4
00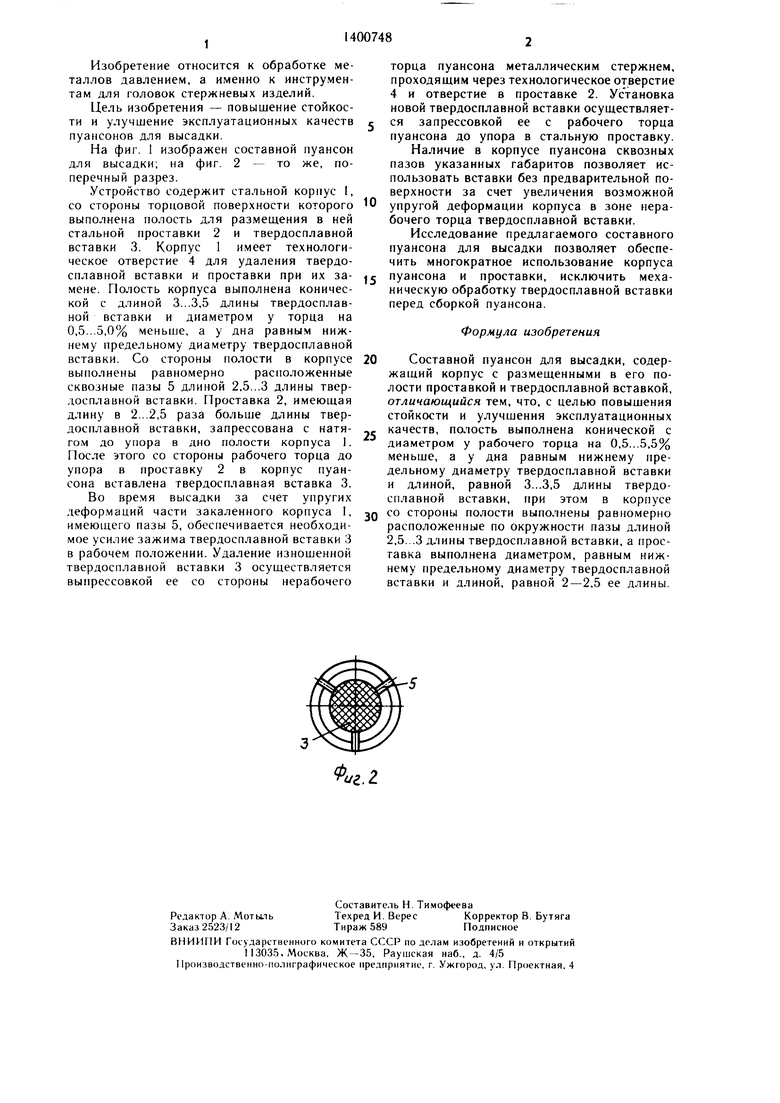
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления стержня с утолщениями | 2021 |
|
RU2773178C1 |
| Устройство для разделения прутковогоМАТЕРиАлА HA зАгОТОВКи | 1978 |
|
SU841804A1 |
| Резец для бурового долота | 2024 |
|
RU2827238C1 |
| Устройство для высадки концевых утолщений на трубах | 1983 |
|
SU1094663A1 |
| Устройство для изготовления деталей с утолщением | 1987 |
|
SU1505655A1 |
| Шип для шины транспортного средства, способ изготовления и штамп для изготовления шипа | 1983 |
|
SU1519929A1 |
| Матрица для высадки деталей | 2021 |
|
RU2761843C1 |
| Пуансон для пробивки отверстий | 1981 |
|
SU978981A1 |
| Составной пуансон | 1987 |
|
SU1648618A1 |
| Инструмент для изготовления прорезных гаек | 1980 |
|
SU927403A1 |
Из(.)брстсние относится к обработке металлов давлением и может использоваться для формирования головок стержневых изде.1ий методом .холодной обьемио|1 пггамповки. Це.чь новьпнение стойкости и у.чучна ние гжснлуатаиионных качеств пуансонов для высадки. Для «того устройство содержит корнус 1 с полостью со стороны рабочего торца для размен1ения в ней нроставки 2 н твердоснлавной вставки (ТВ) 3. Полость корпуса выно.пк на конической с д;1ипой более З...3,5 длипы ТВ и диаметром у торца на 0,5...5,5% меиьп1е нижнегс предельного диаметра ТВ 3. С.о стороны полости в корпусе 1 выпо.шены сквозные равномерно расноложенные пазы 5 длиной 2,5...3 длины ТВ для обеспечения необходимого усилия зажима ее в рабочем положении. Проставка 2 выпо.шена диаметром, равным нижнему 11реде,1ьном диамет)у ТВ, и длиной в 2...2,5 таза б().-|ь- 1не .1ЛИНЫ ТВ. Удаление изнои1еиной ТВ осу- П1сствляется со стороны технологического 01 перстня 4, установказанрессов1 ой ее со стороны рабочего торца пуансона до упора в проставку 2 На.шчи.е пазов н корпусе позво.тет обеспечпть мпогок кгг- ное использование корпуса п нрос1аики. исключить механическую обработку ТВ сборко11 уансона. 2 и, 1. сл
иг.1
Изобретение относится к обработке металлов давлением, а именно к инструментам для головок стержневых изделий.
Цель изобретения - повышение стойкости и улучшение эксплуатационных качеств пуансонов для высадки.
На фиг. 1 изображен составной пуансон для высадки; на фиг. 2 - то же, поперечный разрез.
