Обычно глазурование крупных изделий из фаянса (уиитазов, умываль11ых столов и пр.) ироизводится на заводах вручную, на что затрачивается много трудс и времени.
Описываемое приспособление позволяет легко и быстро совершать требуемые операции по глазурованию фаянсовых предметов. Оно состоит из передвигающейся по монорельсу каретки со штоком, по которому перемещается в вертикальном направлении захватывающий механизм, вращающийся также и в горизонтальной плоскости вокруг штока. С пелью обеспечения большего расхода лап, одна из них укреплена па щтоке поршня горизонтального пневматического цилиндра, а другая жестко соединена с его корпусом..,
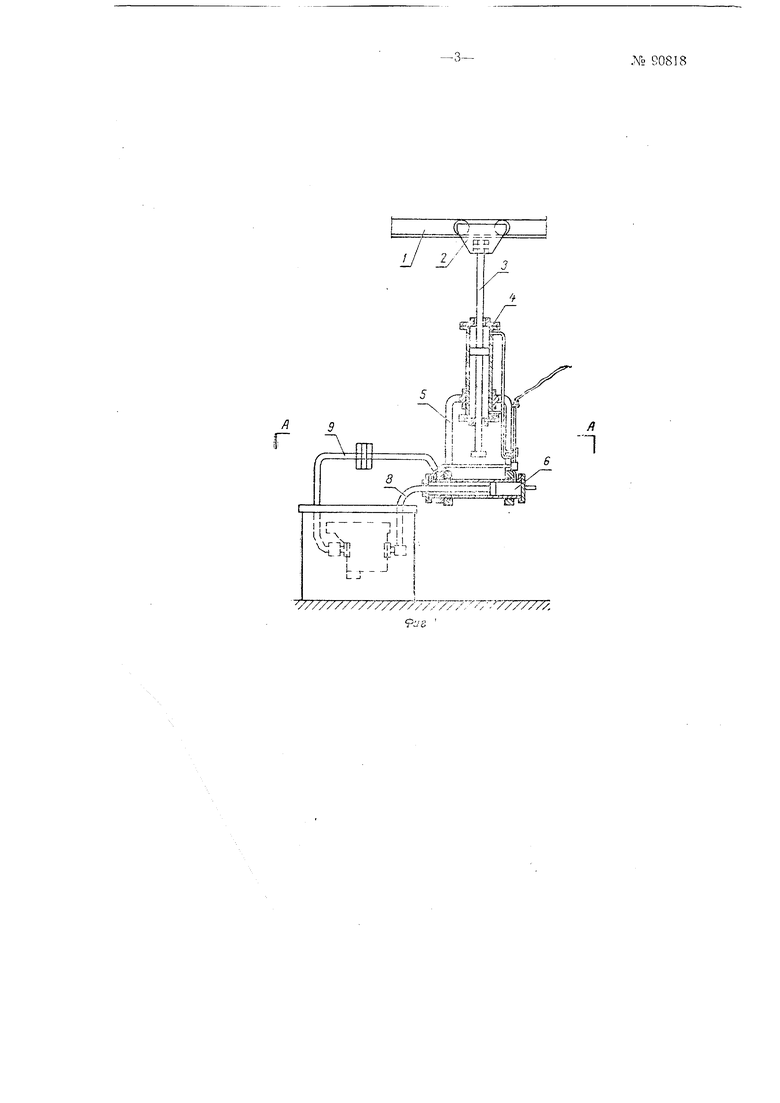
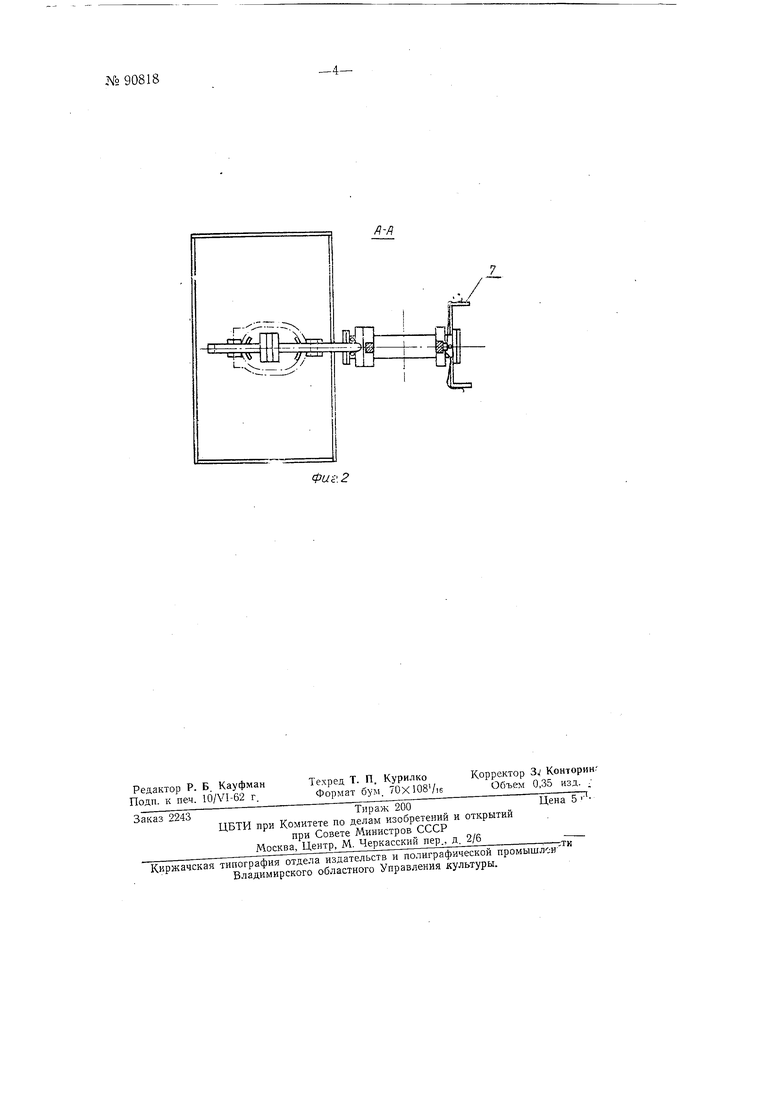
На фиг. 1 изображено приспособление в вертикальном разрезе; на фиг. 2-то же, в горизонтальном разрезе по А-А па фиг. 1.
