1
которого соединен с выходом блока определения возможного пути транспортирования заготовки, выход - с выходом Торможение устройства, второй выход соединен с-выходом Захват устройства, вход Движение НМ которого соединен со вторым входом блока определения времени до конца отработки НМ, третий вход которого соединен с входом Частота и первым входом блока определения возможного транспортирования заготорки, второй вход которого соединен с выходом блока определения времени до конца отработки Н11, а третий вход соединён с выходом датчика скорости и первым входом блока определения переднего края заготовки, второй вход которого соединен с прямым выходом путевого датчика, третий вход соединен с инверсным выходом датчика наличия металла в валках, а выход соединен с входом блока определения дотормозног пути.
3.Устройство по п.2, отличающееся тем, что блок определения переднего края заготовки содержит интегратор, блок вычитания, регистр, схему И, первый вход которой соединен со вторым входом блока, второй вход - с третьим входом блока а выход соединен с управляющим входо интегратора, информационный вход которого соединен с первым входом блока, а выход соединен с входом вычитаемого блока вычитания, вход уменьшаемого которого соединен с выходом регистра, а выход соединен с выходом блока.
4.Устройство по п.2, о т л и чающееся тем, что блок определения дотормозного пути заготовки содержит блок вычитания и регистр, выход которого соединен с входом вычитаемого блока вычитания, вход
.уменьшаемого которого соединен с входом блока, первый выход которого соединен со знаковым разрядом блока
вычитания, информационный выход которого соединен со вторым выходом блока.
5.Устройство по п.2, о т л и чающееся тем, что блок управления скоростью рольгангов содержит схему сравнения, две схемы И, два инвертора, причем вход первого инвертора соединен с первым входом блока, второй вход которого соединен с первыми входами первой и второй схем И вторые входы которых соединены с третьим входом блока, четвертый вход которого соединен с третьим входом второй схемы И и третьим входом первой cxeNibi И, четвертый вход которой соединен с выходом первого инвертора, пятый вход соединен с выходом второго инвертора, шестой вход соединен с пятым входом блока, шестой вход которого соединен с первым входом схемы сравнения, второй вход которой соединен с седьмым входом блока, а выход соединен с входом, второго инвертора и четвертым входом второй схемы И, выход которой соединен с первым выходом блока, второй выход которого соединен с выходом первой схемы И.
