(54) УСТРОЙСТВО ОПРЕДЕЛЕН1 Я ТЕКУЩИХ КООРДИНАТ МЕТАЛЛА НА РЕВЕРСИВНОМ ПРОКАТНОМ СТАНЕ ГОРЯЧЕЙ ПРОКАТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления подачей заготовки в реверсивную прокатную клеть и устройство для его реализации | 1983 |
|
SU1181729A1 |
| Устройство автоматического торможения проката до заданной скорости | 1979 |
|
SU908442A1 |
| Способ управления скоростным режимом при реверсивной прокатке и устройство для его осуществления | 1989 |
|
SU1632538A1 |
| Устройство для определения скорости входа металла в клеть при прокатке | 1981 |
|
SU939149A1 |
| Датчик наличия металла в валках прокатной клети | 1989 |
|
SU1676696A1 |
| Устройство для автоматического торможения проката до заданной скорости | 1986 |
|
SU1371729A1 |
| Способ определения непрокатанной длины слитка в функции угла поворота прокатных валков и устройство для его осуществления | 1980 |
|
SU908444A1 |
| Устройство для автоматического регулирования толщины полосы на прокатном стане | 1981 |
|
SU1014614A1 |
| ПРОЦЕССОР ДЛЯ ЦИФРОВОЙ СИСТЕМЫ ОБРАБОТКИ ДАННЫХ | 1971 |
|
SU305477A1 |
| Устройство для коррекции начала торможения привода прокатных валков | 1988 |
|
SU1533794A1 |
Изобретение относится к области автоматизации и иожет использоваться в информационных подсистемах автоматизированных систем управления технологическими процессами (АСУ ТП) прокатных станов.
Известно устройство слежения за перемещением изделий по конвейеру 1, Устройство содержит датчик пеоемещенип и датчик установки, подключенный к одним из входов ячеек памяти, выходы которых через собирательную схему соединены с первым входом адресного блока, второй вход которого соединен с выходом двоичного счетчика, кроме того, для повышения надежности устройство содержит кольцевой распределитель, генератор опроса и логический блок, один из входов которого соединен с выходом генератора опроса, соединенного с датчиком установки, второй выход.которого подключен к входам ячеек памяти, другие входы логического блока соединены с выходами кольцевого распределителя, входы которого подклчены к датчику перемещения, выходы логического блока подключены соответственно к входу двоичного счетчи на, второй выход которого подключен к генератору опроса и к другим входам ячеек памяти.
Однако с помощью такого устройства нельзя определить текущие координаты металла на стане (его размеры и положение) с учетом различных значений углов поворота рольгангов и прокатных валков, а также с учетом опере0жения и отставания металла в валках при обжатии.
Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство
5 определения положения металла на реверсивных обжимных станах 2.
Устройство содержит 16 датчиков положения металла (фотореле), датчик угла поворота прокатных валков, дат0чики угла поворота переднего и заднего рабочих рольгангов, датчик - измеритель статического момента (днем) прокатного двигателя и вычислительный блок ,
5
Одна группа фотореле прорматривает начало рабочего рольганга до линеек манипулятора, другая группа фотореле просматривает зону между линейками перед станом, базовое фо0
тореле индицирует наличие метгшла перед станом на фиксированном (базовом) расстоянии от оси валков,.два фотореле индицируют наличие металла в зоне между станинными роликами передней и задней сторон стана и проKaTHbEVM валками. Одно фотореле индицирует наличие металла в районе оси прокатных валов, еще одно фотореле является задним базовым, третья группа .фотореле просматривает зону межцу линейками за станом.
Перечисленные фотореле, а также упомянутые датчики угла поворота прокатных Балков и рабочих рольгангов даем являются необходимыми длч определения положения металла в зоне рабочих рольгангов - наиболее ответственном участке прокатного стана. Для определения положения металла на приемном, раскатном и отводящем роль Рангах используются дополнительные фотореле.
С помощью вычислительного блока этого устройства производится определение расстояния начала прокатываемой заготовки от оси прокатных валков, т.е, коорд1-шаты переднего конца заготовки.
Для станов различной производительности количество фотореле, установленнь1х в зоне рабочих рольгангов, находится S пределах 10-45 штук.
Недостатком этого устройства является необходимость в установке большого числа фотореле вдоль линии прохождения металлом определенных точек и зон на стане. Особенно затруднительным является установка фотореле в непосредственной блиэойти от оси валкоз, где имеется большое количество воды, пара, нагретой пылиf, разлетающейся окалины, имеют место силыгые вибрации и удары. В силу тяжельог условий работы, фотореле часто выходят из строя или дают ложную информацию о металле (не видят его или не реагируют на разлетающуюся окапину), Последнее приводит к необх.одимости троирования фотореле, работающих в тяжелых условиях. Все фотореле, кроме того, должны быть строго свизированы, т.е. необходимо периодически проверять правильность установки всех фотореле.
Другим недостатком этого устройства является отсутствие точной координаты положения металла на стане вследствие того, что фотореле установлены на определенном расстоянии друг от друга (в случае, если они узкоугольные). В случае применения широкоугольных фотореле положение металла остается неопределенным в зоне видимости.фотореле, кроме того, под воздействием различных дестабилизирующих факторов на схему фо тореле начало и конец зоны видимости фотореле также нестабильны.
Третьим недостатком этого устройтва явлйется большая погрешность в пределении недокатанной длины и роизводных вычислений от этого пааметра вследствие того, что цена мпульса датчика угла поворота проатных валков не является постоянной величиной, а зависит от диаметра валкоы, который в процессе работы (до перевалки) может уменьиаться на 10-15%. Кроме того, даже первоначальные диаметры в различных калибрах дного валка отличаются на 25-35%. И в дополнение ко всему этому, способ определения недокатанной длины, осуществляемый в устройстве, не учитывает отставание и опережение металла в валках, в результате чего вносится дополнительная погрешность в пределах 3 ... 6 %.
Цель изобретения - повЕлиение точности и достоверности определения текущих координат металла на реверсивном прокатном стане и представление информации о положении металла на стане в виде модели.
