Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении бан- дажированных матриц, армированных вставкой из износостойкого материала
Целью изобретения является исключение разрушения матричной вставки.
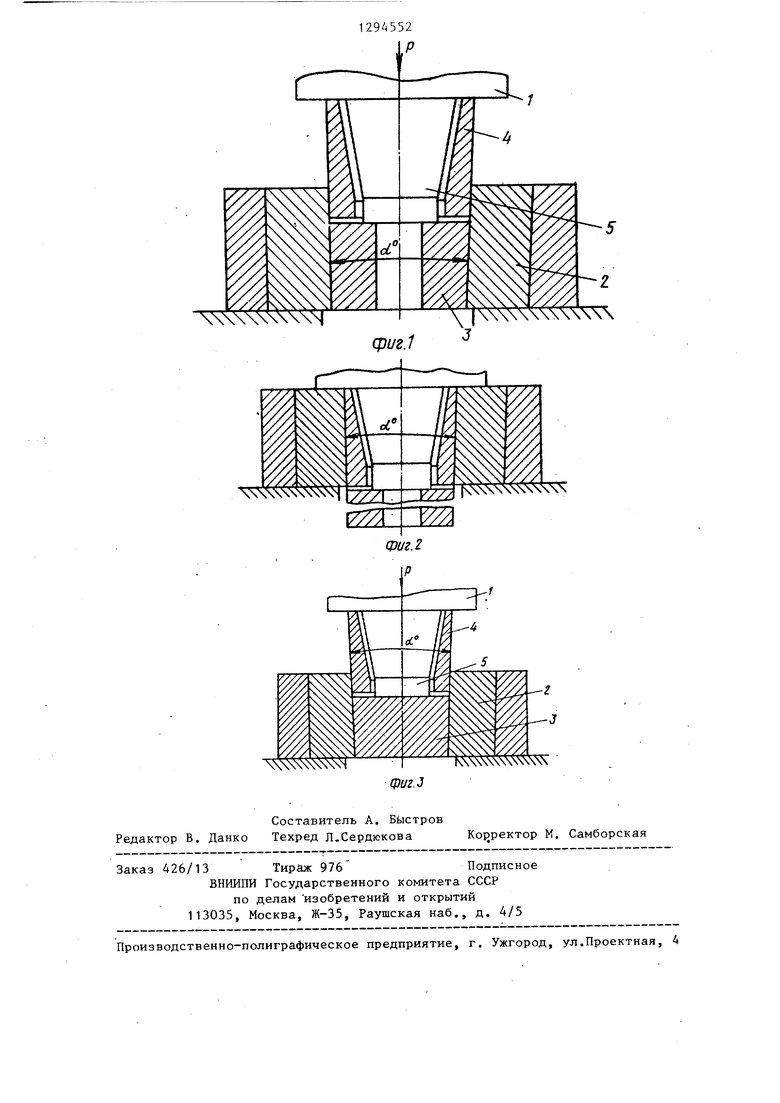
На фиг. 1 показана схема сборки в начальной стадии; на фиг. 2 - окончание сборки; на фиг. 3 - схема сборки с использованием сплошной вспомогательной вставки.
Способ осуществляется следзпощим образом.
Сначала ползуном 1 в корпус 2 запрессовывают вспомогательную вставку 3 с натягом не менее требуемой величины натяга матричной вставки 4. При запрессовке происходит упругая деформация вспомогательной вставки и корпуса, при этом вставка сжимается, а корпус расширяется, т.е. диаметр конусного отверстия корпуса увеличивается. Перед зап- рессовкор матричной вставки 4 в ее полость устанавливают опорный стержень 5, высота которого больше высоты вставки. При запрессовке торец ползуна одновременно воздействует как на стержень, так и на твердосплавную вставку, при этом через стержень усилие передается непосредственно на вспомогательную вставку, проталкивая ее по -высоте отверстия, а к матричной вставке прикладывается усилие, необходимое для ее запрессовки в предварительно расширенный корпус. По мере запрессовки матричной вставки вспомогательная вставка выпрессовывается из корпуса до полного удаления в конце запрессовки (фиг. 2). Вспомогательная вставка может быть выполнена как полой (фиг. 1), так и сплошной (фиг.З
Наличие зазора между ответными поверхностями матричной вставки и стержня уменьшает усилие запрессовки, а следовательно, и сжимающие
0
напряжения от осевой силы. Эти напряжения уменьшает и выполнение опорного стержня выше матричной вставки, т.е. последняя при этом не упирается во вспомогательную вставку. Это исключает разрушение матричной вставки от осевых сжимающих напряжений .