6.Устройство по п.2, отличающееся тем, что блок определения времени до конца отработки НМ содержит счетчик, блок вычитания, регистр, два формирователя, две схемы И, причем первый вход первой схемы И соединен с первым входом блока, второй вход которой соединен со вторым входом блока, третий вход которого соединен с первым входом второй схемы И, второй вход которой соединен с выходом первой схемы И и входами первого и второго формирователя, выход которого соединен с входом Установка О счетчика, вход которого соединен с выходом BTopofi схемы И, а выход соединен с входом вычитаемого блока вычитания и входом регистра,управлякндий вход которого соединен с выходом первого формирователя, а выход соединен с входом уменьшаемого блока вычитания, выход которого соединен с выходом блока,
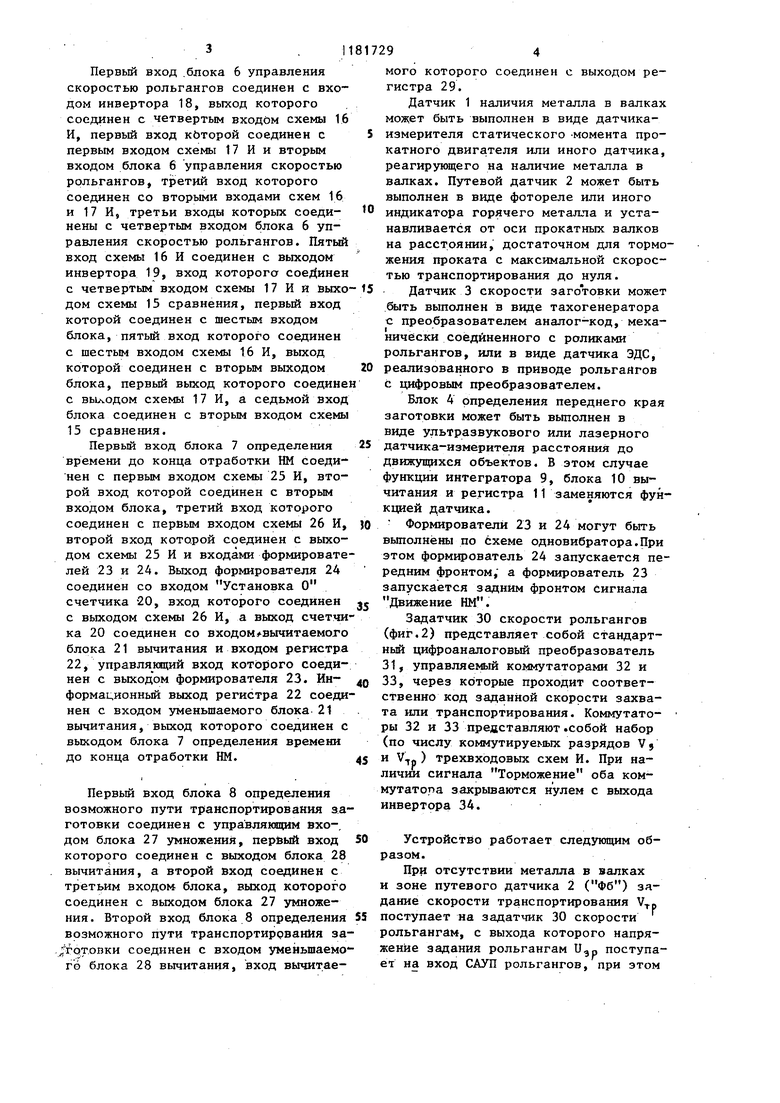
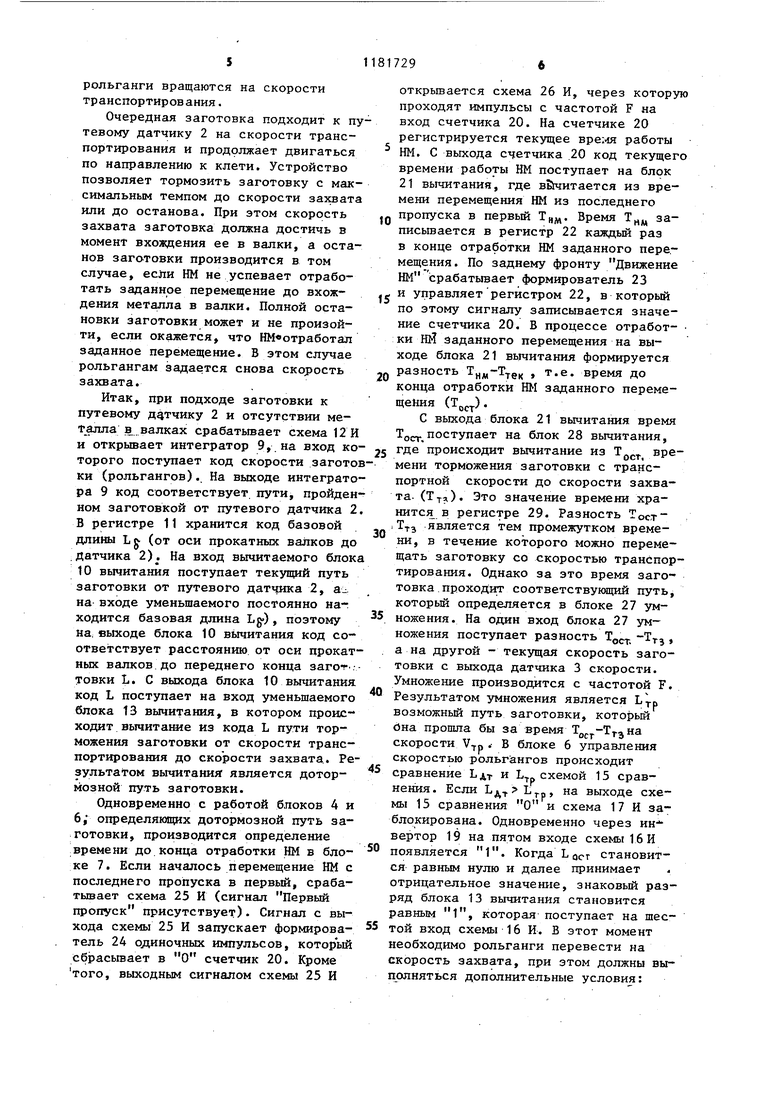
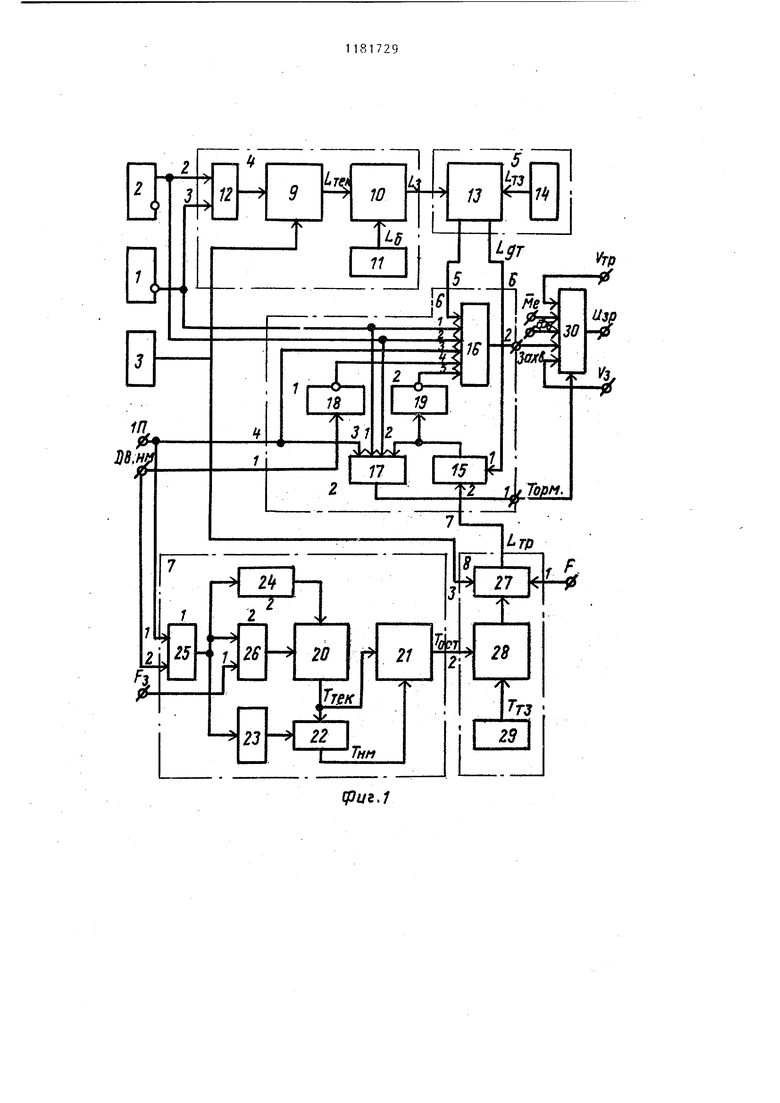
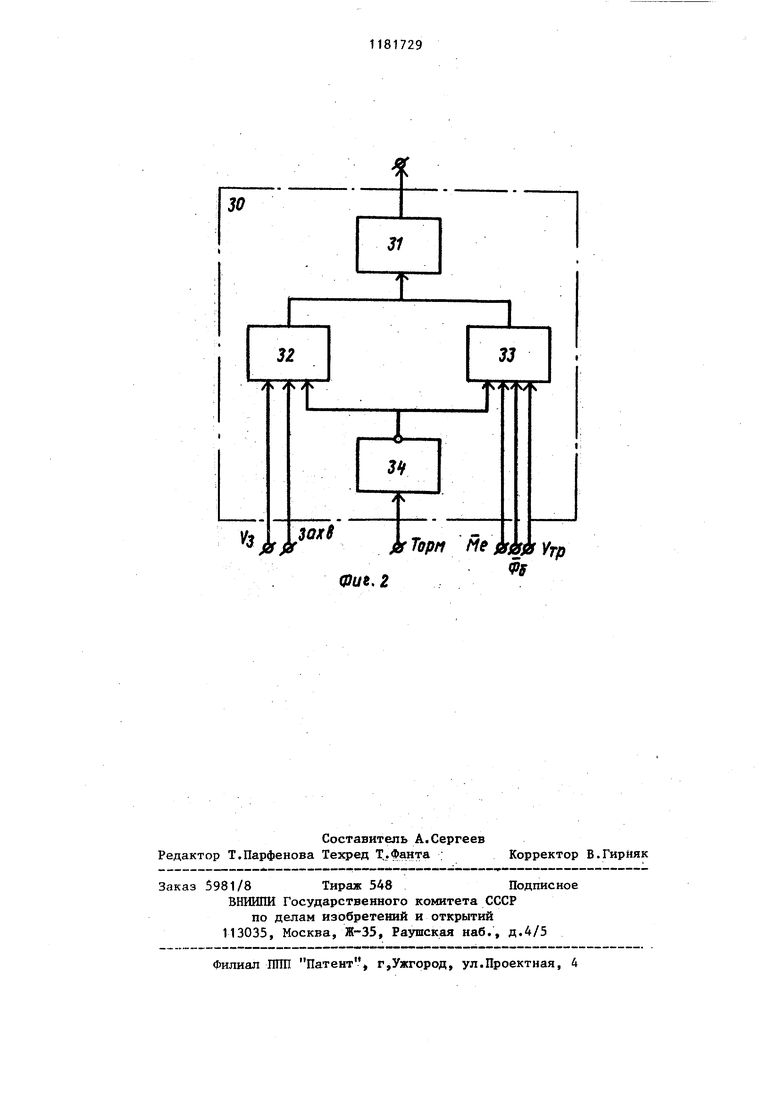
7.Устройство по п.2, отличающееся тем, что блок определения возможного пути транспортирования заготовки содержит блок умножения, блок вычитания и регистр, выход которого соединен с входом вычитаемого блока вычитания, вход уменьшаемого которого соединен со вторым входом блока, а выход соединен с первь1М входом блока умножения, второй вход которого соединен с третьим входом блока, первый вход которого соединен с управляющим входом блока умножения, а выход блока соединен с выходом блока умножения. Изобретение относится к автоматизации прокатного производства и может быть использовано в автоматизированных системах управления рольгангами на реверсивных станах, Цель изобретения - сокращение времени транспортирования. На фиг.1 представлена блок-схема устройства управления подачей очередной заготовки в реверсивную прокатную клеть на фиг.2 - схема задатчика скорости рольгангов. Блок-схема устройства управления подачей очередной заготовки в реверсивную прокатную клеть содержит датчик 1 наличия металла в валках, путевой датчик 2, датчик 3 скорости заготовки, блок 4 определения переднего края заготовки, блок 5 определения дотормозного пути заготовки, блок 6 управления скоростью рольгангов, блок 7определения времени до