Это достигается тем, что в. устройство, содержащее датчик конца раската, датчик наличия металла в валках,передний и задний базовые датчики наличия металла, датчики угла поворота переднего рольганга, заднего рольганга и прокатных валков, схемы И, дополнительно ввалены два регистра сдвига, два блока умножения и блок хранения коэффициентов, к входам которого подсоединены прямые и инверсные выхоДы базового датчика до клети,базового датчика после клети,прямые и инверсные выходы датчика наличия металла в валках, выход датчика угла поворота прокатных валков, прямой и инверсный выход кода номера пропуска,вход Запись и вход Автомат, а одна часть информационных выходов блока хранения коэффициентов соединена с информационными входами первого блока умножения, вторая часть информационньгх выходов блока соединена с информационнь2 1И входами второго блока умножения, синхронизирующие входы которых соединены с выходом датчика угла поворота прокатных валков, а выход атчика конца раската соединен с первым входом Запись первого регистра сдвига, первый вход которого соединен с выходами первой и второй схемы И, входы которой соединены с прямым выходом датчика наличия металла в валксьх, выходом первого блока умножения, первым разрядом инверсного кода номера пропуска и первым входом первой схемы И, два других входа которой соединены с прямым выходом датчика угла поворота переднего рольганга и инверсным выходом датчика наличия металла в валках, прямой выход которого соединен с первым входом третьей схемы И, два дру гих входа которой соединены с выходом второго блока умножения и первым разрядом инверсного кода номера пропуска, первый разряд прямого кода номера пропуска соединен с первыми входами четвертой и пятой схем И, вторые входы которых соединены с инверсным выходом датчика наличия металла в валках, третьи входы четвертой и пятой схем И соединены соотве ственно с прямым и реверсивным выходами датчика угла поворота заднего рабочего рольганга, выходы третьей и четвертой схем И соединены со входом второго регистра сдвига, второй вход которого соединен с выходами пятой и шестой схем И, входы которой соединены с выходом второго блока умножения, прямым выходом датчика наличия металла в валках, первым разрядом прямого кода номера пропуска и первым входом седьмой схемы И, два других входа которой соединены с выходом первого блока умножения и прямым выходом датчика наличия металла в валках, инверсный выход которого соединен с первым входом восьмой схемы И, два других входа которой соединены с реверсивньм выходом датчика угла поворота переднего рабочего рольганга и первым разрядом инверсного кода номера пропуска, выходы седьмой и восьмой схем И соединены со вторым входом первого регистра сдвига, второй вход Запись которого соединен с выходом девятой схемы И, входы которой соединены с первым разряде. прямого кода номера пропуска, прямым выходом датчика наличия металла в валках и первым входом десятой схемы И, второй вход которой соединен с с первым разрядом инверсного кода номера пропуска, выход десятой схемы И соединен со входом Запись второго регистра сдвига, выходы которого и выходы первого регистра сдвига соединены с выходом устройства.
Кроме того, блок умножения содержит накапливаю1ций сумматор, схему И, схему ИЛИ и элемент задержки, причем информационные входы накапливающего сумматора и один из входов схемы И соединены с информационными входами блока умножения, синхронизирующий вход которого соединен со вторым входом схемы И и синхронизирующим входом накапливающего.сумматора, выход старшего разряда которого через элемент задержки .соединен с одним из входов схемы ИЛИ, второй вход которой соединен с выходом схемы И, а выход схемы ИЛИ соединен с вьЬсодом блока умножения.
Блок хранения коэффициентов содержит элементы задержки, формиро.ватели, коммутаторы, счетчики, арифметический блок, блок оперативной памяти, блок задержки, схему ИЛИ и схемы И, причем первые входы первой, второй, третьей и четвертой схем И соединены с прямым выходом датчика наличия металла в валках, вторые входы первой и второй схем И соединены с инверсным выходом базового датчика наличия металла до клети, а вторые входы третьей и четвертой схем И соединены с инверсным выходом базового датчика наличия металла после клети, третьи входы первой и третьей схем И соединены с первьм разряде инверсного кода номера пропуска, а третьи входы второй и чет5вертой схем И соединены с первым .разрядом прямого кода номера пропуска, выходы первой и второй схем И соединены со входом первого счетчика, счетный вход которого соединен
0 со счетньм входом второго счетчика и с BioxcflOM датчика угла поворота прокатных валков, вход второго счетчика соединен с выходами третьей и четвертой схем И, выходы счетчиков 5 соединены с информационными входами коммутаторов, а входы сброссчетчиков соединены с первым вхадом пятой схемы И и выходом первого эл 1ен-та задержки, вход которого соединен
0 с инверсным выходом датчика найличия металлд в валках, выход которого соединен с первьм входом шестой схемы И, второй вход которой с едкнен с прямым вы :одом базового ,ц тчика наличия металла до клети, а тре5тий вход соединен с первьз-. разрядом прямого кода номера пропуска и с первым входом седьмой схемы И, второй вход которой соединен с икварсным выходом датчика наличия металла
0 в валках, выход седьмо схемл и и выход шестой схемы И соед нег:ы со входом первого формирователя, выход которого соединен с nepsbjvt зхологсхемы ИЛИ, первым ком1иутирующим нйо5дом арифметического блока и стробирутощим входом первогс коьэ- Татора, информационные выходы которого и информационные выходы второго KOMviyTaтора соединены с информационными
0 входами арифметического блока, с .сробирующий вход которого соединен с выходом второго элемента Эс1,, . вход которого соединен с выходом схемы ИЛИ, второй вход которой соединен со вторые кOMrviyтирующим входом арифметического блока, строблрующим входсм второго коммутатора и выходом второго форь-ь-прОБателй, вход KOTOpoio соединен с Bbixo.aaivin
0 восьмой и девятой схем И, первые входы которых соединены с первым разрядом инверсного кода номера про-., пуска, второй вход восьмой схемы И соединен с прямым выходом базового
в датчика наличия металла после клети,
второй вход девятой схемы И .соединен с икверсньлм выходом датчика наличия металла в залках, прямой выход которого соединен с третьим входом восьмой схемы И и первым входом десятой схемы И, второй вход которой соединен с входом Автомат устройства, а выход соединен со входом .третьего формирователя, выход которого соединен со входом Считьшание блока оперативной паЗапись
мяти, вхо,ц
которого соединен с выходом пятой схемы И, второ вход которой соединен с входом Запись устройства, а прямой иинверсный код номера пропуска соединены со входами блока задержки, выходы которого соединены с адресньлми входами блока оперативной памяти, информационные входы которого соединены с информационными вьс одами арифметического блока, часть информационных выходов блока оперативной памяти соединена с информационными входаг-ш первого блока умнояеения, а вторая часть информгщионных выходов соединена с инфор 5ационными входами второго блока умножения.
На фиг, 1 изображено устройство определения координат металла на реверсивном прокатном стане на фиг. 2 - схематическое расположение на линии прокатного стана технологических датчиков, входящих в устройство.
Устройство состоит из датчика 1 конца раската, датчика 2 наличия металла в валках, базового датчика 3 наличия металла до клети, базового датчика 4 наличия металла после клети, датчика 5 угла поворота переднего рабочего рольганга, датчика 6 угла поворота заднего рабочего рольганга, датчика 7 угла поворота прокатных валков, схеи 8 - 1 -И, регистров 18, 19 сдвига блоков 20 и 21 умножениг:, бло;:г, 22 хранения коэффициентов опере: енияг и отстааания металла в валках.
Блок 20 и 21 умножания состоит из накапливающего сумматора 23, схе1мы И 24, схемы ИЛИ 25 и схемы 26 задержки.
Блок 22 содержит схемы И 27-36, схему ИЛИ 37, фоЕглирователи 38-40, кo лyтaтopьз 41 и 42,счетчики 43 и 44 арифметический блок 45, элементы 46 и 47, задержки, блок 48 оперативной памяти, блок 49 задержки.
Датчик 1 конца раската может быть выполнен в виде фотореле или liKoro индикатора горячего, металла. и устанавливается в начале переднего рабочего рольганга 50 (см. фиг. 2). Датчик 2 наличия металла в валках может быть выполнен в виде датчика-измерителя статического момента (ДИСМ) прокатного двигателя или иного датчика, реагир ющего на наличие металла в.валках 51, в некоторых случаях датчик 2 наличия металла в валках может состоять из нескольких устройств, определяющих по различным пар 1метрам наличие металла в валках, выходные сигналы которых после логической обработки формируют итоговый сигнал: металл в валках или металла нет в валках . Базовый датчик 3 наличия металла до клети выполняется анаилогично датчику 1 и устанавливается на фиксированног. (базовом) расстоянии от оси валков 51 в зоне переднего рабочего рольганга 50. Аналогичным по исполнению является базовый датчик 4 наличия металла после клети который устанавливается на таком же фиксированном (базовом) расстоянии от оси валков 51 в зоне заднего рабочего рольганга 52, Датчик 5 и 6 угла поворота переднего рабочего рольганга и заднего рабочего рольганга могут быть выполнены в виде импульсных датчиков с раздельнЕами выходами сигналов для пршиюго и реверсивного вращения рольганга, причем чи.сло импульсос на выходе датчика пропорционально углу поворота рольганга или, при известном диаметре роликов рольганга, число импульсов соответствует лчиейному перемещениьэ цилиндрической образующей ролика рольганга или, то же самое линейному перемещению находящегося на рольганге .--.еталла.
