1
Изобретение относится к автоматизации прокатного производства мегаллург гческой промышленности, и в частности к автоматизации обжимных реверсивных станов.
Наиболее, близким к описываемому изобретению по технической сущности и достигаемому результату является устройство, содержащее датчик . наличия металла в валках, импульсный датчик угла поворота прокатного валка, счетчик пропусков, запоминающее устройство, реверсивные счетчики Ы.
Недостатком этого устройства является . то, что при многослитковой прокатке, являющейся в настоящее время основной прокаткой, устройство не контролирует длину Henpo катанной части каждого в отдельности слитка Контроль непрокатанной части обеспечивает возможность осуществлять захват слитка Б режиме разгона привода прокатных валков и .обеспечить регламентацию величины, скоростей захвата и выброса.
Целью изобретения является определение длины непрокатанной части каждого в отдельности спитка при многоспитковой прокат 1е.
Эта цель достигается тем, что в предлагаемое устройство введены депигепь чао-. тоты, коммутаторы импульсов, распределители импульсов, вторые реверсивные счетчики, причем выход логического устройства подключен к первому входу коммутаторов и входу делителя частоты, выход которого подключен ко второму входу коммутаторов, третий и четвертый входы коммутаторов подключены к выходу счетчика пропусков (четный, нечетный), выходы коммутаторов подключены на первые входы распределителей импульсов, вторые входы которых подключень к выходам первых .реверсивных счетчиков, а третьи входы - к выходу счегчика пропусков, первые выходы распр делителей импульсов подключены на счетные входы первых, реверсивных счетчиков, а вторые - на счетные входы вторых реверсивных счетников, вторые, третьи и четвертые входы вторых реверсивных счегчиков включены параллельно соответствующим входам первых реверсивных счетчиков.
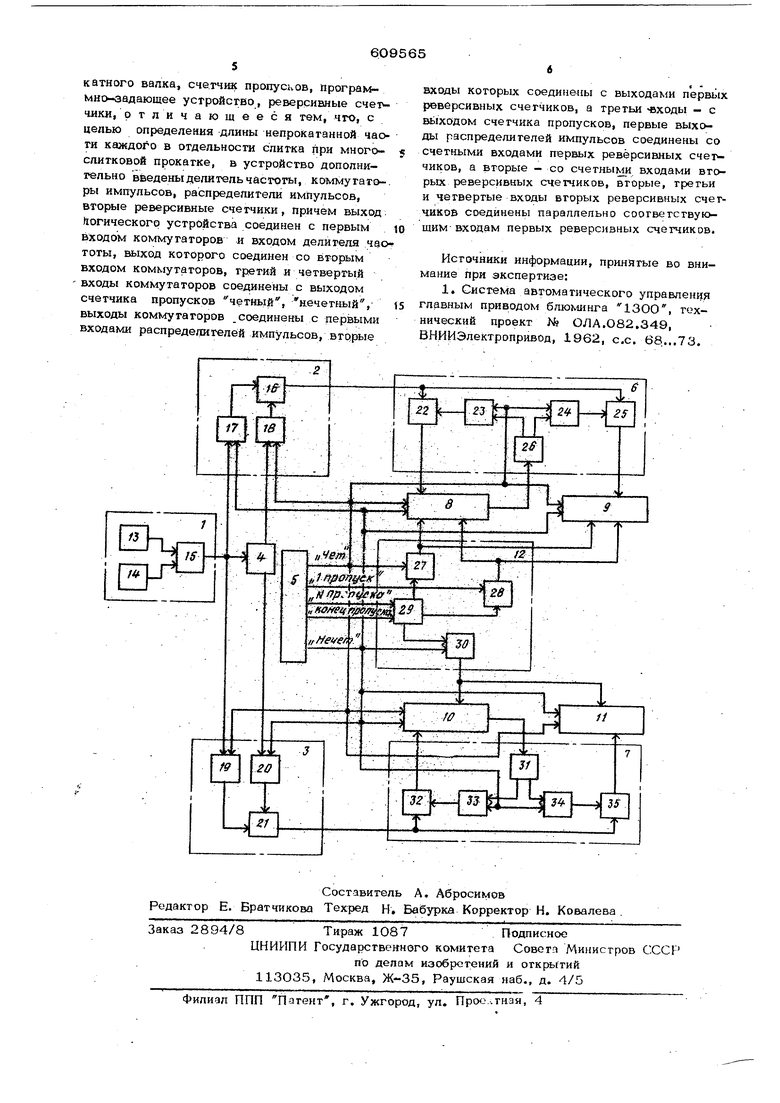
На чертеже представлена структурная .схема предложенного устройства.
3
Устройство содержит логическое устройство 1, коммутаторы 2, 3 импульсов, дели тель 4 частоты, счетчик 5 пропусков, рас П|)сдолитР-пи 6, 7 импульсов, первые ревер снвные счетчики 8, 9, вторые реверсивные счотчики 10, 11, программно-задающее устч роиство 12, датчик 13 наличия металла в валках, импульсный датчик 14 угла поворо та прокатного валка, ключи 15-26, двухходовые эпементы ИЛИ 27-32, нуль органа 33, 34, запомннакшее устройство 35.
