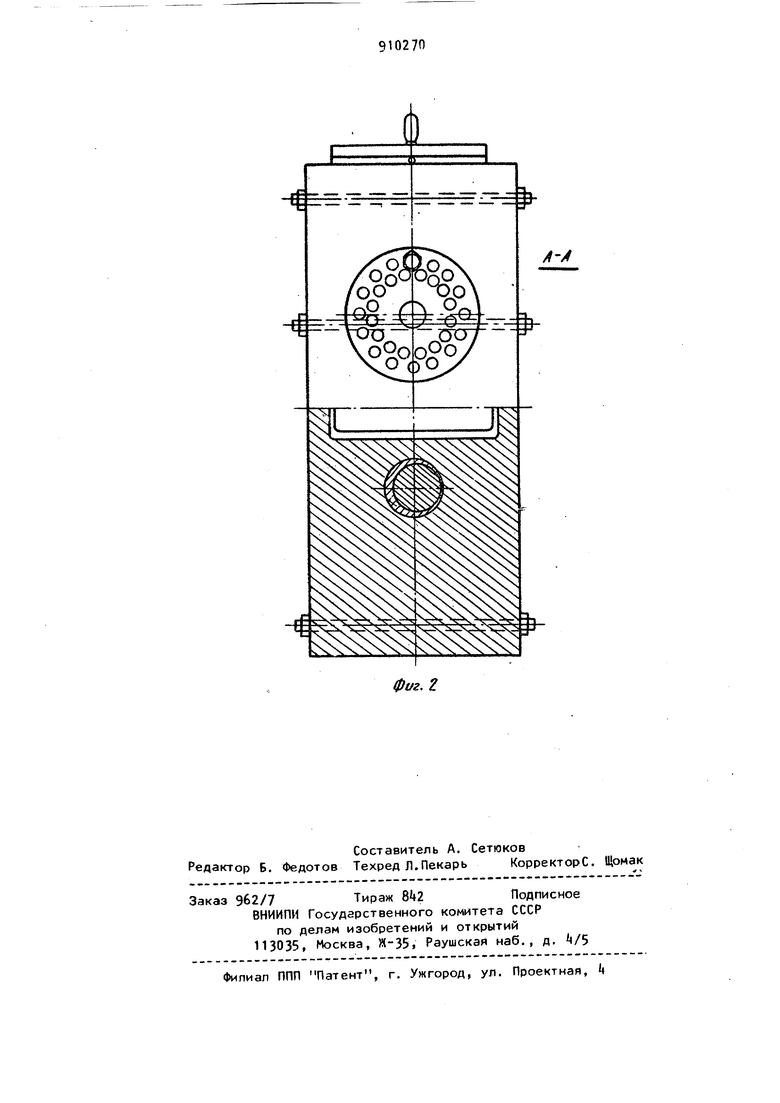
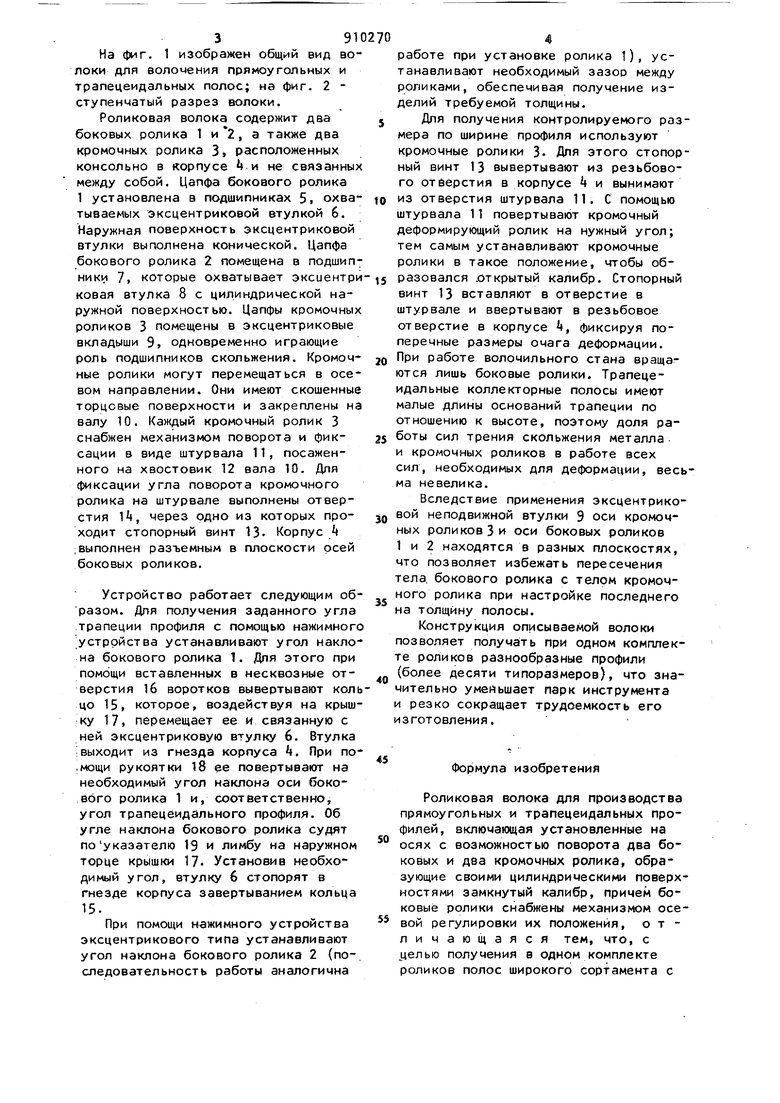
391 На фиг. 1 изображен общий вид волоки для волочения прямоугольных и трапецеидальных полос; на фиг. 2 ступенчатый разрез волоки. Роликовая волока содержит два боковых ролика 1 и 2, а также два кромочных ролика 3, расположенных консольно в корпусе и не связанных между собой. Цапфа бокового ролика 1 установлена в подшипниках S, охватываемых эксцентриковой втулкой 6. Наружная поверхность эксцентриковой втулки выполнена конической. Цапфа бокового ролика 2 помещена в подшип ники 7, которые охватывает эксиентри ковая втулка 8 с цилиндрической наружной поверхностью. Цапфы кромочных роликов 3 помещены в эксцентриковые вкладыши 9, одновременно играющие роль подшипников скольжения. Кромочные ролики могут перемещаться в осевом направлении. Они имеют скошенные торцовые поверхности и закреплены на валу 10. Каждый кромочный ролик 3 снабжен механизмом поворота и фиксации в виде штурвала 11, посаженного на хвостовик 12 вала 10. Для фиксации угла поворота кромочного ролика на штурвале выполнены отверстия 1, через одно из которых проходит стопорный винт 13- Корпус Ц ;выполнен разъемным в плоскости осей боковых роликов. Устройство работает следующим об разом. Для получения заданного угла трапеции профиля с помощью нажимног устройства устанавливают угол накло на бокового ролика 1. Для этого при помощи вставленных в несквозные отверстия 1б воротков вывертывают кол цо 15, которое, воздействуя на крыш ку 17, перемещает ее и связанную с ней эксцентриковую втулку 6. Втулка выходит из гнезда корпуса 4. При по ,мощи рукоятки 18 ее повертывают на необходимый угол наклона оси бокового ролика 1 и, соответственно, угол трапецеидального профиля. Об угле наклона бокового ролика судят поуказателю 19 и лимбу на наружном торце крышки 17. Установив необходимый угол, втулку 6 стопорят в гнезде корпуса завертыванием кольца При помощи нажимного устройства эксцентрикового типа устанавливают угол наклона бокового ролика 2 (последовательность работы аналогична работе при установке ролика 1), устанавливают необходимый зазор между роликами, обеспечивая получение изделий требуемой толщины. Для получения контролируемого размера по ширине профиля используют кромочные ролики 3. Для этого стопорный винт 13 вывертывают из резьбового отйерстия в корпусе 4 и вынимают из отверстия штурвала 11. С помощью штурвала 11 повертывают кромочный деформирующий ролик на нужный угол; тем самым устанавливают кромочные ролики в такое