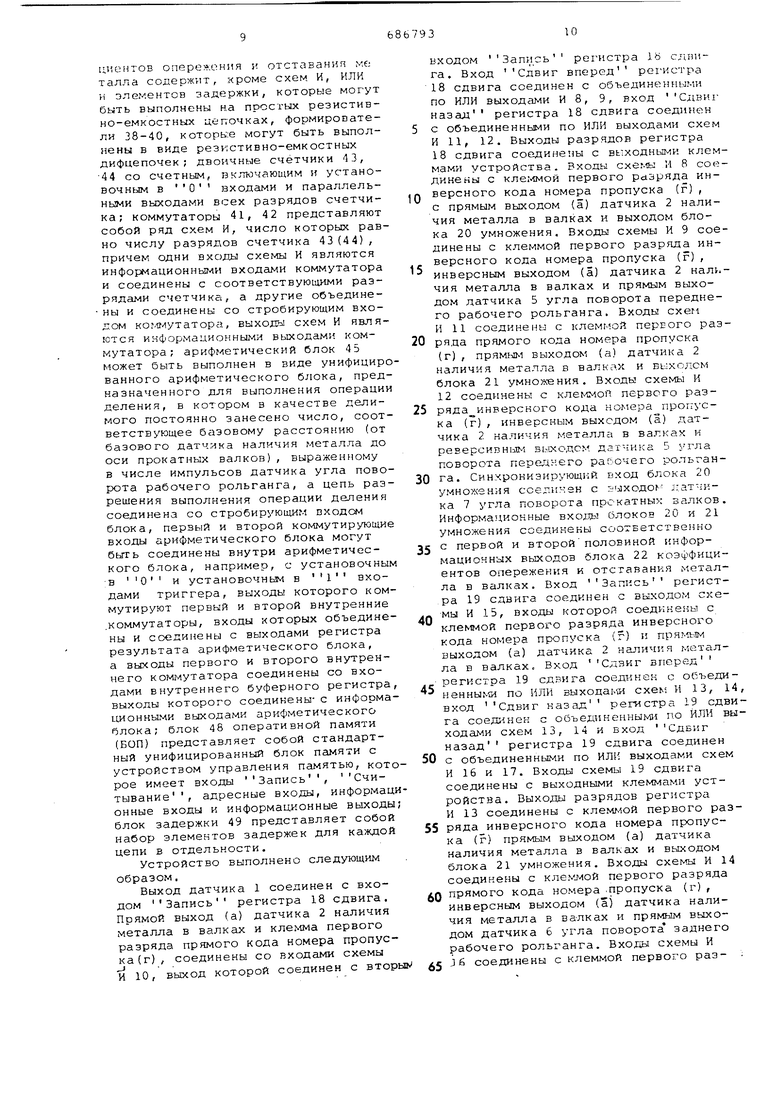
Датчик 5 угла поворота переднего рабочего ро 1ьганга 50 и датчик 6 угла заднего рабочего рольганга 52 располагаются и механически сочленяются с приводамисоответственно переднего и заднего рабочих рольгангов. Датчик 7 угла поворота прокатных валков 51 аналогичен датчикам угла поворота рабочих рольгангов и механически сочленяются с приводом npoKaTHfcjs валков. И 8, 9, 11-14, 16, 17 выполнены на микросхемах с возможностью объединения по ИЛИ без дополнительны логических элементов путем соединения их выходных выводов. Регистры 18, 19 сдвига представляют собой универсальные регистры сдвига со сдвигом вперед и назад, параллельным выводом информации всех разрядов и входами запись с двух сторон. Разрядност сдвигового регистра определяется линейньФ«и размерами рабочего рольганга в пересчете на число импульсов датчика угла поворота рабочего рольганга. Блоки 20, 21 умножения выполнены идентично и могут представлять собой в отдельности унифицированньай арифметический блок или могут быть выполнены по упрощенной схеме, в состав которой входят накапливающий сумматор 23, схема И 24, ИЛИ 25 и элемент 26 задержки. Блок 22 коэффицчентов опережения и отставании ме; талла содержит, кроме схем И, ИЛИ и эле -1ентоа задержки, которые могут быть выполнены на простых резистнвно-емкостных цепочках, формирователи 38-40, которые могут быть выполнены в виде резистивно-емкостных дифцепочек ; двоичные счетчики 113, 44 со счетным, включающим и установочным в О входами и параллельными выходами всех разрядов счетчика; коммутаторы 41, 42 представляют собой ряд схем И, число которых равно числу разрядов счетчика 43(44), причем одни входы схемы И являются информационными входами коммутатора и соединены с соответствующими разрядами счетчика, а другие объединены и соединены со стробирующим входом ког.мутатора, выходу схем И являются информационными выходами коммутатора; арифметический блок 45 может быть выполнен в виде унифицированного арифметического блока, предназначенного для выполнения операции деления, в котором в качестве делимого постоянно занесено число, соответствующее базовому расстоянию (от базового датчика наличия металла до оси прокатных валков), выраженному в числе импульсов датчика угла поворота рабочего рольганга, а цепь разрешения выполнения операции деления соединена со стробирующим входом блока, первый и второй коммутирующие входы арифметического блока могут быть соединены внутри арифметического блока, например, с установочным :в О и установочньм в входами триггера, выходы которого коммутируют первый и второй внутренние .коммутаторы, входы которых объединены и соединены с выходами регистра результата арифметического блока, а выходы первого и второго внутреннего коммутатора соединены со входами внутреннего буферного регистра, выходы которого соединены- с информаилонными выходами арифметического блока; блок 48 оперативной памяти (БОП) представляет собой стандартный унифицированный блок Пс1МЯТИ с
устройством управления памятью, которое имеет входы Запись, Считывание, адресные входы, информационные входы и информационные выходы блок задержки 49 представляет собой набор элементов задержек для каждой цепи в отдельности.
Устройство выполнено следующим образом.
