под давлением 0,3 - 0,8 ати, направляя воздушный поток под углом 15, - 30° к отделываемой поверхности в сторону наклона изделия.
Устройство для осуществления способа отделки поверхностей железобетонных изделий, содержащее подвешенный к траверсе эластичный обращеный к изделию воздухонепроницаемый кожух, полость которого соединена с вакуум-насосом, снабжено продольными направляющими с шарнирно закрепленной на них с возможностью перемещения перфорированной трубой, соединенной с вакуум-насосом, а кожух выполнен с охватывающими его по внешнему периметру захватами, а по внутреннему - уплотнением, причем направляющие закреплены на захвате.
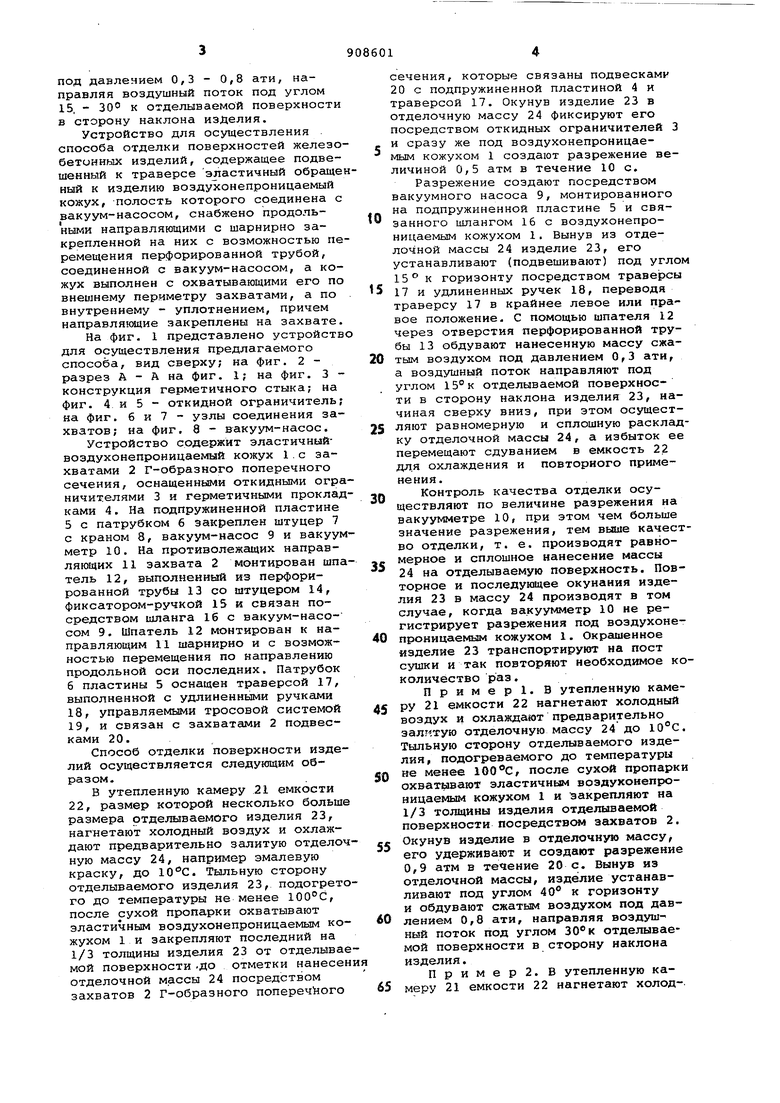
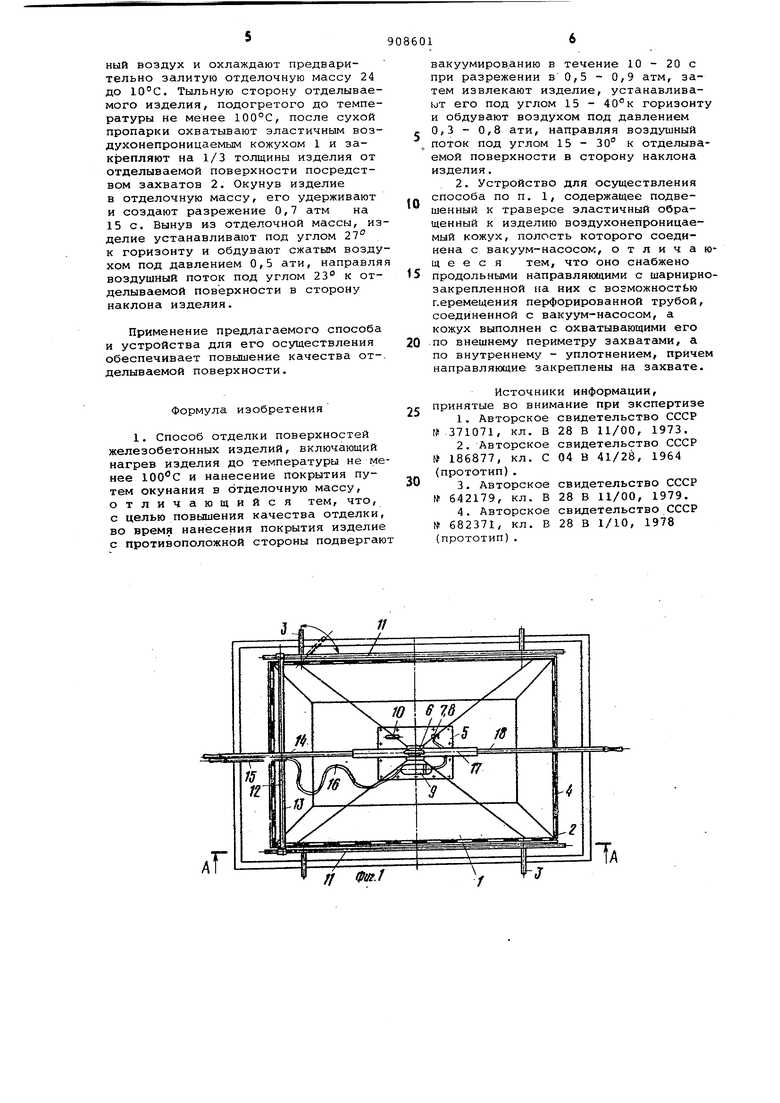
