1
Изобретение касается обработки металлов давлением, а именно устройств для волочения нрофилей трапецеидального сечения через вращающиеся ролики.
Известна конструкция вращающегося роликового калибра для волочения коллекторной и шинной меди. Роликовый калибр включает два боковых и два кромочных ролика, сопрягающихся своими поверхностями, причем каждый из двух боковых роликов опирается на два дополнительных ролика, из которых один посажен на эксцентричную втулку для возможности регулирования расстояния между боковыми роликами 1J.
Однако такое техническое решение позволяет осуществлять регулировку толщины изделия, но не позволяет регулировать угол трапецеидального профиля.
Известно нажимное устройство роликовой волоки для производства трапецеидальных профилей, включающее снабженную механизмами фиксации и поворота, размещенную в гнезде станины эксцентриковую втулку, охватывающую подшипник, в который помещена цапфа ролика 2.
Недостатком этого нажимного устройства является невозможность регулировки в широком диапазоне углов наклона валка.
а значит, и углов трапецеидального профиля.
Цель изобретения - получение полос повышенной точности и широкого сортамента с различными углами трапецеидального профиля.
Это достигается тем, что в нажимном устройстве роликовой волоки для производства трапецеидальных профилей, включаюЩем снабженную механизмами фиксации и поворота, размещенную в гнезде станины эксцентриковую втулку, охватывающую подшипник, в который помещена цапф.а ролика, наружная поверхность эксцентриковой втулки выполнена в виде усеченного прямого кругового конуса с кольцевой расточкой, при этом ось конуса наклонена к оси вращения ролика, механизм поворота выполнен в виде укрепленной на втулке
крышки с ручкой, а механизм фиксации выполнен в виде кольца с наружной резьбой, установленного в кольцевой расточке эксцентриковой втулки.
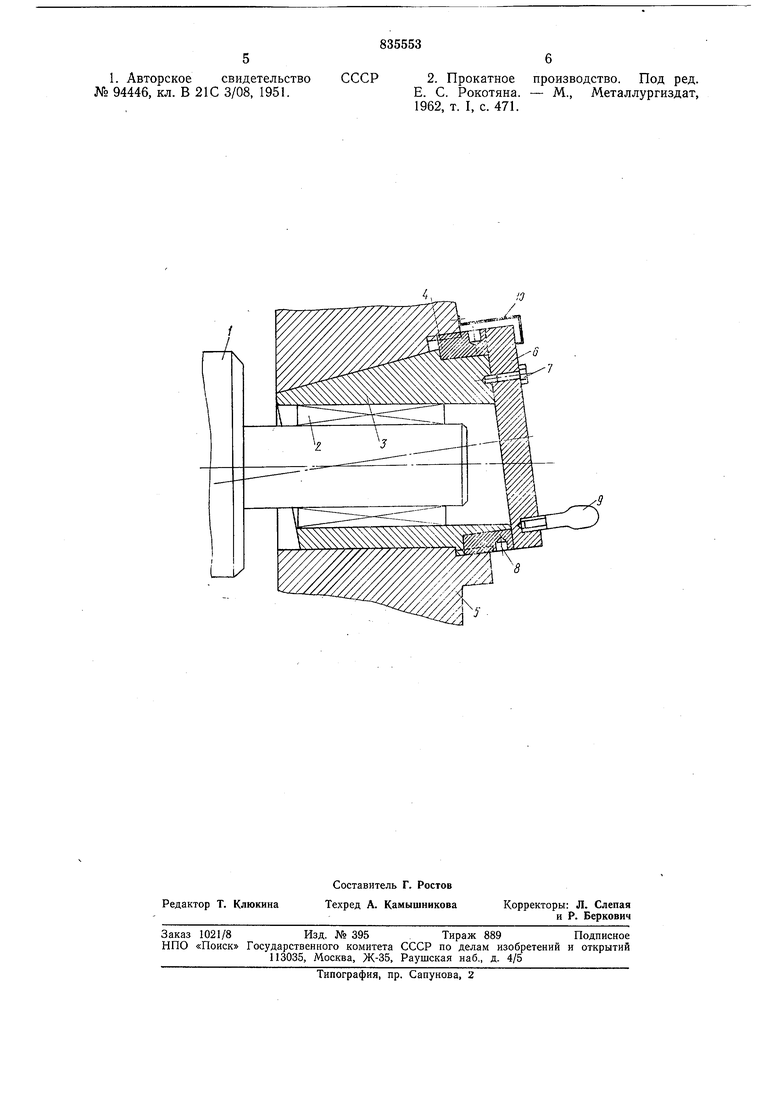
На фиг. 1 изображено предлагаемое нажимное устройство, продольный разрез.
Деформирующий ролик 1 размещается цапфой в подшипнике 2. Наружное кольцо подшипника 2 установлено в отверстии эксцентриковой втулки 3. Наружная поверхность эксцентриковой втулки 3 выполнена конической, причем ось симметрии усеченного прямого кругового конуса наклонена к оси цилиндрической внутренней полости, т. е. к оси вращения ролика.