Выход датчика 1 соединен с входом Запись регистра 18 сдвига. Прямой выход (а) датчика 2 наличия металла в валках и клемма первого разряда прямого кода номера пропуска (г) , соединены со входами схемы И 10, выход которой соединен с вторь
входом Запись рех-истра 1Ь сдвига. Вход Сдвиг вперед регистра 18 сдвига соединен с объединенными по ИЛИ выходами И 8, 9, вход Сдвиг назад регистра 18 сдвига соединен с объединенными по ИЛИ выходами схем И 11, 12. Выходы разрядов регистра 18 сдвига соединены с выходными клеммами устройства. Входы схемы М 8 соединены с кле;-5мой первого разряда инверсного кода номера пропуска (г), с прямым выходом (а) датчика 2 наличия металла в валках и выходом блока 20 умножения. Входы схемы И 9 соединены с клеммой первого разряда инверсного кода номера пропуска (г),
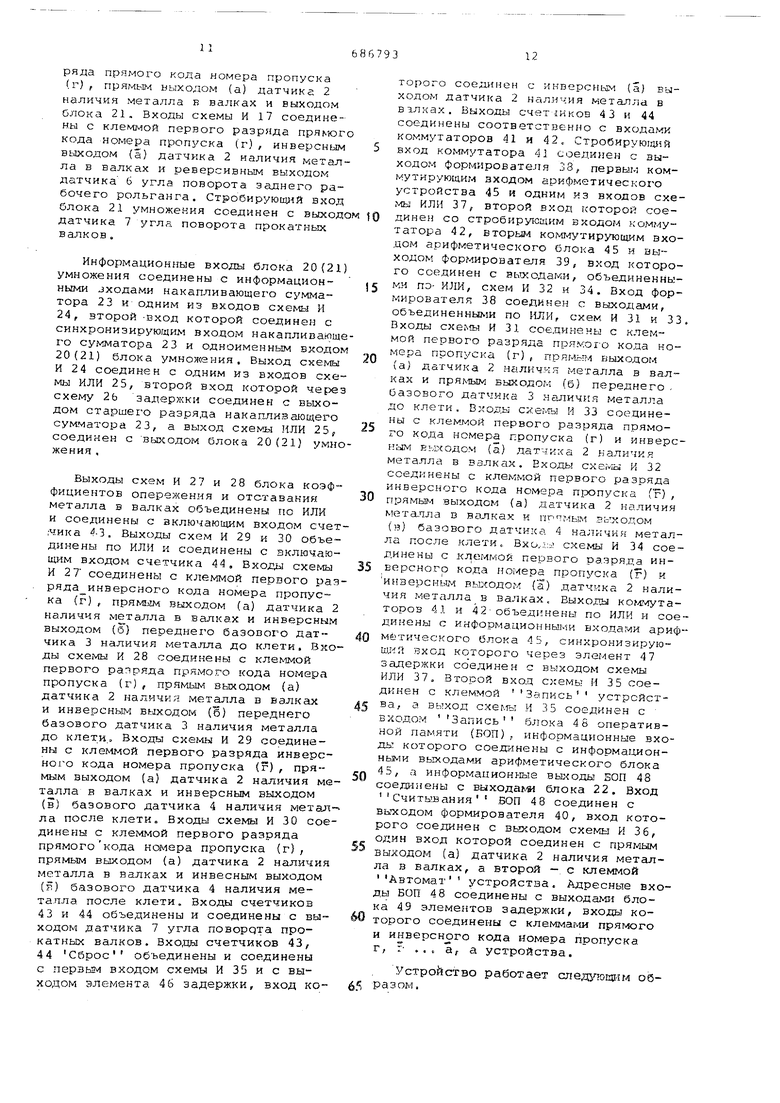
5 инверсным выходом (а) датчика 2 нал.чия металла в валках и прямым выходом датчика 5 угла поворота переднего рабочего рольганга. Входы схем И 11 соединены с клеммой первого раз0ряда прямого кода номера пропуска (г) , выходом (а) датчика 2 наличия металла в валкпх и выколем блока 21 умножения. Входы схемы И 12 соединены с первого раз5ряда инверсного кода номера проп ска (г), инверсным выходом (а) датчика 2 наличия металла в валках и реверсивным вькодом датчика 5 угла поворота переднего рабочего рольганга. Синхронизирующ1-:й вход блока 20
0 умножения соелинек с э Jxoдo л.атчика 7 угла поворота прокатных залков. Информационные входы блоков 20 и 21 уг ножения соединены соответственно с первой и второйполовиной инфор5мационных выходов блока 22 коэффициентов опережения и отставания металла в валках. Вход Запись регистра 19 сдвига соединен с выходом схемы И 15, входы которой соедив ены с
0 клеммой первого разряда инверсного кода номера пропуска (г) пряг- тм выходом (а) датчика 2 наличия матг1Лла в валках. Вход Сдвиг вперед регистра 19 сдвига соединен с объеди5нeнны м по ИЛИ выходаьм cxehi И 13, 14, вход Сдвиг назад регистра 19 сдвига соединен с объединенными по ИЛИ выходами схем 13, 14 и вход Сдвиг назад регистра 19 сдвига соединен
0 с объединенными по ИЛИ выходами схем И 16 и 17. Входы схемы 19 сдвига соединены с выходными клеммами устройства. Выходы разрядов регистра И 13 соединены с клем.1ой первого раз5ряда инверсного кода номера пропуска (г) прямым выходом (а) датчика наличия металла в валках и выходом блока 21 умножения. Входы схемы И 14 соединены с клevJMOй первого разряда прямого кода номера .пропуска (г),
0 инверсным выходом (а) датчика наличия металла в ва-лках и прямым выходом датчика б угла поворота заднего рабочего рольганга. Входы схемы И J6 соединены с клеммой первого раз-
5 ряда прямого кода номера пропуска (г) , прямы выходом (а) датчика 2 наличия металла в валках и выходом блока 21. Входы схемы И 17 соединены с клеммой первого разряда пряьюг кода номера пропуска (г), инверсным В1а1ходом (а) датчика 2 наличия метгш ла в валках и реверсивным выходом датчика 6 угла поворота заднего рабочего рольганга. Стробирующлй вход блока 21 умножения соединен с вьосод датчика 7 угла поворота прокатных валков . Информационные входы блока 20(21 умножения соединены с информационными входами накапливающего сумматора 23 и одним из входов схемы И 24, второй -вход которой соединен с синхронизирующим входом накапливающ го сумматора 23 и одноименным входо 20(21) блока умножения. Выход схемы И 24 соединен с одним из входов схе мы ИЛИ 25, второй вход которой чере схему 2Ь задержки соединен с выходом старшего разряда накапливающего сумматора 23, а выход схемы ИЛИ 25, соединен с выходом блока 20(21) умн жения . Выходы схем Н 27 и 28 блока коэф фициентов опережения и отставания металла в валках объединены по ИЛИ и соединены с включающим входом сче ;чика 4-3. Выходы схем И 29 и 30 объе динены по ИЛИ и соединены с включаю щим входом счетчика 44, Входы схемы И 27 соединены с клеммой первого ра ряда инверсного кода номера пропуска (г) , прямглл выходом (а) датчика наличия металла в валках и инверсным выходом (б ) переднего базового датчика 3 наличия металла до клети, Вко ды схемы И 28 соединены с клеммой первого panряда прямого кола номера пропуска (г), прямым выходом (а) датчика 2 наличия металла в валка и инверсным выходом (В) переднего базового датчика 3 наличия металла до клети.. Входы схемы И 29 соединены с клеммой первого разряда инверсного кода номера пропуска (г), прямым выходом (а) датчика 2 наличия ме талла в валках и инверсным выходом (в) базового датчика 4 наличия метал ла после клети. Входы схемы И 30 сое динены с клеммой первого разряда прямогокода номера пропуска (г), прямым выходом (а) датчика 2 наличия металла в валках и инвесным выходом (Ё) базового датчика 4 наличия металла после клети. Входы счетчиков 43и 44 объединены и соединены с выходом датчика 7 угла повордта прокатных валков. Входы счетчиков 43, 44Сброс объединены и соединены с первым входом схемы И 35 и с выходом элемента 46 задержки, вход которого соединен с инверсным (а) выходом датчика 2 наличия металла в валках. Выходы счетIHKOB 43 и 44 соединены соответственно с входами коммутаторов 41 и 42. Стробируювдий вход коммутатора 4J соединен с выходом формирователя 38, первы1.5 коммутирующим входом арифметического устройства 45 и одним из входов схемы ИЛИ 37, второй вход которой соединен со стробиру1 зщим входом коммутатора 42, вторым ко л 1утирующим входом арифметического блока 45 и выходом формирователя 39, вход которого соединен с вьтходами, объединенными пэ- ИЛИ, схем И 32 и 34. Вход формирователя 38 соединен с выходами, объединенными по НЛИ, схем И 31 и 33. Входы схемы И 31 соединены с клеммой первого разряда пря.-ог-о кода номера пропуска (г) , прямым выходом (а) датчика 2 нaлIiчкя металла в валках и прямым выходом (б) переднего . базового датчика 3 наличия металла до клети. Входы И 33 соединены с клем-мой первого разряда прямого кода номера пропуска (г) и инверсным выходом (а) да т-.