(54) СПОСОБ ИЗГОТСеЛЕНИЯ МАТРИЦЫ ДЛЯ ХОЛОДНОЙ ВЫСАДКИ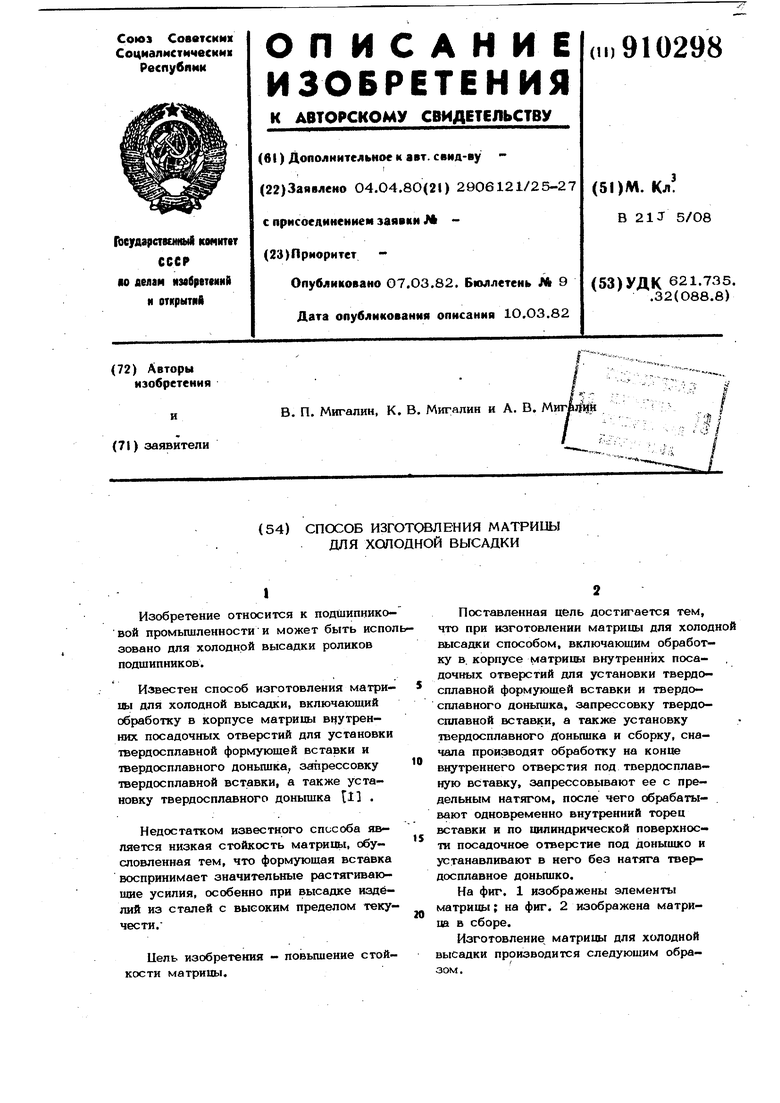
| название | год | авторы | номер документа |
|---|---|---|---|
| Матрица для объемной штамповки | 1984 |
|
SU1247148A1 |
| Отрезной инструмент | 1986 |
|
SU1470472A1 |
| Матрица для высадки деталей | 2021 |
|
RU2761843C1 |
| Матрица для холодной высадки деталей сложного профиля | 2023 |
|
RU2817098C1 |
| Составной пуансон для высадки | 1985 |
|
SU1400748A1 |
| Матрица с переменным натягом | 2023 |
|
RU2830267C1 |
| Способ сборки бандажированной матрицы | 1985 |
|
SU1294552A1 |
| ТВЕРДОСПЛАВНАЯ МАТРИЦА ДЛЯ ВЫСАДКИ МНОГОГРАННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2245209C1 |
| ТВЕРДОСПЛАВНАЯ МАТРИЦА ДЛЯ ВЫСАДКИ МНОГОГРАННЫХ ИЗДЕЛИЙ | 2009 |
|
RU2392085C1 |
| БУРОВОЕ ДОЛОТО С ТВЕРДОСПЛАВНЫМ ВООРУЖЕНИЕМ | 2004 |
|
RU2270318C1 |
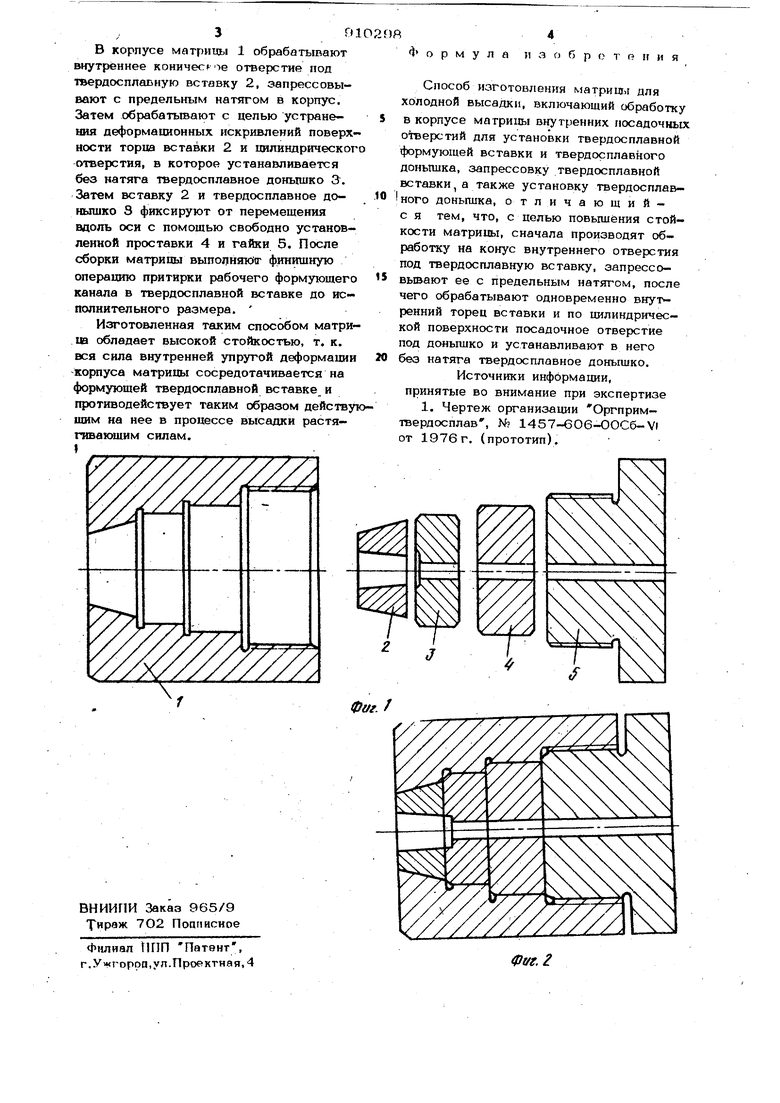
Изобретение относится к подшипникевой промьпиленностии может быть испо зовано для холодной высадки роликов подшипников. Известен способ изготовления матрицы для холодной высадки, включающий обработку в корпусе матрицы внутренних посадочных отверстий для установки твердосплавной формуюшей вставки и твердосплавного доньпика, запрессовку твердосплавной вставки, а также установку твердосплавного донышка {i} . Недостатком известного способа является низкая стойкость матрииь, обусловленная тем, что формующая вставка воспринимает значительные растягивакншие усилия, особенно при высадке изделий из сталей с высоким пределом текучести. Цель изобретения - повьпиение стойкости матрицы. Поставленная цель достигается тем, что при изготовлении матрицы для холодной высадки способом, включающим обработку в. корпусе матрицы внутренних посадочных отверстий для установки твердосплавной формуюшей вставки и твердосплавного лоньпика, запрессовку твердосплавной вставки, а также установку твердосплавного доньпика и сборку, сначала производят обработку на конце В1 треннего отверстия под твердосплавную вставку, запрессовывают ее с предельным натягом, после чего обрабатывают одновременно внутренний торец вставки и по цилиндрической поверхности посадочное отверстие под донышко и устанавливают в него без натяга твердосплавное доньпико. На фиг. 1 изображены элементы матрицы; на фиг. 2 изображена матрица в сборе. Изготовление матрицы для холодной высадки производится следующим образом .