Монорельс / представляет собой балку, подвешенную к перекрытию и вращающуюся в горизонтальном направлении. По ее нижним полкам перемещается каретка 2 пневматического захвата, состоящего из механизмов подъема и захвата.
Механизм подъема представляет собой неподвижный гпток 3, закрепленный на каретке и вращающийся вокруг своей оси.
Перемешаемый вдоль оси щтока 3 пилиндр 4, па котором неподвижно закреплены два кронщтейна 5, поднимается или опускается в зависимости от подачи воздуха из компрессора в верхнюю или нижнюю его часть.
Механизм захвата (зажатия) изделий состоит из горизонтального цилиндра 6, поворачиваемого вокруг его продольной оси в подшипниках кронштейнов 5 рулем 7 вручную. В цилиндре подаваемым воздухом перемещается шток 8, заканчивающийся снаружи изогнутой лапой
№ 90818-1
с шарннрно закрепленной резиновой подушкой. На цнлнндре неподвижно закреплен крондитейн 9, заканчиваклцийся такой же подушкой; эти подушки охватывают и зажимают изделие. Поворот нилиндра 6 облегчаетея нepeдвn Reниeм иротнповеса па кронштейне 9.
Работ; приспособления производится следующим образом.
Изделия подаются лепточпрям траспортером, нпевматический захват зажимает издёлйе, снимает его с транспортера и оиускает в ванну с глазурью. Затем тгзделие поднимают и поворачивают иа захвате для выливания из;1И1иков глазури и ее |}астека11ия ио поверхиости, носле чего изделие ггостунает в обжпг.
Подача воздуха в цилиндры производится регу.тятором, а поворот иилиидра захвата регулпруется леиточным тормозом: их рукояти закреплены на руле.
П р е д м е т и 3 о б р е т е н и я
1.npHC iOco6:iei-ine для глазурювапия крупных изделий, состоящее нз KapeTJ H, перемени1емой по мопоре.1ьсу п епабженной IHTOKOM. по которому перемещается в вертикальпол направлении захватьлваюи1,ий лшханизм, имеющий также вращение в го)изоитальиой , илоскости вокруг штока, отличающееся тем, что, с нслыо обеспечення больHiero расхода лан, одна из лап укреплена на нпоке норишя горнзоптальпого пневматического пилипдра, а другая, жестко соедииена с корпусов пилиндра.
2.срорма выполнения устройства но и. 1, о т л и ч а ю п а я с я тем, что горизоита.тьиы ипевматическнй ци.чиидр укреплеп со свободным Bpantein-ieM вокруг прОдольной оси в хомуте подвижного вертикального цилиндра, перементаемого вдоль н:тока, укрепленного к подвижной каретке.
/J 1
| название | год | авторы | номер документа |
|---|---|---|---|
| ГРУЗОЗАХВАТНОЕ ПРИСПОСОБЛЕНИЕ | 1971 |
|
SU290528A1 |
| Многопозиционная машина для бесшвейного скрепления предварительно зажатых в контейнеры книжных блоков | 1958 |
|
SU119866A1 |
| Конвейерная машина для двухстороннего пульверизационного глазурования | 1948 |
|
SU76169A1 |
| Способ рисования сопряженных стереоизображений и приспособление для осуществления способа | 1942 |
|
SU83618A1 |
| Устройство для нанесения покрытий на изделия методом погружения | 1982 |
|
SU1060248A1 |
| Установка для глазурования | 1976 |
|
SU616141A1 |
| УСТРОЙСТВО для ОБРЕЗКИ НИТЕЙ ИГЛ И ЛЕТЛИТЕЛЯ НА ШВЕЙНОЙ МАШИНЕ | 1970 |
|
SU281298A1 |
| Полуавтоматическая линия для сборки обуви | 1975 |
|
SU526347A1 |
| ЛЕСОЗАГОТОВИТЕЛЬНАЯ МАШИНА | 1972 |
|
SU353371A1 |
| УСТРОЙСТВО для ГЛАЗУРОВАНИЯ КЕРАЛ\ИЧЕСКИХ ИЗДЕЛИЙ | 1973 |
|
SU381406A1 |