(ИХ а 2 наличия металла в вал к ах. Входь схемы И 32 соединены с клеммой первого разряда инверсного кода номера пропуска Гг) , прямы - выходом (а) датчика 2 наличия металла в валках и пичмым .ньходом (}з) базового датчике. А наличия металла после .клети,. Bxo,.;:d схемы И 34 соединены с клеммой первого разряда инверсного кода номера пропуска (г) и инверснььм выходом (а) датчика 2 наличия металла в валках. Выходы KO№viyTaторов 41 и 42 объединены по ИЛИ и соединены с информа.ционны).5и вхо.дами арифметического блока 45, синхронизируюшд- Я вход которого через элемент 47 задержки соединен с выходом схемы ИЛИ 37, Второй вход схемы И 35 соединен с клег-мой Запись устройства, а выход cxef.ffc .И 35 соединен с входом Запись блока 48 оперативной памяти (БОП), информационные входы которого соедашены с информагдионHbs iH выходами арифметического блока 45, а информационные выходы БОП 48 соединены с выxoдa 9 блока 22. Вход Считьшания .ВОП 48 соединен с выходом формирователя 40, вход которого соединен с выходом И 36, один вход которой соединен с прямым выходом (а) датчика 2 наличия металла в валках, а второй -.с клеммой Автомат устройства. Адресные входы БОП 48 соединены с выходами блока 49 элементов задержки, входы которого соединены с кле(1мами прямого и инверсн рго кода номера пропуска г, ,,, а, а устройства. Устройство работает следагощг м образом.
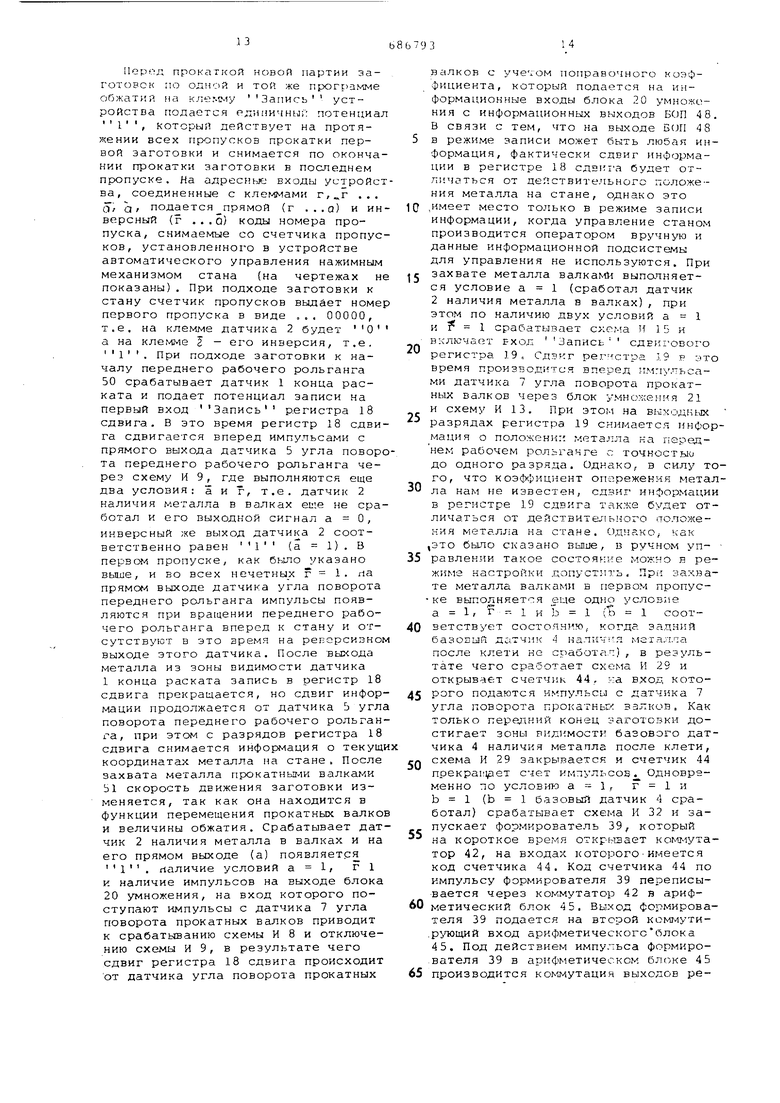
Перед прокапсой новой партии заготовок о одиОй и той же программе обжат й на клег-5му Запись устройства подается рдяничныГ; потенциал
1
который деПствует на протяжении всех пропусков прокатки первой заготовки и снимается по окончании прокатки заготовки в последнем пропуске. На адресные входы устройства, соединенные с клеммами г,„г ... Or ai подается прямой (г ...о) и инверсный (г ...5) коды номера пропуска, снимаемые со счетчика пропусков, ycтaнoвлef нoгo в устройстве автоматического управления нажимным механизмом стана {на чертежах не показаны). При подходе заготовки к стану счетчик пропусков выдает номер первого пропуска в виде ... 00000, т.е. на клемме датчика 2 будет О а на клемме 5 - его инверсия, т.е. . При подходе заготовки к началу переднего рабочего рольганга
50срабатывает датчик 1 конца раската и подает потенциал записи на первый вход Запись регистра 18 сдвига. В это время регистр 18 сдвига сдвигается вперед импульсами с прямого выхода датчика 5 угла поворота переднего рабочего рольганга через схему И 9, где выполняются еще два условия: а и г, т.е. датчик 2 наличия металла в валках еке не сработал и его выходной сигнал а О, инверсный же выход датчика 2 соответственно равен 1 (а 1). В первом пропуске, как было указано вы1ле, и во всех нечетны х г 1. па прямом выходе датчика угла поворота переднего рольганга импульсы появляются при вра цении переднего рабочего рольганга вперед к стану и отсутствуют в это время на реЕСрсизном выходе этого датчика. После выхода металла из зоны видимости датчика
1 конца раската запись в регистр 18 сдвига прекращается, но сдвиг информации продолжается от датчика Ъ угла поворота переднего рабочего рольганга, при этом с разрядов регистра 18 сдвига снимается информация о текущи координатах металла на стане . После захвата металла прокатныг ш валками
51скорость движения заготовки изменяется, так как она находится в функции перемещения прокатных валков и величины обжатия. Срабатывает датчик 2 наличия металла в валках и на его прямом выходе (а) появляется
. лаличие условий а 1, г 1 и наличие импульсов на выходе блока 20 умножения, на вход которого поступают импульсы с датчика 7 угла поворота прокатных валков приводит к срабатыванию схемы И 8 и отключению схемы И 9, в результате чего сдвиг регистра 18 сдвига происходит от датчика угла поворота прокатных
валков с учетом поправочного коэффициента, который подается на информационные входы блока 20 умножения с информационных выходов БОП 48. В связи с тем, что на выходе Б(Л1 48 в режиме записи может быть любая информация, фактически сдвиг информации в регистре 18 сдзиха будет отличаться от де: ствите,чьного положения металла на стане, однако это
0
,имеет место только в режиме записи информации, когда управление станом производится оператором вручную и данные информационной подсистемы для управления не используются. При захвате металла валкамМ выполняет5ся условие а 1 (сработал датчик 2 наличия металла в валках), при этом по наличию двух условий а 1 и 1 срабатывает , И l 5 и включает ЕХОД Запись СДЕИГОВОГО
0 регистра 19 Сдзкг 19 р это время производится вперед импчльса - ми датчика 7 угла поворота прокатных валков через блок 21 и схему И 13. При этом на выходкьж
5 разрядах регистра 19 снимается информация о положен -::; ка переднем рабочем рольганге с точностью до одного разряда. Однако, в силу того, что )ициент опарежения метал0ла нам не известен, сдвиг информации в регистре 19 сдвига так:ке будет отличаться от действительь:ого аоложекия металла на стане. Однако как
,это было сказано выгие, в ручном уп-
5 равлении такое состояние можно в режиме настройки допустить. При захвате металла валками в первом пропуске выполняется еие одно условге а 1, г -- 1 и Ь 1 (Ь 1 соот0ветствует состоянию, когда ЗГгДНИЙ базовый датчик 4 налггч тя металла после клети не сработал), в результате чего сработает схема И 29 и открывает счетчяк 44, яа вход которого подаются импульсы с датчика 7
5 угла поворота прокатных ззлков. Как только передний конец заготовки достигает зоны видимости базового датчика 4 наличия металла после клети, схема И 29 закрывается и счетчик 44
0 прекраирет счет импульсоз. Одновременно О услов -№э а 1 , г 1 и Ь 1 (Ь 1 базовый датчик 4 сработал) срабатывает схема И 32 и запускает формирователь 39, который