Использование изобретения позволяет исключить трудоемкую пригонку опорного стержня к поверхности полости матричной вставки.
Пример . Проводили запрессовку твердосплавной вставки в кор- пус бандажа по конической поверхности вхолодную совместно со вспомогательной вставкой. Твердосплавная вставка имела наружный диаметр 60 мм, диаметр калибрующего пояска 40 мм и высоту 60 мм. Запрессовку производили с натягом 1,5% от наружного диаметра вставки по указанной схеме без разрушения.
5 .
Формула изобре.тения
1.Способ сборки бандажированной матрицы, включающий запрессовку матричной вставки в корпус по конической поверхности вхолодную совместно с вспомогательной вставкой и опорным стержнем, расположенным соответственно впереди и внутри матричной
. вставки, отличающийся 5 тем, что, с целью исключения разрушения матричной вставки, запрессовку проводят, располагая матричную вставку и стержень с зазором между ответными их поверхностями.
2.Способ по п. 1, о т л и ч а- ю щ и и с я тем, что процесс ведут с использованием полой вспомогательной вставки.
3.Способ по п. 1, о т л и ч а0
0
5
ю щ и и с я тем, что запрессовку проводят, используя опорный стержень, высота которого больше высоты матричной вставки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления бандажированных матриц | 1987 |
|
SU1496872A1 |
| Способ изготовления бандажированных матриц | 1977 |
|
SU727276A1 |
| Способ сборки запрессовкой деталей с коническими сопрягаемыми поверхностями | 1988 |
|
SU1579699A1 |
| АЛМАЗНОЕ ДОЛОТО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ РЕЗЦОВ | 2013 |
|
RU2536901C2 |
| БУРОВОЙ ИНСТРУМЕНТ | 2013 |
|
RU2536598C1 |
| Штамп для выдавливания полых деталей и способ его настройки | 1984 |
|
SU1181770A1 |
| МАТРИЦА ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ИЛИ ПОЛУГОРЯЧЕЙ ШТАМПОВКИ | 1994 |
|
RU2074044C1 |
| БУРОВОЙ ИНСТРУМЕНТ | 2005 |
|
RU2279524C1 |
| Матрица для выдавливания | 1990 |
|
SU1763077A1 |
| УСТРОЙСТВО ДЛЯ ИСПЫТАНИЯ ТВЕРДОСПЛАВНЫХ ЗУБКОВ ШАРОШЕК БУРОВОГО ДОЛОТА | 2006 |
|
RU2321839C1 |
Изобретение относится к обработке металлов давлением, в частности к способу сборки бандажированной матрицы. Изобретение позволяет повысить стойкость матриц за счет применения больших натягов при запрессовке тонкостенных твердосплавных вставок. Запрессовку вставки в корпус по конической поверхности вхолод- ную производят совместно с вспомогательной конической вставкой, устанавливаемой в корпус впереди вставки. Причем вспомогательную вставку запрессовывают с натйгом величиной не менее величины натяга основной вставки. Вспомогательная вставка изготавливается в виде втулки или пробки. Для снижения осевой нагрузки на вставку ее запрессовку производят через жёсткий стержень, расположенный по оси между ползуном и вспомогательной вставкой с зазором относительно внутренней поверхности матричной вставки. 2 з.п. ф-лы, 3 ил. с (Л
Составитель A, Быстров Редактор В. Данко Техред Л.Сердюкова Корректор М. Самборская
.,.«« l-«i. --. «.-
Заказ 426/13 Тираж 976 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул.Проектная, 4
| Способ изготовления осесимметричной скрепленной матрицы | 1976 |
|
SU647028A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