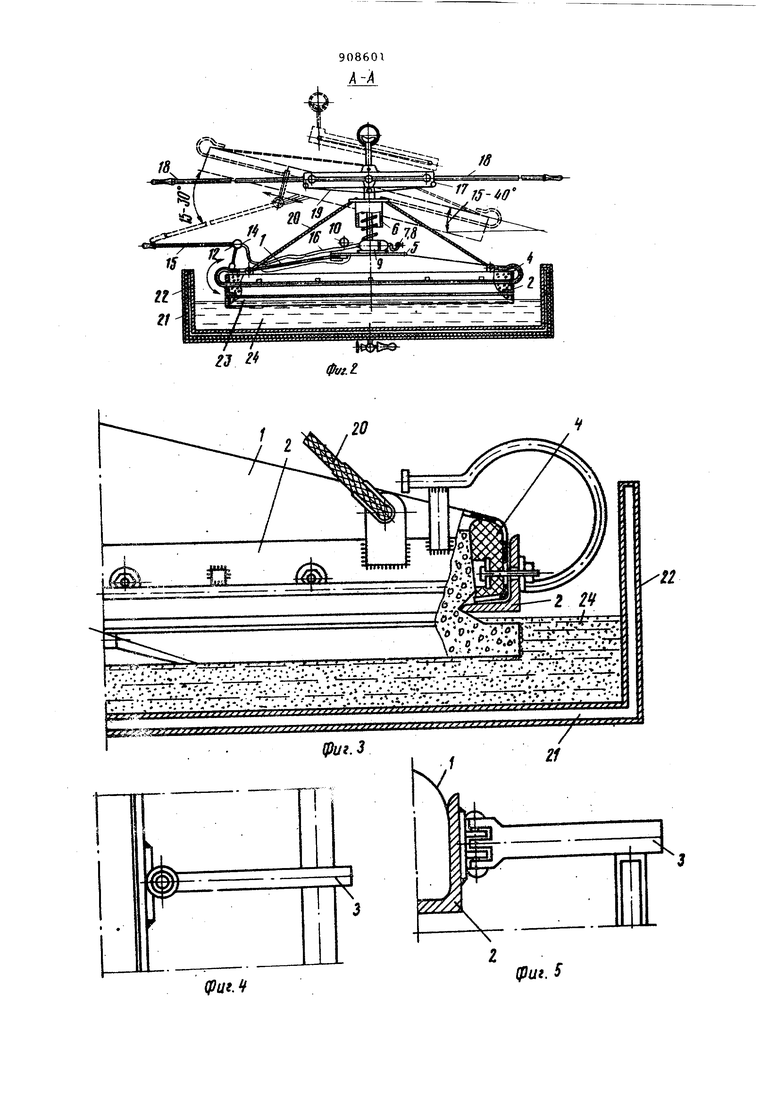
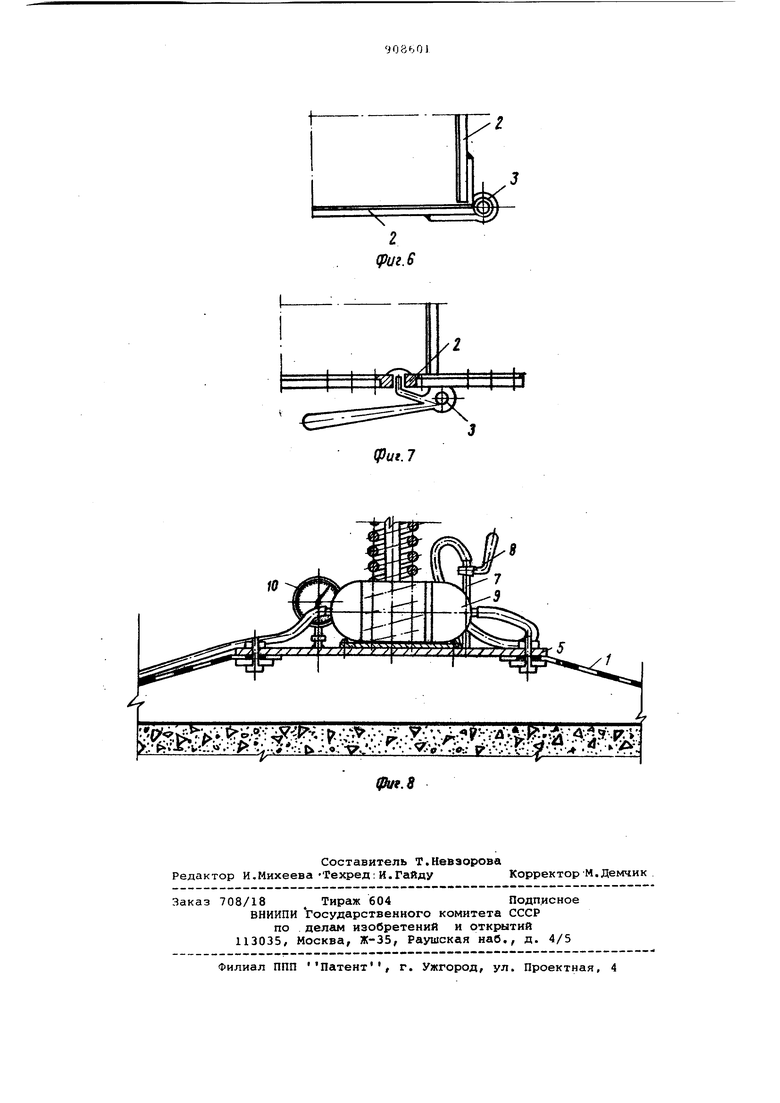
На фиг. 1 представлено устройств для осуществления предлагаемого способа, вид сверху; на фиг. 2 разрез А - А на фиг. 1; на фиг. 3 конструкция герметичного стыка; на фиг. 4 и 5 - откидной ограничитель; на фиг. 6 и 7 - узлы соединения захватов; на фиг. 8 - вакуум-насос.
