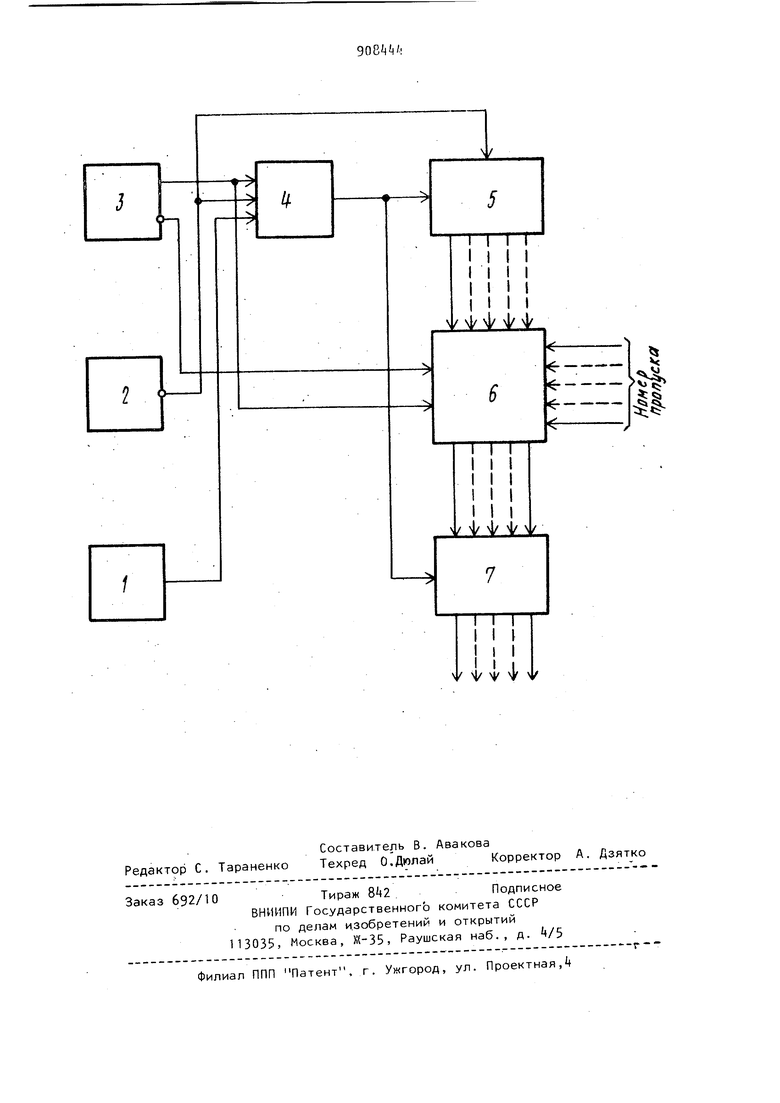
ния металла в прокатных валках по длине слитка, которая сказывается на значении коэффициента К. Кроме того, в данном способе ограничена область применения из-за невозможности определения текущей непрокатанной длины в функции угла поворота прокатных валков для слитков, длина которых меньше расстояния от начала базового участка до оси прокатных валков. Устройство, реализующее указанный способ, содержит датчики начала и конца базового участка, датчик угла поворота прокатных.валков, датчик наличия металла в прокатных валках, реверсивный счетчик с суммирующим и вычитающим входами, делитель част тоты на вычитающем входе рейерсивного счетчика. При прохождении слитком базового участка в реверсивный счетчик от импульсного датчика угла поворота прокатных валков заносится количеств импульсов, пропорциональное базовой непрокатанной длине слитка в функции угла поворота прокатных валков. Для определения текущей непрокатанной длины слитка в функции угла поворота прокатных валков на вычитаю щий вход реверсивного счетчика через делитель частоты поступают импульсы . с датчика угла поворота прокатных валков. Коэффициент деления делителя частоты равен кратности расстояния от датчика конца базового участ ка до оси прокатных валков к длине базового участка - К. Недостатком устройства, кроме недостатков, присущих данному способу является также погрешность установки датчиков начала и конца базового участка, которая сказывается на зна чении коэффициента К. Наиболее близким к предлагаемому по технической сущности к достигаемому результату является способ определения непрокатанной длины слитка в функции угла поворота прокатных валков (вычитательиое приводов УВ-П) в котором точность определения текущей непрокатанной длины слитка в функции угла поворота прокатных вал ков выше из-за устранения погрешности от дискретности измерения угла поворота прокатных валков. Этот способ включает измерение непрокатанной длины слитка в функци угла поворота прокатных валков от конца базового участка до оси прокатных валков, измерение текущего значения расстояния от конца базового участка до заднего конца слитка в функции угла поворота прокатных валков в текущем пропуске, а также пределение текущейiнепрокатанной длины слитка в функции угла поворота прокатных валков. Недостатком способа является неостаточная точность определения текущей непрокатанной длины слитка в ункции угла поворота прокатных валов, вызванная увеличением базовой епрокатанной длины слитка в К раз для получения непрокатанной длины слитка в функции угла поворота валков от конца базового участка до оси прокатных валков (при этом погрешность базовой непрокатанной длины слитка также увеличивается в К раз) и нелинейностью коэффициента удлинения металла в валках по длине слитка,которая сказывается на значении коэффициента К. Кроме того, в данном способе ограничена область применения из-за невозможности определения текущей непрокатанной длины в функции угла поворота прокатных валков для слитков, длина которых меньше расстояния от начала базового участка до оси прокатных валков. Устройство, реализующее указанный способ, содержит датчик наличия металла в прокатных валках, схему И, датчик конца слитка, датчик угла поворота прокатных валков, суммирующий и вычитающий счетчики, причем первый выход датчика наличия металла в прокатных валках соединен с первым входом схемы И 2 . Недостатком устройства, кроме недостатков, присущих указанному способу, является также погрешность установки датчиков начала и конца базового участка и связанная с этим погрешность определения коэффициента К. Цель изобретения - повышение точности определения текущей непрокатанной длины слитка в функции угла