Устройство содержит стальной корпус 1, со стороны торцовой поверхности которого выполнена полость для размещения в ней стальной проставки 2 и твердосплавной вставки 3. Корпус 1 имеет технологическое отверстие 4 для удаления твердосплавной вставки и проставки при их замене. Полость корпуса выполнена конической с длиной З...3,5 длины твердосплавной вставки и диаметром у торца на 0,5...5,0% меньше, а у дна равным нижнему предельному диаметру твердосплавной вставки. Со стороны полости в корпусе выполнены равномерно расположенные сквозные пазы 5 длиной 2,5...3 длины твердосплавной вставки. Проставка 2, имеющая длину в 2...2,5 раза больше длины твердосплавной вставки, запрессована с натягом до упора в дно полости корпуса 1. После этого со стороны рабочего торца до упора в проставку 2 в корпус пуансона вставлена твердосплавная вставка 3.
Во время высадки за счет упругих деформаций части закаленного корпуса I, имеющего пазы 5, обеспечивается необходимое усилие зажи.ма твердосплавной вставки 3 в рабочем положении. Удаление изношенной твердосплавной вставки 3 осуществляется выпрессовкой ее со стороны нерабочего
торца пуансона металлическим стержнем, проходящим через технологическое отверстие 4 и отверстие в проставке 2. Установка новой твердосплавной вставки осуществляется запрессовкой ее с рабочего торца пуансона до упора в стальную проставку. Наличие в корпусе пуансона сквозных пазов указанных габаритов позволяет использовать вставки без предварительной поверхности за счет увеличения возможной
упругой деформации корпуса в зоне нерабочего торца твердосплавной вставкк.
Исследование предлагаемого составного пуансона для высадки позволяет обеспечить многократное использование корпуса
пуансона и проставки, исключить механическую обработку твердосплавной вставки перед сборкой пуансона.
Формула изобретения
Составной пуансон для высадки, содержащий корпус с размещенными в его полости проставкой и твердосплавной вставкой, отличающийся тем, что, с целью повышения стойкости и улучшения эксплуатационных качеств, полость выполнена конической с диаметром у рабочего торца на 0,5...5,5% меньше, а у дна равным нижнему предельному диаметру твердосплавной вставки и длиной, равной З...3,5 длины твердосплавной вставки, при этом в корпусе со стороны полости выполнены равномерно расположенные по окружности пазы длиной 2,5...3 длины твердосплавной вставки, а прос- тавка выполнена диаметром, равным нижнему предельному диаметру твердосплавной вставки и длиной, равной 2-2,5 ее длины.