Б исходном состоянии перед прокаткой или в паузе между пропусками выход логического устройства блокирован сигналом от датчика наличия металла в палках. При включении в работу устройства по сигналу работа Или после прокатки предыдущего спитка по сигналу конец цикла счетчики ,. 8-11 устанавливаются.в нулевое, состояйие; счотчики пропусков устанавливаюгся в состояние пропуск- первый, пропуск нечетный. По сигналу пропуск перы.тй открывается ключ 21 и информация с запоминающего устройства 35 об исходной длине слитка перепи.сывается в сч -тчики 8 и Ю. По сигналу пропуск нечетный открывается ключ 23 и информация с запоминающего устройства 35 о величине приращения длины слигка во вгором пропуске переписывается в счетчики 9 и 11. Информация с запоминающе о устрой- ства 35 кратковременно ЁЫдается по сигналу: пуск, конец пропуска,. конец цикла.
Счетчики.9 и 11 по сигналу нечетный
устанавливаются в режим суммирований, а счетчик 8 и 1О в режим вычитание. По сигналу нечетный открываются ключи 2О, 24 и 26 для пропуска импульсов с делителя 4 частоты на счетный вход счетчиков 9 и 11 и ключ 17 для пропуска импульсов с логического устройства 1 насчегныйвходсче чиков 8 и 1О. Ключ 22 ощры г инверсным выходом нуль органа 33, прямой выход когорогоблокирует ключ 25,
Сигнал со счетчика пропусков № пропуока сшределяет величину длины приращения слитка для последукмцего пропуска, Записываемую в перЕые и вторые реверсиш1ые счетчики.
При вращении прсжатных валков «мпульсы от датчика 14 поступают на. вход ключа 15. При иалвчив сигнала метапя в валках импульсьЕ от датчика 14 поступают на КЛ1Очи 17, 19 и деяитепь 4 частоты. Через oi крытые ключа 17 и 22 импульсы поступают на вычитание в счетчик 8. Импульсы с делителя 4 частоты через открытые ключи 2О, 24 к 2& иостугаают на суммирование в счет чики Ю и 11- При ревене гве нулю ; информа ций в счеттвЕке & нуль оргав 33 блокирует
4
по инверсноьту выходу ключ 22 и открывает по прямому выходу ключ 25. Иктульсы с устройства -1 через открытые ключи 17 и 25 поступают на вычитание в счетчик 1О
В процессе прокатки со счетчика 8 выдается информация о длнне непрокаганной части первого слитка, со счетчика 10 - второго слитка, В счетчиках 9 и 11 накапливается информация о длине слитка для последук щего пропуска. При двухслитковой прокатке делитель 4 частоты- обеспечивает деление частоты с логического устройства на два и к концу пропуска, так как ключи 24 и 26 открыты, в каждом счетчике 9 и 11 будет зафиксирована информация о длине слитков fe учетом удлинения слитка для следующего пропуска. .
По окончании прокатки в первом пропус- ке счетчик пропусков выдает сигнал четный вместо сигнала нечетный При этом ключ 16 открывается, а ключ 23 закрывается, счетчики 8 и 1О устанавливаются в режим суммирования, а счетчики 9 и 11 в режим вычитания. Ключи 18, 22 и 25 открываются для пропуска импульсов с делителя 4 частоты на счетные йходы счетчиков. 8 и 10, а ключ 19 открывается дня пропуска импульсов с устройства 1 на счетные входа счегЧИ1СОВ 9 и Ц, Ключ 24 открыт инверсным выходом нуль органа 34, прямой выход Которого блокирует ключ 26. По сигналу конец пропуска информации о приращении длины слитка для последующего пропуска из запоминающего устройства 35 кратковременно выдается на установочные входы счетчиков 8 и 10 через открытый ключ 16. Далее цикл вычисления повторяется. Коэффициент деления частоты .выбирается в зависимости от количества, слитков, прокатываемых в одном пропуске, соответственно и определяется количество реверсивных счётчиков (на чертеже приведено устройство для случая парной прокатки слигков). Реализация предложенного устройства позволяет определить длину непрокатанной части каждого в отдельности слитка, что обеспечивает возможность осущесгвля.ть зазсват слитка в режиме разгона привода прСйсатНЫх валков и обеспечить регламентацию ..вели.чины скоростей захвата и выброса Внедрение изобретения с устройсгвами регламентации скоростей захвата позволяет уменьшить ударны.е. нагрузки в гпп&ной линии прокатного стана и соответственно обеспечить повышение .надежности работы гпавчой. линии.
Форму, ла изобретения
Устройство определения длины непрокатанной части слитка при многослитковой ripoKai ке, содержащее датчик наличия металл в ваках, импульсный датчик угла поворота про
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения непрокатанной длины слитка в функции угла поворота прокатных валков и устройство для его осуществления | 1980 |
|
SU908444A1 |
| Устройство для определенияпОлОжЕНия пРОКАТА | 1979 |
|
SU801921A1 |
| Система автоматической регламентации скорости захвата обжимного стана | 1989 |
|
SU1620167A1 |
| Устройство для автоматического торможения проката до заданной скорости | 1986 |
|
SU1371729A1 |
| Устройство для автоматического контроля буксования валков обжимного прокатного стана | 1977 |
|
SU733752A1 |
| Устройство для программного управления приводом | 1976 |
|
SU679941A1 |
| Устройство для измерения длины проволоки и сортового проката | 1980 |
|
SU868329A1 |
| Устройство контроля положения металла в клети прокатного стана | 1981 |
|
SU986529A1 |
| Система автоматической регламентации режима работы нажимного устройства прокатного стана | 1978 |
|
SU719727A1 |
| Способ автоматического определения длительности цикла прокатки на реверсивном обжимном стане и система, реализующая этот способ | 1980 |
|
SU942831A1 |