5 на короткое время открр-гвает ко№-1утатор 42, на входах которого-имеется код счетчика 44. Код счетчика 44 по импульсу формирователя 39 переписывается через коммутатор 42 в ариф0метический блок 45, Выход формирователя 39 подается на второй комгиутир: то ций вход арифметическогоблока 45. Под действием импульса формирователя 39 в арифметическом блоке 45
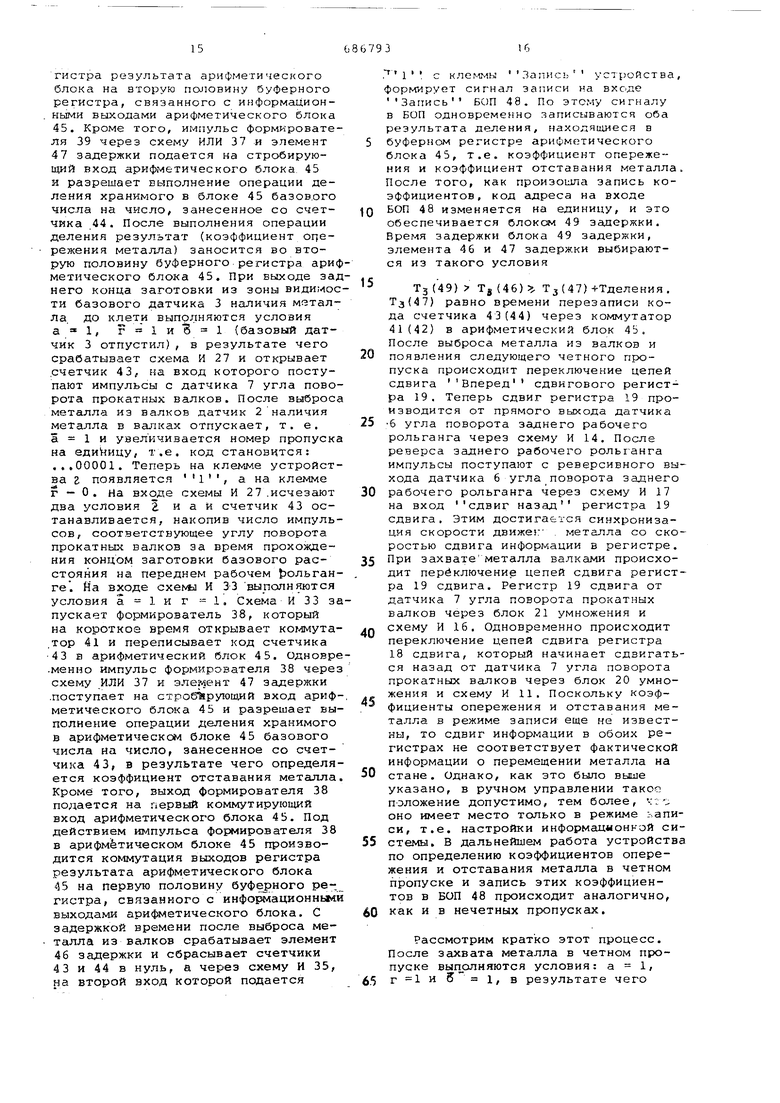
5 производится коммутация выходов регистра результата арифметического блока на вторую половину буферного регистра, связанного с информационными выходами арифметического блока 45. Кроме того, импульс формирователя 39 через схему ИЛИ 37 и элемент 47 задержки подается на стробирующий вход арифметического блока, 45 и разрешает выполнение операции деления хранимого в блоке 45 базов.ого числа на число, занесенное со счетчика 44. После выполнения операции еления результат (коэффициент опережения металла) заносится во вторую половину буферного регистра арифетического блока 45. При выходе заднего конца заготовки из зоны видимости базового датчика 3 наличия металла, до клети выполняются условия , 1 (базовый датчик 3 отпустил), в результате чего срабатывает схема И 27 и открывает .счетчик 43, на вход которого поступают импульсы с датчика 7 угла поворота прокатных валков. После выброса металла из валков датчик 2наличия металла в валках отпускает, т. е. а 1 и увеличивается номер пропуска на , т.е. код становится: ...00001. Теперь на клемме устройства 2 появляется , а на клемме г - О. На входе схемы И 27 .исчезают два условия 2 и а и счетчик 43 останавливается, накопив число импульсов, соответствующее углу поворота прокатных валков за время прохождения концом заготовки базового расстояния на переднем рабочем {эольган- . ге. На входе И 3-3 выполняются условия а 1 и г 1, Схема И 33 запускает формирователь 38, который на короткое время открывает KOf-Myxaтор 41 и переписывает код счетчика 43 в арифметический блок 45. Одновременно импульс формирователя 38 через схему ИЛИ 37 и элемент 47 задержки поступает на строб рутощий вход ариф-, метического блока 45 и разрешает выполнение операции деления хранимого в арифметическом блоке 45 базового числа на число, занесенное со счетчика 43, в результате чего определяется коэффициент отставания металла. Кроме того, выход формирователя 38 подается на первый коммутирующий вход арифметического блока 45. Под действием импульса формирователя 38 в арифметическом блоке 45 производится коммутация выходов регистра результата арифметического блока
45на первую половину буферного ре- гистра, связанного с информационными выходами арифметического блока. С задержкой времени после выброса металла из валков срабатывает элемент
46задержки и сбрасывает счетчики 43 и 44 в нуль, а через схему И 35, на второй вход которой подается
с Запись ycipoRcTsa,
формирует сигнал записи на входе Запись БОП 48. По этому сигналу в БОП одновременно записываются оба результата деления, нахолящиеся в буферном регистре арифметического блока 45, т.е. коэффициент опережения и коэффициент отставания металла После того, как произошла запись коэффициентов, код адреса на входе БОП 48 изменяется на единицу, и это обеспечивается блоком 49 задержки. Бремя задержки блока 49 задержки, элемента 46 и 47 задержки выбираются из такого условия
Тз (49) Tj (46):. Тд{47)ч-Тделения. Тз(47) равно времени перезаписи кода счетчика 43(44) через коммутатор 41(42) в арифметический блок 45. После выброса металла из валков и появления следующего четного пропуска происходит переключение цепей сдвига Вперед сдвигового регистра 19. Теперь сдвиг регистра 19 производится от прямого выхода датчика 6 угла поворота заднего рабочего рольганга через схему И 14. После реверса заднего рабочего рольганга импульсы поступают с реверсивного выхода датчика 6 угла поворота заднего рабочего рольганга через схему И 17 на вход сдвиг назад регистра 19 сдвига. Этим достигается синхронизация скорости движек . металла со скоростью сдвига информации в регистре. При захвате металла валками происходит переключение цепей сдвига регистра 19 сдвига. Регистр 19 сдвига от датчика 7 угла поворота прокатных валков через блок 21 умножения и схему И 16. Одновременно происходит переключение цепей сдвига регистра 18 сдвига, который начинает сдвигаться назад от датчика 7 угла поворота прокатных валков через блок 20 умножения и схему И 11. Поскольку коэффициенты опережения и отставания металла в режиме записи еще не известны, то сдвиг информации в обоих регистрах не соответствует фактической информации о перемещении металла на стане. Однако, как это было выше указано, в ручном управлении такоо положение допустимо, тем более, -:;;, оно имеет место только в режиме :-,аписи, т.е. настройки информационной системы. В дальнейшем работа устройств по определению коэффициентов опережения и отставания металла в четном пропуске и запись этих коэффициентов в БОП 48 происходит аналогично, как и в нечетных пропусках.
Рассмотрим кратко этот процесс. После захвата металла в четном пропуске выполняются условия: а 1, 6.5 г 1 и 5 1, в результате чего срабатывает схема И 28 и открывает .