конца отработки нажимного механизма (НМ), блок 8определения возможного пути транспортирования заготовки, входы: Движение НМ, Первый пропуск, Частота, выходы: Захват, Торможение. Блок 4 определения переднего края заготовки содержит интегратор 9, блок 10 вычитания, регистр 11, схему 12 И Блок 5 определения дотормозного пу ти заготовки содержит блок 13 вычитания и регистр 14. Блок 6 управления скоростью рольгангов содержит схему 15 сравнения, схемы 16 и 17 И, инверторы 18 и 19. Блок 7 определения времени до конца отработки НМ содержит счетчик 20, блок 21 вычитания, регистр 22, формирователи 23 и 24, схемы 25 и 26 И. Блок 8 определения возможного пути транспортирования заготовки содержит блок 27 умножения, блок 28 вычитания и регистр. 29. Инверсный выход датчика 1 наличия металла в валках соединен со вторым входом блока 6 управления скоростью рольгангов и третьим входом блока 4 определения переднего края заготовки, второй вход которого соединен с прямым выходом путевого датчика 2 и третьим входом блока 6 управления скоростью рольгангов. Первый вход блока 4 определения переднего края заготовки соединен с третьим входом блока 8 определения возможного пути транспортирования заготовки и с выходом датчика 3 скорости. Выход блока 4 определения переднего края заготовки соединен со входом блока 5 определения дотормозного пути заготовки, первьй выход которого соединен с пятым, а второй выход с шестым входами блока 6 управления скоростью рольгангов, первый вход которого соединен со вторым входом блока 7 определения времени до конца отработки НМ и входом Движение НМ устройства, вход Первый пропуск которого соединен с первым входом блока 7 определ гния времени до конца обработки НМ и четвертым входом блока 6 управпемия скоростью рольгангов, седьмой вход которого соединен с выходом блока 8 определения возможного пути транспортирования заготовки. Первый выход блока 6 управления скоростью рольгангов, соединен с выходом Торможение устройства, а второй выход блока 6 управления скоростью рольгангов соединен с выходом Захват устройства, вход Частота которого соединен с третьим входом блока 7 определения времени до конца отработки НМ и первым входом блока 8 определения возможного пути транспортирования заготовки, второй вход которого соединен с выходом блока 7 определения времени до конца отработки НМ. Первый вход блока 4 определения переднего