I
Изобретение относится к измерительной технике и может быть использовано в прокатном производстве.
Известно устройство для измерения длины проката, содержащее линейку фотосопротивлений, командный датчик, базовый усилитель и счетно-накопительную схему .
Наиболее близким по технической сущности к изобретению является устройство для измерения длины проката, содержащее датчик переднего конца проката, группу датчиков заднего конца проката, установленных на заданном расстоянии один от другого и от датчика переднего конца, блок формирования базовой длины, измеритель длины остатка и вычислительный блок , выходы датчиков заднего конца проката соединены со входом блока формирования базовой длины, выход которого соединен со входом вычислительного блока, второй вход вычислительного блока соединен с выходом измерителя
ДЛИНЫ остатка, а управляющий вход вычислительного блока и блока формирования базовой длины соединены с выходом датчика переднего конца проката 2.
В этом устройстве датчики переднего и заднего конца проката выполнены в виде фотореле. Вьтолнение датчиков в виде фотореле не обеспечивает измерения листов проката в
0 том случае, если начало листа появляется в поле зрения датчика раньше, чем мимо него пройдет предыдущий лист.
Цель изобретения - повышение точISности путем устранения влияния перекрытий и повышение надежности датчика переднего конца прокати. Поставленная цель достигается тем, что датчики заднего конца про20ката выполнены в виде двух генераторных обмоток прямоугольной формы, расположенных на определенном расстоянии одна от другой, и двух групп
3911
риемных обмоток, каждая из которых расположена перпендикулярно линии вижения проката в горизонтальной плоскости и наложена со смещением по линии движения на соответствующую генераторную обмотку, генератора частоты, подключенного к генераторным обмоткам, двух блоков преобразователей , входы которых соединены с приемными обмотками соответствуюих групп, блока инверторов, входы
оторого соединены с выходами перого блока преобразователей, блока коньюкторов., первые входы которого соединены с выходами блока инверторов , а вторые - с выходами другого лока преобразователей, элемента ИЛИ, входы которого соединены с выходами коньюкторов, а выход является выходом датчика заднего конца. Кроме этого, датчик переднего конца проката выполнен в виде генераторной и приемной обмоток, расположенных в горизонтальной плоскости, генератора частоты, выход которого соединен с генераторной обмоткой, и преобразователя, вход которого соединен с приемной обмоткой, а выход которого является выходом датчика переднего