Устройство содержит эластичныйвоздухонепроницаемый кожух 1.с захватами 2 Г-образного поперечного сечения, оснащенньми откидными ограничителями 3 и герметичными прокладками 4. На подпружиненной пластине
5с патрубком б закреплен штуцер 7
с краном 8, вакуум-насос 9 и вакуумметр 10. На противолежащих направляющих 11 захвата 2 монтирован шпатель 12, выполненный из перфорированной трубы 13 со штуцером 14, фиксатором-ручкой 15 и связан посредством шланга 16 с вакуум-насосом 9. Шпатель 12 монтирован к направляющим 11 шарнирно и с возможностью перемещения по направлению продольной оси последних. Патрубок
6пластины 5 оснащен траверсой 17, выполненной с удлиненными ручками
18,управляемыми тросовой системой
19,и связан с захватами 2 подвесками 20.
Способ отделки поверхности изделий осуществляется следующим образом.
В утепленную камеру 21 емкости 22, размер которой несколько больше размера отделываемого изделия 23, нагнетают холодный воздух и охлаждают предварительно залитую отделочную массу 24, например эмалевую краску, до . Тыльную сторону отделываемого изделия 23, подогретого до температуры не менее , после сухой пропарки охватывают эластичным воздухонепроницаемым кожухом 1 и закрепляют последний на 1/3 толщины изделия 23 от отделываемой поверхности .до отметки нанесен отделочной массы 24 посредством захватов 2 Г-образного попереч юго
сечения, которые связаны подвесками 20 с подпружиненной пластиной 4 и траверсой 17. Окунув изделие 23 в отделочную массу 24 фиксируют его посредством откидных ограничителей 3 и сразу же под воздухонепроницаемым кожухом 1 создают разрежение величиной 0,5 атм в течение 10 с.
Разрежение создают посредством вакуумного насоса 9, монтированного на подпружиненной пластине 5 и связанного шлангом 16 с воздухонепроницаемым кожухом 1. Вынув из отделочной массы 24 изделие 23, его устанавливают (подвешивают) под угло
15
к горизонту посредством траверсы
17 и удлиненнЕлх ручек 18, переводя траверсу 17 в крайнее левое или правое положение. С помощью шпателя 12 через отверстия перфорированной трубы 13 обдувают нанесенную массу сжатым воздухом под давлением 0,3 ати, а воздушный поток направляют под углом 15°к отделываемой поверхности в сторону наклона изделия 23, начиная сверху вниз, при этом осущестляют равномерную и сплошную раскладку отделочной массы 24, а избыток ее перемещают сдуванием в емкость 22 дл.я охлаждения и повторного применения.
Контроль качества отделки осуществляют по величине разрежения на вакуумметре 10, при этом чем больше значение разрежения, тем выше качество отделки, т. е. производят равномерное и сплошное нанесение массы 24 на отделываемую поверхность. Повторное и последующее окунания изделия 23 в массу 24 производят в том случае, когда вакуумметр 10 не регистрирует разрежения под воздухонепроницаемым кожухом 1. Окрашенное изделие 23 транспортируют на пост сугаки и так повторяют необходимое коколичёство раз.