счетчик 43, после прохождения перед ним концом заготовки зоны базового датчика 3 счетчик 43 закрывается, и в то xte самое время срабатывает схема И 31, которая запускает формирователь 38, выходной импульс которого открывает коммутатор 41, в результате чего код счетчика 43 переписывается в арифметический блок 45, кроме того, выходной импульс фор 1ирователя 38 через схему ИЛИ 37 и элемент 47 задержки поступает на стробирующиЯ вход арифметического блока 45, разрешая выполнение опера ции деления базового числа на число хранимое в счетчике 43. Кроме того, выходной импульс формирователя 38 поступает на первый коммутирующий вход арифметического блока 45 и про изводит коммутацию результата деления на половину информационных выходов арифметического блока. При выходе заднего конца металла из зоны видимости заднего базового дат чика 4 выполняются условия а 1, г 1 и Б - 1, в результате чего срабатывает схема 30 и открывает счетчик 44, После выброса металла и валков счетчик 44 закрывается, кром того, имеют место новые условия , по которым срабатывает схема И 34 и запускает формирователь 39, виходным импульсом которого переписывается код счетчика 44 через коммута тор 42 в арифметический блок 45. Выходной Импульс фop диpoвaтeля 39 ч рез схему ИЛИ 37 и элемент 47 задерж ки запускает арифметический блок 45 на выполнение операции деления базового числа на число, хранимое в счетчике 44, Кроме того, выходной импульс формирователя 39 поступает на второй комг-1утирую1ций вход арифме тического блока 45 и производит коммутацию результата деления на вторую половину информационных выходов арифметического блока 45. С задержкой времени после выброса металла валков (а} срабатывает элемент задержки 46 и сбрасывает оба счетчика а через схему И 35 43 и 44 в на второй вход которой подается i с клем.1ы Запись устройства, фор мирует сигнал записи на входе Запись БОП 48, в результате чего происходит запись обоих коэффициент в БОП 48. После некоторой задержки времени, определяе -1Ой блоком 49 задержки, код адреса на входе БОП 48 изменяется на нечетный и становится ... 00010. После выхода металла из валков выполняется условие и (номер пропуска увеличивается ка .единицу и снова становится нечетным) ,.по которым срабатывает схе Mi И 12 и пропускает импульсы с резарсивного выхода датчика 5 угла по ворота переднего рольганга на вход Сдвиг назад сдвигового регистра 18, т.е. Происходит переключение цепей сдвига регистра 18 сдвига в соответствии с продвижением металла на переднем рабочем рольганге.При изменении направления вращения переднего рабочего рольганга происходит переключение цепей сдвига регистра 18 сдвига и он начинает сдвигатьс.я вперед через схему И 9, на которую подаются импульсы с прямого выхода датчика 5 угла поворота переднего рабочего рольганга. В дальнейшем работа устройства повторяется, как это было описано в нечетном пропуске, а потом в четном и так до последнего пропуска. После того как информация записана, устройство готово к автоматической работе при обжатии по той же программе. Для этого с клеммы снимается сигна.п , ,а на Автомат подается сигВ автоматическом режиме устройство работает ана;:огично,, как и в pQ.iKHwe записи. Отлич;1е состо -;т лишь в работе блока 22 коэффициентов опережения и отставания металла. Каждый раз при срабатывании наличия металла в валках, т. З. при наличии признака а 1 сраОат эает схема И 36 и запускает формирователь 40, который формирует слгнал Ичгггиаанне считывания на вход БОП 48 . Перзач П1.-хловин& считываемого числа ггодается на инфорг-. а ;1Ючные входы блока 20 умноже тия, а вторая половина считываег юго числа подается на информационные вход:Л 21 блока ули ожек;1Я. Б остальном усгройство в первом, втором и последующих пропусках работае точ;-:о так --ке, ка;-с и в режиме записи,- но теперь на входах блоков 20 и умножения находятся действ;1тельные коэффицие1;ты опережения и OTJTeBaHasi мьга..л;::.. и в автоматическом ре :-и;.;с работы устройства записанная и прэдБ1;г информация в обоих регистрах 18 ;- 19 сдвига будет соотЕетствовать действительном:; положению и продх ижению металла на стане с учетом явленчп опережения и отставания метат;ла в sajiKax Выходы сдвиговых регистров 18 и 19 являются в этом случае мог-а.чь:-о атака 3 дина-даке. Применение устройства позволит получить большой экономический эффект, связаннъ-1й со значительным сокращением количества фотоэлектрических датчиков, а также вследствие повышения точности и достозерностк лолучаемой инфорь.ации о положении металла на стане уменьшает количество отказов в автоматической системе,сокращает ксличество отказов Б автоматической системе, т.е. сокращает ее время простоя, а это пр.ямо пропсуциокально увеличению производительности стана. Формула изобретения Устройство определения текущих координат металла на реверсивном прокатном стане горячей прокатки, содержащее датчик конца раската, датчик Наличия металла в валка, ба зовые датчики нсшичия металла до и после клети, датчики угла поворота переднего рольганга, заднего роль™ Ганга и прокатных валков, схемы И, отличающееся тем, что, с целью повьаиения точности и досто верности определения текущих координат металла на реверсивном про,1 атном стане горячей прокатки, уст ройство дополнительно ссдержит два регистра сдвига, два блока умножен и блок хранения коэффициентов,к вх дам которого подсоединены прямые и инверсные выходы базового датчика д клети,, базового датчика после клети прямые и инверсные выходы датчика наличия металла в валках, выход дат чика угла поворота прокатных валко прямой и инверсный выход кода номер пропуска, вход Запись и вход Автомат а одна часть информацио ных выходов блока хранения коэффици ентов соединена с информационными входами первого блока умножения, вт - рая часть информационных выходов блока соединена с информационными вкодамк второго блока умножения, синхронизируюгпив входы которых соед нены с выходом угла поворот прокатных валков, а выход датчика конца раската соединен с первым вхо Запись первого регистра сдв га, вхол которого соединен с выходами, первой и г торой схеки И, входы которой соединены с прямым вы ходом датчике, -наличия металла в вал KaXf выкодом первого блока умножени первым разрядом инверсного кода ном ра пропуска и первым входом первой схемы И, два друшх входа которой соединены с прямым выхсдсям датчика угла поворота переднего рольганга и инверсным выходом датчика наличия металла в валках, прямой выход кото рого соединен с первым входом третьей И, два других входа которой соединены с выходом второго блока умножения