасовочная машина вертикального исполнения, реализующая способ | 2016 |
|
RU2631695C1 |





Изобретение относится к сварочным губкам упаковочной машины, предназначенным для термосваривания упаковочных материалов. Сварочная губка содержит два прижима и нагреватель. Прижимы имеют длину меньше длины нагревателя и расположены на рабочей поверхности губки с отступом от нагревателя. Прижимы расположены вдоль губки в положениях, соответствующих участкам упаковочного материала, где проходят продольные линии сгиба. Сварочная губка установлена в индукционном сварочном устройстве. Упаковочная машина для расфасовки продукта содержит индукционное сварочное устройство. Достигается повышение прочности и герметичности сварки. 3 н. и 11 з.п. ф-лы, 6 ил.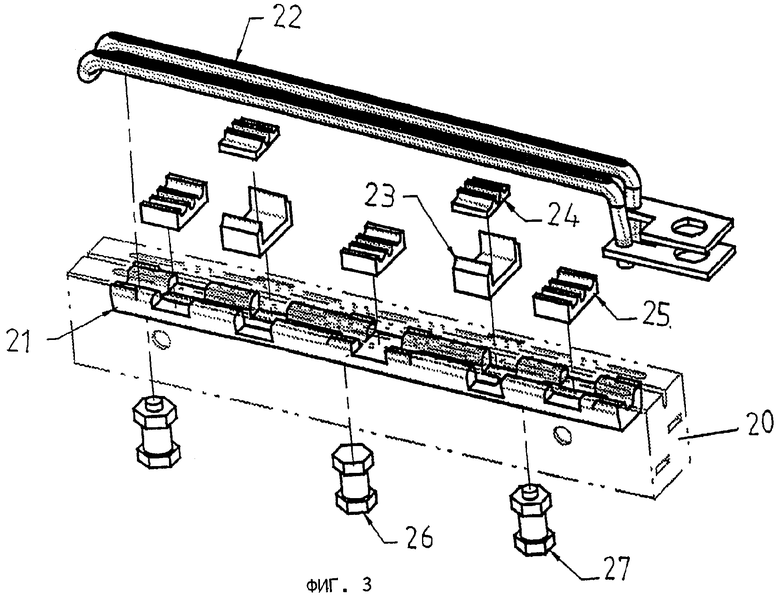
| US 6167681 B1, 02.01.2001 | |||
| US 5673534 A1, 07.10.1997 | |||
| ПРИВОДНОЙ МЕХАНИЗМ ДЛЯ ТОВАРООТВОДНЫХ ВАЛИКОВ КРУГЛОВЯЗАЛЬНОЙ МАШИНЫ С ВРАЩАЮЩИМСЯ ЦИЛИНДРОМ | 1935 |
|
SU44625A1 |
| Способ сушки и пропитки круглых сортиментов из древесины | 1973 |
|
SU484998A1 |
| US 4704509 A1, 03.11.1987. | |||