положение, чтобы образовался Открытый калибр. Стопорный винт 13 вставляют в отверстие в штурвале и ввертывают в резьбовое отверстие в корпусе , фиксируя поперечные размеры очага деформации. При работе волочильного стана вращаются лишь боковые ролики. Трапецеидальные коллекторные полосы имеют малые длины оснований трапеции по отношению к высоте, поэтому доля работы сил трения скольжения металла и кромочных роликов в работе всех сил, необходимых для деформации, весьма невелика. Вследствие применения эксцентриковой неподвижной втулки 9 оси кромочных роликов 3 и оси боковых роликов 1 и 2 находятся в разных плоскостях, что позволяет избежать пересечения тела, бокового ролика с телом кромочного ролика при настройке последнего на толщину полосы. Конструкция описываемой волоки позволяет получа1ть при одном комплекте роЛиков разнообразные профили (более десяти типоразмеров), что значительно уменьшает парк инструмента и резко сокращает трудоемкость его изготовления. Формула изобретения Роликовая волока для производства прямоугольных и трапецеидальных профилей, включающая установленные на осях с возможностью поворота два боковых и два кромочных ролика, образующие своими цилиндрическими поверхностями замкнутый калибр, причем боковые ролики снабжены механизмом осевой регулировки их положения, отличающаяся тем, что, с делью получения в одном комплекте роликов полос широкого сортамента с 5 контролируемыми размерами, кромочные ролики выполнены со скошенными торцовыми поверхностями и снабжены механизмами поворота и фиксации их положения.
/I
фи2.1 10270 Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 5 № , кл. в 21 С 3/08, 1951.
| название | год | авторы | номер документа |
|---|---|---|---|
| Нажимное устройство роликовой волоки дляпРОизВОдСТВА ТРАпЕцЕидАльНыХ пРОфилЕй | 1979 |
|
SU835553A1 |
| РОЛИКОВАЯ ВОЛОКА ДЛЯ ПРОИЗВОДСТВА КРУГЛЫХ ТРУБ | 2010 |
|
RU2453387C1 |
| РОЛИКОВАЯ ВОЛОКА | 1993 |
|
RU2079386C1 |
| РОЛИКОВАЯ ВОЛОКА | 2002 |
|
RU2216418C2 |
| РОЛИКОВАЯ ГОЛОВКА ДЛЯ НАКАТКИ ВИНТОВОЙ ПОВЕРХНОСТИ НА КРУГЛОЙ ПРОВОЛОКЕ | 2004 |
|
RU2275980C1 |
| Вращающийся роликовый калибр для волочения коллекторной и шинной меди | 1951 |
|
SU94446A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1970 |
|
SU263775A1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ ПОД ДАВЛЕНИЕМ УСО-70 | 2015 |
|
RU2603413C2 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА АРМАТУРНОГО ПРОФИЛЯ | 1992 |
|
RU2040987C1 |
| ЗАГЛУШКА ШИБЕРНАЯ ТРУБОПРОВОДНАЯ | 2022 |
|
RU2788789C1 |