поворота прокатных валков и расширение области применения. Указанная цель достигается тем, что в способе определения непрокатанной длины слитка в функции угла поворота прокатных валков, включающем измерение непрокатаииой дпины слитка в функции угла поворота прокатных валков от конца базового участка до оси прокатных валков и и мерение текущего значения расстояния от конца базового участка до заднего конца слитка в функции угла поворота прокатных вал,ков в текущем пропуске, а также определение текущей непрокатанной длины слитка в функции угла поворота прокатных вал ков, дополнительно измеряют непрокатанную длину слитка от конца базового участка до оси прокатных валков в одноименном пропуске предыдущего слитка, а определение текущей непрокатанной длины слитка осуществляют вычитанием текущего значения расстояния от конца базово участка до оси прокатных валков в т кущем пропуске из значения непрока танной длины слитка от этого же конца базового участка до оси прокатных валков в одноименном пропуск предыдущего слитка. В устройство определения непрока танной длины слитка в функции угла ворота прокатных валков, содержащее датчик наличия металла в прокатных валках, схему И, датчик конца слитка, датчик угла поворота прокатных валков, суммирующий и вычитающий счетчики, причем первый выход датчи ка наличия металла в прокатных валках соединен с первым входом схемы дополнительно введен блок памяти,ин формационные входы которого соедине ны с выходами суммирующего счетчика а выходы блока памяти соединены с установочными входами вычитающего счетчика, вход Запись блока памяти соединен с вторым выходом дат чика наличия металла в прокатных валках, вход Считывание соединен с первым выходом датчика наличия металла в прокатных валках, а адрес ные входь блока памяти соединены с клеммами Номер пропуска блока управления прокатным станом, причем выход датчика конца слитка соединен со вторым входом схемы И и входом Сброс О суммирующего счетчика, выход датчика угла поворота прокатных валков соединен с третьим входом схемы И, выход которой соединен со счетными входами суммирующего и вычитающего счетчиков. Измерение 6 предлагаемом способе непрокатанной длины слитка в функции угла поворота прокатных валков от конца базового участка до оси прокатных валков в одноименном пропуске предыдущего слитка поз-. воляет отказаться от измерения базовой непрокатанной длины слитка в функции угла поворота прокатных валков .в текущем пропуске с последующим увеличением полученного значения в К раз и одновременно увеличения погрешности измерения во столько же раз . Это позволяет повысить точность определения текущей непрокатанной длины слитка в функции угла поворота прокатных валков по сравнению с известным более, чем в К раз, а также расширить область применения способа на слитки, которые короче измеряемых по известному способу на длину базового участка. Введение в устройство блока памяти, информационные входы которого соединены с выходами суммирующего сметчика, позволяет производить измерение кода непрокатанной длины слитка в функции угла поворота прокатных валков от датчика конца слитка до оси прокатных валков в одноименном пропуске предыдущего слитка по сигналу с инверсного выхода датчика наличия металла в прокатных валках, поступающему на вход Запись блока памяти. Адрес ячейки блока памяти устанавливается по коду номера пропуска, поступающему с клемм Номер пропуска устройства управления прокатного стана. Связь прямого выхода датчика наличия металла в прокатных валках со входом Считывание блока памяти позволяет считывать код непрокатанной длины слитка в функции угла поворота прокатных валков от датчика конца.слитка до оси прокатных валков для одноименного пропуска предыдущего слитка в вычитающий счетчик .