(.54) УСТРОЙСТВО РЕГУЛИРОВАНИЯ СИСТЕМ|1
ОБЛИВА ЭМАЛИРОВОЧНОЙ МАШИНЫ |
1
Изобретение относится к эмалированию стальных изделий, а более . конкретно к автоматизации эмалировочных маииин.
Известно обливочное устройство эмалировочного полуавтомата, содердащее ванну со шликером, напорный бак, включающий перегородку с седлом и качаквдимся клапаном и пневмозолотником с управлением от кулачкового механизма. Подача шликера осуществляется сжатым воздухом 1j.
К недостаткам данного устройства относятся невозможность регулирования расхода шликера в процессе облива, так как кулачковый механизм управляет подачей воздуха независимо от действительной подачи шликера, которая может меняться даже при постоянном давлении в пневмосистеме из-за непостоянства удельного веса шликера, и его реологических свойств, а также из-за непостоянства сопротивлений в трубопроводах; сложность конструкции напорного бака с плавающим клапаном; насыщение шликера воздухом вследствие их непосредственного контакта. Эти недостатки сказываются на эксплуатации эмалировочной
машины и на качестве эмалевого покрытия.
Цель изобрете-ния - повышение кае чества эмалевого покрытия и автоматизация процесса облива.
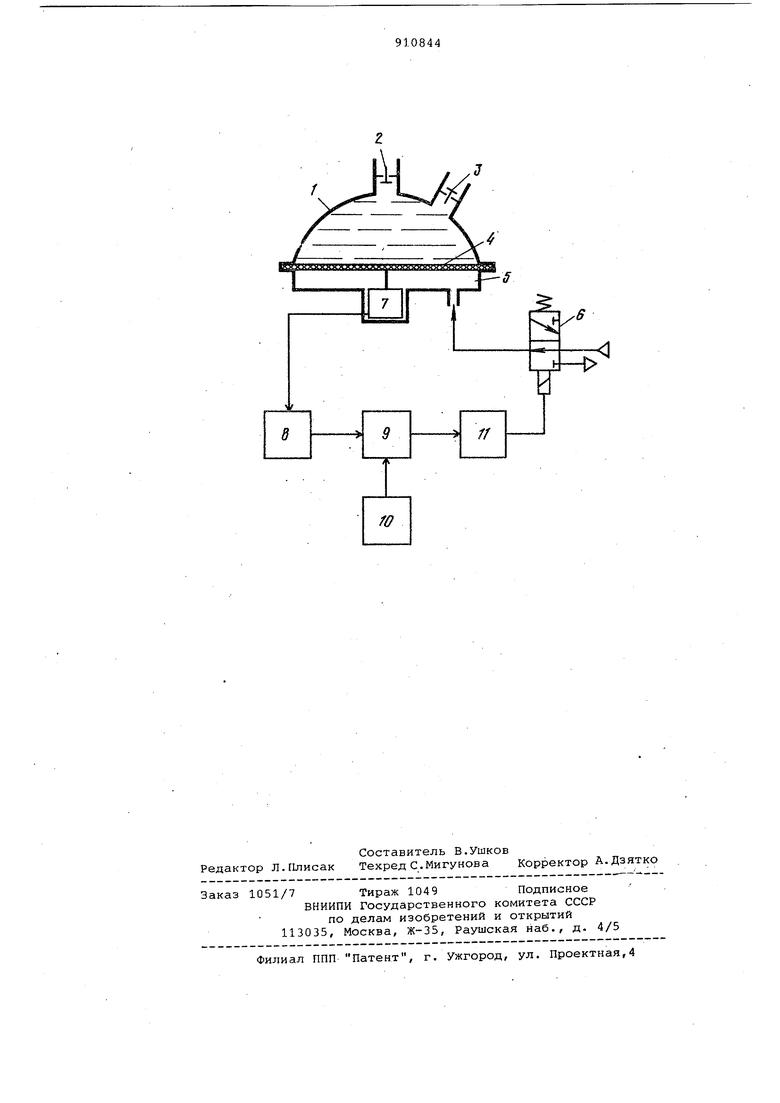
Указанная цель достигается тем, что устройство облива эмалировочной машины, содержащее напорный бак с упругой диафрагмой, впускной и выпускной клапаны, пневмокамеру, снабжено управляемым регулятором давления, выполненным в виде датчика перемещения диафрагмы, функционального преобразователя, блока рассогласования, блока задачи расхода шликера, широтно-импульсного модулятора и электромагнитного клапана, причем выход датчика соединен со входом функционального преобразователя, выход которого соединен со входом блока рассогласования, выход блока рассогласования соединен с широтно-импульсным модулятором, выход которого соединен с электромагнитным клапаном, а второй вход блока рассогласования соединён с выходом блока задачи расхода ишикера.