края заготовки соединен с информационным входом интегратора 9, управляющий вход которого соединен с выходом схемы 12 И, первый вКод которой соединен с вторым входом блока, третий вход которого соединен с вторым входом схемы 12 И. Выход интегратора 9 соединен с входом вычитаемого блока 10 вычитания, вход уменьшаемого которого соединен с выходом регистра 11, а выход блока 10 вычитания соединен с выходом блока 4 определения переднего края заготовки. Вход блока 5 определения дотормоз- ного пути соединен с входом уменьшаемого блока 13 вычитания, вход вычитаемого которого соединен с выходом регистра 14. Знаковый выход блока 13 вычитания соединен с первым выходом блока 5 определения дотормозного пути заготовки, а информационный выход блока вычитания 13 соединен с BTOpig выходом блока 5 определения oтopмoзнoгo пути заготовки. Первый вход .блока 6 управления скоростью рольгангов соединен с входом инвертора 18, выход которого соединен с четвертым входим схемы 16 И, первый вход кЬторой соединен с первым входом схемы 17 И и вторым входом блока 6 управления скоростью рольгангов, третий вход которого соединен со вторыми входами схем 16 и 17 И, третьи входы которых соединены с четвертым входом блока 6 управления скоростью рольгангов. Пятый вход схемы 16 И соединен с выходом инвертора 19, вход которого соеДинен с четвертым входом схемы 17 И и выхо дом схемы 15 сравнения, первый вход которой соединен с шестым входом блока, пятый вход которого соединен с шестьм входом схемы 16 И, выход которой соединен с вторым выходом блока, первьй выход которого соедине с выводом схемы 17 И, а седьмой вход блока соединен с вторым входом схемы 15 сравнения. Первый вход блока 7 определения времени до конца отработки НМ соединен с первым входом схемы 25 И, второй вход которой соединен с вторым входом блока, третий вход которого соединен с первым входом схемы 26 И, второй вход которой соединен с выходом схемы 25 И и входами формировате лей 23 и 24. Выход формирователя 24 соединен со входом Установка О счетчика 20, вход которого соединен с выходом схемы 26 И, а выход счетчи ка 20 соединен со входом вычитаемого блока 21 вычитания и входом регистра 22, управляющий вход которого соединен с выходом формирователя 23. Информационньй выход регистра 22 соеди нен с входом уменьшаемого блока 21 вычитания, выход которого соединен с выходом блока 7 определения времени