по его установочным входам, связанным с информационными выходами блока памяти. Связь счетного входа вычитающего счетчика с выходом схемы И позволяет получить на выходе вычитающего счетчика код текущей непрокатанной длины слитка в функции угла поворота прокатных валков для Текущего пропуска. 7 Полученное значение текущей непрокатанной длины слитка,, кроме пре имуществ, присущих предлагаемому способу, не содержит также погрешности установки датчиков начала и конца базового участка. Определение текущей непрокатанной длины слитка в функции угла поворота прокатных валков в соответствии с предлагаемым способом осуществляется следующим образом.. Измеряют непрокатанную длину сли ка в функции угла поворота прокатных валков от конца базового участк до оси прокатных валков в текущем пропуске и используют это значение в одноименном пропуске исследующего слитка.-В процессе прокатки после прохождения заднего конца слитка базового участка измеряют текущее значение расстояния от конца базового участка до конца слитка в фу ции угла поворота прокатных валков в текущем пропуске. Определяют текущее значение непрокатанной длины слитка в функции угла поворота прокатных валков вычитанием текущего значения расстояния от конца базово го участка до заднего конца слитка функции угла поворота прокатных валков в текущем пропуске из значения непрокатанной длины слитка от конца базового участка до оси прока ных валков в функции угла поворота прокатных валков для одноименного пропуска предыдущего слитка, которо запоминалось. На чертеже дана блок-схема устройства для реализации способа. Устройство, реализующее указанны способ, содержит датчик 1 угла пово рота прокатных валков, датчик 2 ко ца слитка, датчик 3 наличия металла в прокатных валках, схему И k, сум мирующий счетчик 5) блок 6 памяти, вычитающий счетчик 7Датчик 1 угла поворота прокатных валков может быть выполнен в виде пульсного датчика, у которого число импульсов на выходе пропорциональн углу поворота прокатных валков. Датчик 2 конца слитка может быть выполнен в виде фотореле или иного индикатора горячего металла и устанавливается на таком расстоянии от оси прокатных валков, которое является достаточным для выбора момента торможения прокатного двигателя. Датчик 3 наличия металла в прокатных валках может быть выполнен в виде датчика-измерителя статического момента прокатного двигателя или иного датчика, реагирующего на наличие металла в валках. Остальные блоки, входящие в устройство, представляют собой электронные схемы и могут быть выполнены, например, на микросхемах. Разрядность суммирующего и вычитающего счетчиков и блока памяти выбирается исходя из максимально возможного кода непрокатанной длины слитка в функции угла поворота прокатных валков. Количество ячеек памяти блока памяти должно быть не менее количества технологических пропусков. Вычитающий счетчик должен иметь установочные входы для занесения кода непрокатанной длины слитка в функции угла поворота прокатных валков. Выход датчика 1 угла поворота прокатных валков соединен с третьим входом схемы И 4, выход датчика 2 конца слитка соединен со вторым входом схемы И i и входом Сброс О суммирующего счетчика 5. первый выход датчика 3 наличия металла в прокатных валках соединен с первым входом схемы И 4 и входом считывание блока 6 памяти, обратный выход датчика 3 наличия металла в прокатных валках соединен со входом Запись блока 6 памяти, выход схемы И соединен со счетными входами суммирующего 5 и вычитающего 7 счетчиков, выходы суммирующего счетчика 5 соединены с информационными входами блока 6 памяти, информационные выходы блока 6 памяти соединены с установочными входами вычитающего счетчика 7, адресные входы