Механизм фиксации эксцентриковой втулки состоит из кольца 4, на части наружной поверхности которого выполнена резьЬа, при помощи которой кольцо крепится к телу станины 5. Кольцо 4 упирается одним из торцов в буртик кольцевой расточки эксцентриковой втулки 3. Другим торцом кольцо упирается в крышку 5, которая скреплена с эксцентриковой втулкой болтами 7. По наружной поверхности кольца 4 выполнены несквозные отверстия 8. Крышка 6 снабжена рукояткой 9. Б теле станины закреплен указатель 10 со стрелкой, показывающей угол поворота эксцентриковой втулки 3 и, соответственно, угол наклона ролика 1.
Государственным стандартом на коллекторные полосы не оговариваются углы трапецеидального профиля. Эти углы определяются из расчетов электрических машин и оговариваются предприятием-заказчиком, поэтому угол наклона оси симметрии усеченного прямого кругового конуса к оси вращения ролика зависит от продукции, которую выпускает данное предприятие. Этот угол составлять половину от максимального угла трапецеидального профиля, выпускающегося на данном предприятии. В этом случае, как это видно из чертежа, возможна настройка от нуля градусов до максимального угла трапецеидального профиля.
Устройство работает следующим образом.
Вывертывают кольцо 4 при помощи вставленных в нескозные отверстия 8 воротков. Кольцо 4, воздействуя на крышку 6, перемещает ее и связанную с ней эксцентриковую втулку 3. Втулка 3 выходит из гнезда станины. При помощи рукоятки 9 поворачивают эксцентриковую втулку на необходимый угол. При этом изменяется угол наклона оси ролика 1 и, соответственно, угол трапецеидального профиля. Об угле наклона ролика 1 судят по указателю 10 и лимбу, нанесенному на наружном торце крышки 6. После установки необходимого угла заворачиванием кольца 4 стопорят эксцентриковую втулку 3 в гнезде станины и осуществляют процесс волочения.
При необходимости получения профиля с другим углом трапеции с помощью нажимного устройства предлагаемой конструкции изменяют угол наклона ролика. При этом с помощью нажимного механизма второго ролика (например, эксцентрикового типа) устанавливают необходимый зазор между роликами, обеспечивая получение изделия требуемой толщины. Таким образом возможна настройка роликовой волоки на любой угол трапецеидального профиля от нуля градусов, что соответствует получению изделия с прямоугольным поперечным сечением, до угла трапеции, задаваемого либо технологической инструкцией, если рассматривается промежуточный переход, либо задаваемого техническими условиями на продукцию, если переход чистовой, окончательный.
В настоящее время для волочения трапецеидальных коллекторных профилей, в основном, применяют целиковые сплошные волоки. Для производства каждого типоразмера изделия необходим индивидуальный инструмент - твердосплавная вставка, запрессованная в стальную обойму. Описанная конструкция нажимного устройства роликового волочильного инструмента позволяет получать в одном комплекте роликов
разнообразные размеры профилей.
По сравнению с известным устройством, предусматривающим деформацию лишь полос прямоугольного сечения, применение предлагаемого нажимного устройства позволит получать трапецеидальные профили широкого сортамента с различными углами трапеции. По сравнению с известными конструкциями роликовых волок для волочения трапецеидальных профилей, имеющих винтовое нажимное устройство, позволяющее осуществлять перекос роликов, предлагаемая конструкция обладает большей жесткостью. Последнее общеизвестно из практики прокатного производства: эксцентриковые нажимные устройства позволяют обеспечить жесткость клетей прокатных станов более высокую, чем в случае применения винтовых нажимных устройств, а значит, позволяют повысить точность производимого проката.
Формула изобретения
Нажимное устройство роликовой волоки
для производства трапецеидальных профилей, включающее снабженную механизмами фиксации и поворота, размещенную в гнезде станины эксцентриковую втулку, охватывающую подшипник, в который помещена цапфа ролика, отличающееся тем, что, с целью производства полос повышенной точности и широкого сортамента с различными углами трапецеидального профиля, наружная поверхность эксцентриковой втулки выполнена в виде усеченного прямого кругового конуса с кольцевой расточкой, при этом ось конуса наклонена к оси вращения ролика, механизм поворота выполнен в виде укрепленной на втулке
крышки с ручкой, а механизм фиксации выполнен в виде кольца с наружной резьбой, установленного в кольцевой расточке эксцентриковой втулки.
Источники информации,
принятые во внимание при экспертизе СССР 1. Авторское свидетельство № 94446, кл. В 21С 3/08, 1951. 2. Прокатное производство. Под ред. Е. С. Рокотяна. - М., Металлургиздат, 1962, т. I, с. 471.

| название | год | авторы | номер документа |
|---|---|---|---|
| РОЛИКОВАЯ ВОЛОКА | 1993 |
|
RU2079386C1 |
| Роликовая волока для производства прямоугольных и трапецеидальных профилей | 1980 |
|
SU910270A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНОЙ СТАЛИ И ДРУГИХ ПРОФИЛЕЙ | 1993 |
|
RU2061571C1 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1999 |
|
RU2177385C2 |
| РОЛИКОВАЯ ВОЛОКА | 2002 |
|
RU2216418C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ТРУБ С ВИНТОВЫМ ПРОФИЛЕМ | 2011 |
|
RU2477664C2 |
| РОЛИКОВАЯ ВОЛОКА ДЛЯ ПРОИЗВОДСТВА КРУГЛЫХ ТРУБ | 2010 |
|
RU2453387C1 |
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
| Роликовая волока | 1980 |
|
SU908465A1 |
| Роликовая волока | 1980 |
|
SU899191A1 |