до конца отработки НМ. Первый вход блока 8 определения возможного пути транспортирования заготовки соединен с управляющим вхо-, дом блока 27 умножения, первый вход которого соединен с выходом блока 28 вычитания, а второй вход соединен с третьим входом блока, выход которого соединен с выходом блока 27 умножения. Второй вход блока 8 определения возможного пути транспортиррванйя за гот.овки соединен с входом уменьшаемо го блока 28 вычитания, вход вычитаемого которого соединен с выходом регистра 29. Датчик 1 наличия металла в валках может быть выполнен в виде датчикаизмерителя статического -момента прокатного двигателя или иного датчика, реагируницего на наличие металла в валках. Путевой датчик 2 может быть выполнен в виде фотореле или иного индикатора горячего металла и устанавливается от оси прокатных валков на расстоянии, достаточном для торможения проката с максимальной скоростью транспортирования до нуля. Датчик 3 скорости заготовки может ,бытъ выполнен в виде тахогенератора с преобразователем аналог-код, механически соединенного с роликами рольгангов, или в виде датчика ЭДС, реализованного в приводе рольгангов с цифровым преобразователем. Блок 4 определения переднего края заготовки может быть вьтолнен в виде ультразвукового или лазерного датчика-измерителя расстояния до движущихся объектов. В этом случае функции интегратора 9, блока 10 вычитания и регистра 11 заменяются функцией датчика. Формирователи 23 и 24 могут быть выполнены по схеме одновибратора.При этом формирователь 24 запускается передним фронтом; а формирователь 23 запускается задним фронтом сигнала Движение НМ. Задатчик 30 скорости рольгангов (фиг.2) представляет собой стандартный цифроаналоговый преобразователь 31, управляемый коммутаторами 32 и 33, через кЬторые проходит соответственно код заданной скорости захвата или транспортирования. Коммутато- ры 32 и 33 представляют.собой набор (по числу коммутируемых разрядов Vj и ) трехвходовых схем И. При наличии сигнала Торможение оба коммутатора закрьшаются нулем с выхода инвертора 34. Устройство работает следующим образом. ПРИ отсутствии металла в валках и зоне путевого датчика 2 (Фб) задание скорости транспортирования поступает на задатчик 30 скорости рольгангам, с выхода которого напряжение задания рольгангам U,p поступает на вход САУП рольгангов, при этом
рольганги вращаются на скорости транспортирования.