блока 6 памяти соединены с клеммами Номер пропуска блока управления прокатным станом. Выходом устройства являются выходы вычитающего счетчика 7. Устройство работает следующим образом. Во время нахождения слитка в поле зрения датчика 2 конца слитка происходит сброс суммирующего счетчика 5 и подготовка его к работе. Как только слиток войдет в прокатные валки, срабатывает датчик 3 наличия металла в Прокатных валках и по его сигналу происходит считывание кода непрокатанной длины спмтка в функции 99 угла пово|)ота прокатных валков от датчика 2 конца слитка до оси прокат ных валков из ячейки памяти блока 6 памяти, соответствующей текущему про пуску, и занесение этого кода в вычитающий счетчик 7. Как только задний конец слитка пройдет поле зрения датчика 2 конца слитка, импульсы с датчика 1 угла поворота прокатных валков начинают поступать на счетный вход суммирующего счетчика 5, производя запись кода непрокатанной длины слитка в функции угла поворота прокатных валков от датчика 2 конца слитка до оси прокатных валков. Одновременно эти Импульсы поступа на счетный вход вычитающего счетчика 7, с которого выдается код текущей непрокатанной длины слитка в функции угла поворота прокатных валков. По окончании прокатки слитка срабатывает датчик 3 наличия металла в прокатных валках и по его сигналу с инверсного выхода происходит запись кода непрокатанной длины слитка в функции угла поворота прокатных валков от датчика 2 конца слитка по I оси прокатных валков с выхода суммирующего счетчика 5 в ячейку памяти блока 6 памяти, соответствующей текущему пропуску. Этот код используется для определения текущей непрокатанной длины слитка в одноименном пропуске следующего слитка. Аналогично устройство работает и в каждом следующем пропуске. Таким образом, использование предлагаемого способа для определения непрокатанной длины слитка в функции угла поворота прокатных валков и устройства для осуществления этого способа по сравнению с известными позволяет повысить точност определения текущей непрокатанной длины слитка в функции угла поворота прокатных валков в К раз за счет того, что отпадает потребность определенил базовой непрокатанной длины слитка в функции угла поворота прокатных валков и увеличения полученного значения в К раз (К - кратность отнбшения расстояния от датчика конца слитка до оси прокатных валков к длине базового участка), за счет устранения влияния погрешности установки датчиков начала и конца базового участка, за счет того что действительный коэффициент 10 удлинения металла в валках учитывается на том же участке слитка,.на котором происходит определение текущей непрокатанной длины слитка в функции угла поворота прокатных валков. Кроме того, в предлагаемом способе расширяется область применения за счет возможности определять .текущую непрокатанную длину для слитков, которые короче измеряемых по известному способу на величину базовой длины. Последующим эффектом является повышение точности определения момента торможения прокатного двигателя и производительности прокатного стана. Среднее значение погрешности определения текущей непрокатанной длины слитка в функции угла поворота прокатных валков, например для третьего пропуска в устройстве, выполненном по известному устройству,составляет 0,8 м. В предлагаемом устройстве погрешность определения текущей непрокатанной длины слитка в функции угла поворота прокатных балков составляет 0,02 м. Если максимальная скорость прокатки Vrp-max 9 м/с, а скорость выброса м/с то выигрыш во времени прокатки составляет (0,8-0,02) м (0,8-0,02) м Vg м/с Vnpmax % 0,78 м 0,78 м 2 м/с 9 м/с Если среднее время всего цикла прокатки одного слитка составляет ,А с, то производительность труда повышается более чем на 0, При годовой производительности УБС НТМК 1 млн. т проката в год и стоимости передела 1.