Пример. В утепленную камеру 21 емкости 22 нагнетают холодный воздух и охлаждают предварительно залитую отделочную массу 24 до . Тыльную сторону отделываемого изделия, подогреваемого до температуры не менее , после cyxcrfl пропарки охватывают эластичным воздухонепроницаемым кожухом 1 и закрепляют на 1/3 толщины изделия отделываемой поверхности посредстве захватов 2. Окунув изделие в отделочную массу, его удерживают и создают разрежение 0,9 атм в течение 20 с. Вынув из отделочной массы, изделие устанавливают под углом 40 к горизонту и обдувают сжатым воздухом под давлением 0,8 ати, направляя воздушный поток под углом отделываемой поверхности в сторону наклона изделия.
Пример2. В утепленную камеру 21 емкости 22 нагнетают холодный воздух и охлаждают предварительно залитую отделочную массу 24 до 10°С. Тыльную сторону отделываемого изделия, подогретого до температуры не менее 100°С, после сухой пропарки охватывают эластичным воздухонепроницаемым кожухом 1 и закрепляют на 1/3 толщины изделия от отделываемой поверхности посредством захватов 2. Окунув изделие в отделочную массу, его удерживают и создают разрежение 0,7 атм на 15 с. Вынув из отделочной массы, изделие устанавливают под углом 21° к горизонту и обдувают сжатым воздухом под давлением 0,5 ати, направля воздушный поток под углом 23° к отделываемой поверхности в сторону наклона изделия.
Применение предлагаемого способа и устройства для его осуществления обеспечивает повышение качества от-. делываемой поверхности.
Формула изобретения
1. Способ отделки поверхностей железобетонных изделий, включающий нагрев изделия до температуры не менее и нанесение покрытия путем окунания в отделочную массу, отличающийся тем, что, с целью повышения качества отделки, во время нанесения покрытия изделие с противоположной стороны подвергают
вакуумиррванию в течение 10 - 20 с при разрежении в 0,5 - 0,9 атм, затем извлекают изделие, устанавливают его под углом 15 - 4 Ок горизонту и обдувают воздухом под давлением J 0,3-0,8 ати, направляя воздушный поток под углом 15 - 30° к отделываемой поверхности в сторону наклона изделия.
2. Устройство для осуществления способа по п. 1, содержащее подве0шенный к траверсе эластичный обращенный к изделию воздухонепроницаемый кожух, полость которого соединена с вакуум-насосом, отличающееся тем, что оно снабжено
5 продольными направляющими с шарнирнозакрепленной па. них с возможностью перемещения перфорированной трубой, соединенной с вакуум-насосом, а кожух выполнен с охватывающими его
0 по внешнему периметру захватами, а по внутреннему - уплотнением, причем направляющие закреплены на захвате.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР №371071, кл. В 28 В 11/00, 1973.
2.Авторское свидетельство СССР 186877, кл. С 04 В 41/28, 1964 (прототип).
3.Авторское свидетельство СССР ff 642179, кл. В 28 В 11/00, 1979.
4.Авторское свидетельство СССР № 682371, кл. В 28 В 1/10, 1978 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отделки поверхности строительных изделий | 1978 |
|
SU747726A1 |
| Способ изготовления строительных изделий с декоративной поверхностью | 1980 |
|
SU874365A1 |
| Устройство для декоративной отделки строительных изделий | 1981 |
|
SU965782A1 |
| Устройство для облицовки поверхностей плиточными изделиями | 1979 |
|
SU855149A1 |
| Устройство для облицовки поверхностей | 1975 |
|
SU554382A1 |
| Траверса | 1989 |
|
SU1726350A1 |
| Способ изготовления строительныхэлЕМЕНТОВ | 1979 |
|
SU835996A2 |
| Устройство для облицовки поверхностей | 1978 |
|
SU775271A1 |
| Устройство для облицовки поверхностей плитками | 1977 |
|
SU742561A1 |
| Способ и устройство для изготовления композитного изделия | 2019 |
|
RU2748461C2 |
с
я
.
А---7
1
т/
/
fj
ФагЛ flfff ffJfJfffffjrfJffjrf фиг. 3 (риг.
//2 u FSifS (риг. 5