Очередная заготовка подходит к путевому датчику 2 на скорости транспортирования и продолжает двигаться по направлению к клети. Устройство позволяет тормозить заготовку с максимальным темпом до скорости захвата или до останова. При этом скорость захвата заготовка должна достичь в момент вхождения ее в валки, а останов заготовки производится в том случае, если НМ не успевает отработать заданное перемещение до вхождения металла в валки. Полной остановки заготовки может и не произойти, если окажется, что НМ«отработал заданное перемещение. В этом случае рольгангам задается снова скорость захвата.
Итак, при подходе заготовки к путевому датчику 2 и отсутствии металла в валках срабатьгоает схема 12 И и открьшает интегратор 9,.на вход которого поступает код скорости заготовки (рольгангов). На выходе интегратора 9 код соответствует пути, пройденном заготовкой от путевого датчика 2 В регистре 11 хранится код базовой длины L t (от оси прокатных валков до .датчика 2). На вход вычитаемого блока 10 вычитания поступает текущий путь заготовки от путевого датчика 2, а-. на входе уменьшаемого постоянно находится базовая длина Lg-) , поэтому на; выходе блока 10 вычитания код соответствует расстоянию от оси прокатных валков до переднего конца загог. товки L. С выхода блока 10 вычитания код L поступает на вход уменьшаемого блока 13 вычитания, в котором происходит вычитание из кода L пути торможения заготовки от скорости транспортирования до скорости захвата. Результатом вычитания является дотормозной путь заготовки.
Одновременно с работой блоков 4 и 6; определяющих дотормозной путь заготовки, производится определение времени до конца отработки НМ в блоке 7. Если началось перемещение НМ с последнего пропуска в первый, срабатывает схема 25 И (сигнал Первый пропуск присутствует). Сигнал с выхода схемы 25 И запускает формирователь 24 одиночных импульсов, который сбрасьгаает в О счетчик 20. Кроме того, выходным сигналом схемы 25 И
открьшается схема 26 И, через которую проходят импульсы с частотой F на вход счетчика 20. На счетчике 20 регистрируется текущее вре;.1я работы НМ. С выхода счетчика .20 код текущег времени работы НМ поступает на блок 21 вычитания, где в&читается из времени перемещения НМ из последнего пропуска в первый Время , записьшается в регистр 22 каждый раз в конце отработки НМ заданного перемещения. По заднему фронту Движение НМ срабатьшает формирователь 23 и управляет регистром 22, в который по этому сигналу записывается значение счетчика 20. В процессе отработки НИ заданного перемещения на выходе блока 21 вычитания формируется разность , т.е. время до конца отработки НМ заданного перемещения (Т(,.р.