т металла 50 руб. годовой экономический эффект от внедрения устройства по предлагаемому способу может составить 355 тыс.руб. Формула изобретения 1 . Способ определения непрокатанной длины слитка в функции угла поворота прокатных валков, включающий измерение непрокаганной длины слитка от конца базового участка до оси прокатных валков и измерение текущего значения расстояния от конца базового участка до заднего конца слитка о функции угла поворо та прокатных валков в текущем пропуске, а также определение текущей непрокатанной длины слитка в функци угла поворота прокатных валков, отличающийся тем, 4fo, с целью повышения точности определения текущей непрокатанной длины слитка и расширения области примене ния, дополнительно измеряют непрокатанную длину слитка от конца базового участка до оси прокатных вал ков в функции угла поворота прокат,ных валков для одноименного пропуск предыдущего слитка, а определение , текущей непрокатанной длины слитка в функции угла поворота прокатных валков осуществляют вычитанием текущего значения расстояния от конца базового участка до заднего конца слитка в текущем пропуске из непрокатанной длины слитка от конца базового участка до оси прокатных валков в одноименном пропуске преды дущего слитка. 2. Устройство дпя осуществления способа по п.1,содержащее датчика наличия металла в прокатных валках схему И, датчик конца слитка, датчи угла поворота прокатных валков, суммирующий и вычитающий счетчики, при.чем первый выход датчика наличия S 12 металла в прокатных валках соединен с первым входом схемы И, отличающееся тем, что оно дополнительно содержит блок памяти,информационные входы которого соединены, с выходами суммирующего счетчика, а выходы блока памяти соединены с установочными входами вычитающего счетчика, вход Запись блока памяти соединен с вторым выходом датчика наличия металла в прокатных валках, вход Считывание соединен с первым выходом датчика наличия металла в прокатных валках, адресные входы блока памяти соединены с клеммами Номер пропуска блока управления прокатным станом, причем выход датчика конца слитка соединен с вторым входом схемы И и входом Сброс О суммирующего счетчика, выход датчика угла поворота прокатных валков соединен с третьим входом схемы И, выход которой соединен со счетными входами суммирующего и вычитающего счетчиков. Источники информации, принятые во внимание при экспертизе 1.Челюсткин А.В. Автоматизация процессов прокатного производства. М., Металлургия, 1971, с. 101105. 2.Техническое описание и инструкция по эксплуатации Ilia 2.572.001 ТОСПКБ Нефтегазпромавтоматика Минприбора СССР, 1975
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического торможения проката до заданной скорости | 1979 |
|
SU908442A1 |
| Устройство для автоматического торможения проката до заданной скорости | 1986 |
|
SU1371729A1 |
| Способ стабилизации толщины листа на реверсивном стане | 1990 |
|
SU1719121A1 |
| Устройство определения текущих координат металла на реверсивном прокатном стане горячей прокатки | 1977 |
|
SU686793A1 |
| Устройство автоматического торможения проката до заданной скорости | 1982 |
|
SU1034804A1 |
| Устройство для коррекции начала торможения привода прокатных валков | 1988 |
|
SU1533794A1 |
| Устройство для определения длины непрокатанной части слитка | 1976 |
|
SU609565A1 |
| Устройство для определенияпОлОжЕНия пРОКАТА | 1979 |
|
SU801921A1 |
| Способ управления скоростным режимом при реверсивной прокатке и устройство для его осуществления | 1989 |
|
SU1632538A1 |
| Способ управления подачей заготовки в реверсивную прокатную клеть и устройство для его реализации | 1983 |
|
SU1181729A1 |