и первьвл разрядом инверсного кода номера пропуска, первый разряд прямого кода номера пропуска соединен с первыь5и -входами четвертой и пятой схем И, вторые входы которых соединены с инверсньм : выходом датчика наличия металла в валках, третьи входы четвертой и пятой схем И соединены соответственно с и реверсивным выходами датчика угла поворота заднего рабочего рольганга, выходы третьей и четвертой схем И соединены со входом второго регистра сдвига, второй вход которого соединен с выходами пятой и шестой схем И, входы которой соединены с выходом второго блока умножения, прямым выходом датчика наличия метсшла в валках, первым разрядом прямого кода пропуска и первьлм входом седьмой схемы И, два других входа которой соединены с выходом первого блока умножения и прякым вьгходом датчика наличия металла в ваипках, инверсный выход которого соединен с первым входом восьмой схемы И, два других входа которой соединены с реверсивными выходом датчика угла поворота переднего рабочего рольганга и первым разрядом инверсного кода нсячера пропуска, выходы седьмой и восьмой схем И соединены со втором входом первого регистра сдвига, второй вход Запись которого соединен с БЫходсж девятой схемы И, входы которой соединены с первым разрядом прямого кода номера пропуска, прямым выходом датчика наличия металла в валках и первым входом десятой схемы И, второй вход которой соединен с первым разрядом инверсного кода номера пропуска, рыход .тесятой схегчы И соединен со входом Запись второго регистра сдвиге.,,, выходы которого и выходы первого регистра сдвига соединены с выходом устройства. Блок Умножения содержит накапливающий сумматор, схему И, схему ИЛИ и элемент задержки, причем информационные входы накапливающего сумматора и один из входов И соединены с информационными входами блока умножения, синхронизирую дий вход которого соединен со вторым входом схемы И и синхронизирующим входом накапливающего сумматора, выход старшего разряда которого через элемент задержки соединен с одним из входов схемы ИЛИ, второй вход которой соединен с выходом схемы И, а выход схемы ИЛИ соединен с выходом блока умножения. Блок хранения коэффициентов содержит элементы задержки, формирователи, коммутаторы, счетчики, арифметический блок, блок оперативной памяти, блок задержки, схему ИЛИ и схемы И, причем первые входы первой, второй, третьей и четвертой схем И соединены с прямым выходом датчика нгшичия металла в Всшках, вторые входы первой и второй схем И соединены с инверсным выходом базового датчика наличия металла до клети, а вторые входы третьей и четвертой схем И соединены с инверсным выходом базового датчика наличия металла после клети, третьи входы первой и третьей схем И соедин ны с первым раггрядом инверсного код номера пропуска,а третьи входы второ и четвертой схем И соединены с первым разрядом прямого кода номера про пуска, выходы первой и второй схем И соединены со входом первого ачетчика, счетный вход которого соединен со счетным входом второго счетчика и с выходом датчика угла повор та прокатных валков, вход второго счетчика соединен с выходами третье и четвертой схем И, выходы счетчико соединены с информационными входами Сброс коммутаторов а входы чиков соединены с первым входом пятой схемы И и выходом первого элемента задержки, вход которого соеди нен с инверсным выходом датчика наличия металла в валках, прямой выхо которого соединен с первым входом шестой схемы И, второй вход которой соединен с прямым выходом базового датчика наличия металла до клети, а третий вход соединен с первым разря дом прямого кода номера пропуска и с первым входом седьмой схемы И, второй вход которой соединен с инверсным выходом датчика наличия металла в валках, выход седьмой схемы И и выход шестой схемы И соединены со входом первого формирователя, выход которого соединен с первым входо схемы ИЛИ, первым коммутирующим входом арифметического блока и стробиру ющим входом первого коммутатора, информационные выходы которого и информационные выходы второго коммутатора соединены с информационнЕ ми вхо дами арифметического блока, стробирующий вход которого соединен с выходом второго элемента задержки, вход которого соединен с выходом схе мы ИЛИ, второй вход которой соединен со вторым коммутирующим входом арифметического блока, стробирующим входом второго ммутатора и выходом второго формирователя, вход которого соединен с выходами восьмой и девятой схем И, первые входы которых соединены с первым разрядом инверсного кода номера пропуска, второй вход восьмой схемы И соединен с прямым выходом базового датчика наличия металла после клети, второй вход девятой схеN« И соединен с инверсным выходом датчика наличия металла в валках, прямой выход которого соединен с третьим входом восьмой cxevbi И и первым входом десятой схемы И, второй вход которой соединен с входом Автомат устройства, а выход соединен со входом третьего формирователя, выход ко- торого соединен со входом Считывание блока оперативной памяти,. Записькоторого соединен с выходом пятой схеьы И, второй вход Запись которой соединен с входом устройства, а прямой и инверсный код номера пропуска соединены со входами блока задержки, выходы которого соединены с адресньлми входами блока оперативной памяти, информационные входы которого соединены с информационными выхода№1 арифметического блока, часть информационных выходов блока оперативной памяти соединена с информационными входами первого блока умножения, а вторая часть информационных выходов соед лнена с информационными входами второго блока умножения. Источники информацииf принятые во внимание при экспертизе 1,Авторское свидетельство 378909, кл. G 06 М 7/00, 1971. 2.Отчет по теме № 28-68 Создание типовых локальных систем автоматизации механизмов реверсивных обжимных станов . Киев, Киевский институт автоматики, 1972, т. 110.
::.-33