С выхода блока 21 вычитания время поступает на блок 28 вычитания, где происходит вычитание из времени торможения заготовки с транспортной скорости до скорости захвата. (Тf). Это значение времени хранится в регистре 29. Разность Тост ,Ттз является тем промежутком времени, в течение которого можно перемещать заготовку со скоростью транспортирования. Однако за это время заготовка . проходит соответствующий путь, который определяется в блоке 27 умножения. На один вход блока 27 умножения поступает разность тз а на другой - текущая скорость заготовки с выхода датчика 3 скорости. Умножение производится с частотой F. Результатом умножения является Ljp возможный путь заготовки, которьй Она прошла бы за зремя1 -Тг- на скорости . В блоке 6 управления скоростью рольгангов происходит сравнение Ьдт и Ц схемой 15 сравнения. Если , на выходе схемы 15 сравнения О и схема 17 И заблокирована. Одновременно через инвертор 19 на пятом входе схемы 16 И появляется 1. Когда LQCT становится равным нулю и далее принимает . отрицательное значение, знаковый разряд блока 13 вычитания становится равным 1, которая поступает на шестой вход схемы 16 И. В этот момент необходимо рольганги перевести на скорость захвата, при этом должны выполняться дополнительные условия:
металла еще нет в валках (Me), датчи 2 сработал, сигнал Движение НМ отсутствует и все это происходит в 1-м пропуске (). Все эти условия в виде сигналов Me, Фб, 1П, Движение НМ, поступают на 1-4 входы схемы 16 И, С выхода схеMbi 16 И сигнал 1 поступает на выход устройства Захват, который через задатчик 30 скорости рольгангам коммутирует напряжение задания скорости захвата рольгангами в САУЛ рольгангов.В случае если ., 1 с выхода схемы 15 сравнения открывает схему 17 И вместе с сигналами Ме, Фб, Ш. Выходной сигнал схемы 17 И поступает на выход Торможение устройства, который устанавливает.на выходе задатчика 30 скорости .
Условие Ъдт «: может возникнуть только в период движения НМ. Когда перемещение НМ закончено Т 0 и Lyp становится отрицательной величиной, схема 15 сравнения выдает результат ЬотЬтр, т.е. на ее выходе
появится 1, что приводит к срабатыванию выхода Захват и блокированию выхода Торможение устройства. Рольганги посредством задатчика 30 скорости переводятся на скорость захвата. Перевод рольгангов на соответствукяцую скорость производит САУЛ, ко(торая обеспечивает заданную интенсивность торможения или разгона.
После захвата металла валками в первом пропуске устройство заканчивает свою работу, а рольганги переводятся в синхронный с главным приводом режим работы.
Предлагаемый способ и устройство управления подачей очередной заготовки в реверсивную прокатную клеть по сравнению с прототипом позволяют
20 практически свести к нулю потери времени, обусловленные задержкой транспортирования очередной заготовки к реверсивной прокатной клети, и таким образом повысить пропускную способность реверсивной клети, что приводит к повьшению производительности участка клети.
р
-0
30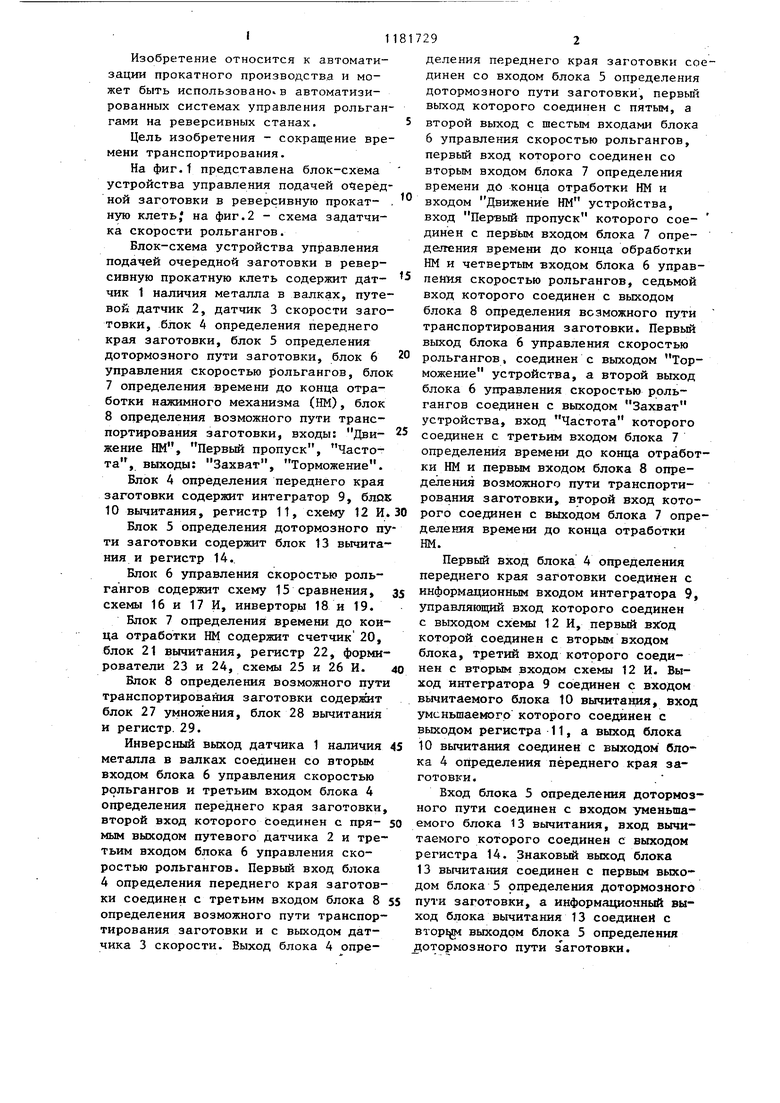
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования температуры прокатываемого металла на реверсивном стане | 1976 |
|
SU598671A1 |
| Устройство определения текущих координат металла на реверсивном прокатном стане горячей прокатки | 1977 |