На чертеже изображена схема устройства. Устройство содержит напорный бак 1, выполненный в виде шарового сегмента/ впускного 2 и выпускного клапанов, упругой диафрагмы 4, пнев мокс1меры 5, соединенной с электромагнитным пневмоклапаном 6. Система управления включает датчик 7 переме щения диафрагмы, кинематически, с не связанный, функциональный преобразо ватель 8, преобразующий сигнал пере мещения диафрагмы в напряжение, про порциональное расходу, блок 9 рассо ласования, блок 10задачи расхода шликера и широтно-импульсный модулятор 11, Устройство системы облива работа ет следующим образом. При подаче сигнала на облив от общей системы управления машины сжатый воздух через пневмоклапан 6 подается в пневмокамеру 5 и вытесня ет шликер через выпускной клапан 3. По мере вытеснения шликера упругая диафрагма деформируется и создает возрастающее сопротивление сжатому воздуху, поэтому для обеспечения желаемого расхода шликера (постоянного или меняющегося от времени) не обходимо изменять давление в пневмо камере 5 определенным образом. Это обеспечивается системой управления пневмоклапаном. Датчик 7 перемещения вьщает сигнал,пропорциональный перемещению центра диафрагмы. Функциональный преобразователь 8 преобразует этот сигнал в напряжение, пропорциональное изменению объема пневмокамеры, т.е. расходу шликера. Затем сигнал сопоставляется в блоке 9 с заданием, поступающим с блока 10 задачи расхода шликера. Полученный сигнал рассогласования управляет широтно-импульсным модулято ром 11, изменяя коэффициент заполне ния импульсов, управляющих в свою очередь электромагнитным пневмоклапаном б. В результате пневмоклапан в процессе облива работает в импуль ном режиме, включаясь и выключаясь 20-30 раз в секунду с регулируемым соотношением времени открытого и закрытого состояния, управляя таким образом давлением в пневмокамере 5. Вследствие высокой частоты переключения давление в камере изменяется плавно и импульсный характер работы клапана на подачу шликера не сказывается. Заполнение напорного бака происходит во время паузы,-когда упругая диафрагма 4 после сброса давления в пневмокамере 5 возвращается в исходное состояние и засасывает новую порцию шликера через впускной клапан 2 . В качестве пневмоклапана 6 можно использовать, например, пневмораспределитель 41512550179, допускающий 1000 включений в минуту в длительном режиме работы, в режиме кратковременного включения, используемого в данном случае, частота включения может быть повышена до 40-50 Гц. Это позволяе с высокой точностью отрабатьзвать желаемый закон подачи шликера в процессе облива. Предлагаемое устройство может реализовать различные режимы подачи шликера: режим постоянной подачи, режим возрастающей интенсивности облива, режим с максимумом расхода в середине облива и т.п. Управление интенсивностью облива при обработке изделий сложной формы позволяет решить ряд технологических задач механизированного нанесения покрытия: сокращение расхода шликера вследствие уменьшенного разбрызгивания, повышение равномерности слоя эмали, устранение воздушных пузырей и натеков покрытия. Предлагаемое устройство практически нечувствительно к изменению давления в пневмосети и к колебаниям . плотности и реологических свойств эмалевого шликера. Формула изобретения Устройство регулирования системы облива эмалировочной машины, содержащее напорный бак с упругой диафрагмой, впускной и выпускной клапаны, пневмокамеру, отличающееся тем, что, с целью повышения качества покрытия и автоматизации процесса облива, оно снабжено управляемым регулятором давления, выполненным в виде датчика перемещения диафрагмы, функционального преобразователя, блока рассогласования, блока задачи расхода шликера, широтно-импульсного модулятора и электромагнитного клапана, причём выход датчика соединен со входом функционального преобразователя, выход которого соединен со входом блока рассогласования, выход блока рассогласования соединен с широтно-импульсным модулятором, выход которого соединен с электромагнитным клапаном, а второй вход блока рассогласования соединен с выходом блока задачи расхода шликера. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 413221, кл. С 23D 5/00, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для эмалирования изделий | 1979 |
|
SU885350A1 |
| Электронно-управляемое устройство холодного пуска дизеля с плазмохимическим конвертором | 2023 |
|
RU2817403C1 |
| ПРОПОРЦИОНАЛЬНЫЙ МОДУЛЯТОР ЭЛЕКТРОННО-ПНЕВМАТИЧЕСКОЙ ТОРМОЗНОЙ СИСТЕМЫ | 2008 |
|
RU2385242C2 |
| ЭЛЕКТРОПНЕВМАТИЧЕСКИЙ МОДУЛЯТОР АБС "РОДИНА" | 2003 |
|
RU2252164C2 |
| Система управления поворотно-сцепным устройством двухзвенной гусеничной машины с боевым модулем на втором звене | 2024 |
|
RU2829617C1 |
| Система и способ управления пневматическим приводом вагонного замедлителя | 2020 |
|
RU2750559C1 |
| Эмалировочный полуавтомат с технологической адаптацией | 1987 |
|
SU1491911A1 |
| Система управления пневматическим приводом вагонного замедлителя | 2021 |
|
RU2773117C1 |
| Система управления двигателем внутреннего сгорания | 1988 |
|
SU1687861A1 |
| СПОСОБ И СИСТЕМА РЕГУЛИРОВАНИЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ С ТУРБОНАДДУВОМ И ИСКРОВЫМ ЗАЖИГАНИЕМ | 1997 |
|
RU2133353C1 |