|
SU686793A1 |
| Способ стабилизации толщины листа на реверсивном стане | 1990 |
|
SU1719121A1 |
| Устройство для управления темпом выдачи заготовок из печей | 1981 |
|
SU1018738A1 |
| Устройство для управления реверсом рольгангов | 1985 |
|
SU1477491A1 |
| Устройство для определения скорости входа металла в клеть при прокатке | 1981 |
|
SU939149A1 |
| Устройство для управления приводными двигателями валков горизонтальных клетей толстолистовых и широкополосных станов горячей прокатки | 2023 |
|
RU2809888C1 |
| Способ управления скоростным режимом при реверсивной прокатке и устройство для его осуществления | 1989 |
|
SU1632538A1 |
| Электропривод рабочего рольганга | 1983 |
|
SU1129709A1 |
| Устройство для контроля температуры заготовок перед прокаткой | 1990 |
|
SU1763062A1 |
1. Способ управления подачей заготовки в реверсивную прокатную клеть, включающий предварительное измерение времени перемещения нажимного механизма (НМ) от последнего пропуска в первый, измерение текущего времени перемещения НМ, фиксирование момента додхода заготовки на заданное расстояние в клети, отличающийся тем, что, с целью сокращения времени транспортирования, дополнительно определяют расстояние от переднего края заготов-i ки до оси прокатных валков с момента подхода заготовки на заданное -расстояние к клети, определяют дотормозной путь заготовки, определяют время до конца отработки НМ заданного расстояния, определяют возможный путь транспортирования заготовки за время до конца отработки НМ заданного расстояния, сравнивают дотормозной путь заготовки с возможным путем транспортирования, снижают скорость рольгангов до скорости захвата после прохождения заготовкой дотормозного пути, если дотормозной путь был больше возможного пути транспортирования заготовки, снижают скорость рольгангов до нуля, если дотормозной путь меньше возможного пути транспортирования заготовки, и переводят рольганги на скорость захвата после отработки ИМ заданного перемещения. 2. Устройство управления подачей заготовки в реверсивную прокатную клеть, содержащее датчик наличия металла в валках, путевой датчик, блок управления скоростью рольгангов, первый вход которого соединен с входом устройства Движение НМ, второй вход соединен с инверсным выходом датчика наличия металла в валках, третий вход соединен с прямым выходом путевого датчика, отличающееся тем, что, с це- лью сокращения времени транспортирования, в него дополнительно введены датчик скорости заготовки,, блок определения переднего края заготовки, блок определения дотормозного пути заготовки,блок определения времени до конца отработки НМ, блок определения возможного пути транспортирования заготовки, вход Первый пропуск соединен с первым входом блока определения времени до конца отработки НМ и четвертым входом блока управления скоростью рольгангов, пятый вход которого соединен с первым выходом блока определения дотормозного пути, второй выход которого соединен с шестым входом блока управления скоростью рольгангов, седьмой вход
%
, Тгек
/ ч
Гтз
23
97г/е./
0ui.2
| Устройство вычислительное приводов УВ-П | |||
| Техническое описание и инструкция по эксплуатации | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