конца. При этом приемная обмотка наложена на генераторную со сдвигом в направлении движения проката.
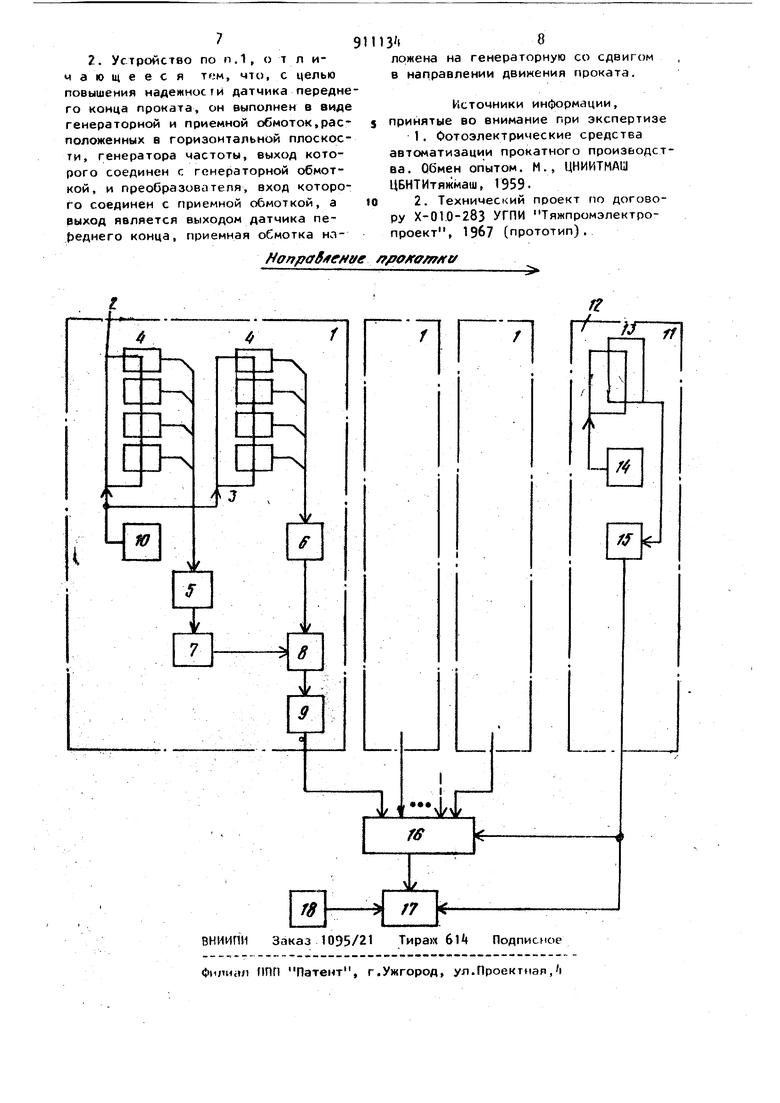
На чертеже представлена блок-схема устройства для измерения длины проката.
Устройство содержит датчики 1 заднего конца проката, содержащие генераторные обмотки 2 и 3,группы приемных обмоток, блоки 5 и 6 преобразователей, блок 7 инверторов,блок 8 коньюкторов, элемент 9 ИЛИ, генератор 10 частоты, датчик 11 переднего конца проката, содержащий ге- нераторную обмотку 12, приемную обмотку 13, генератор 1 частоты и преобразователь 15, блок 16 формирования базовой длины, вычислительный блок 17 и измеритель 18 длины остатка.
В исходном состоянии, когда заготовка в зоне измерения отсутствует, в генераторные обмотки 2 и 3 датчиков 1 заднего конца проката от генератора 10 частоты поступает сигнал, однако ввиду тоГо, что генераторные обмотки 2 и 3 скомпенсированы относительно групп А приемных обмоток за счет наложения со сдвигом, то на входах блоков 5 и 6 преоб 4
разователей сигнал будет отсутствовать. Следовательно, и на выходах блоков 5 и 6 преобразователей сигнал будет отсутствовать, поэтому на од-i
5 них входах блока 8 коньюкторов будет сигнал логической 1. а на других О, так как в первом случае сигнал проходит через блок 7 инверторов. На выходах блока 8 коньюкторов
О также будет сигнал О и на выходе элемента 9 ИЛИ будет О.
Аналогично скомпенсированы и обмотки датчика 11 переднего конца проката, поэтому и на выходе преобразователя 1Ь будет О. С выходов датчиков 1 заднего конца проката сигнал О будет поступать на выходы блока
16формирования базовой длины, а с выхода датчика 11 переднего конца
0 проката сигнал О будет поступать на управляющие входы блока 16 формирования базовой длины и вычислительного блока 17. С выхода измерителя 18 длины остатка в вычислительный
5 блок 17 будет подаваться сигнал О. Поэтому Б вычислительном блоке
17вычисления проводиться не будут. При достижении передним концом
проката генераторной обмотки 2 и 0 группы k обмоток произойдет нарушение компенсации между обмотками 2 и , и на одном из входов блока 5 преобразователей появится сигнал с частотой генератора 10 частоты.
На выходе блока 5 .преобразователей сигнал изменится на 1 и инвертированный в блоке 7 инверторов в о поступит на первый вход блока 8 конькбкторов. На второй блок 8 коньюкторов также поступит сигнал О, и сигнал .
на выходах блока 8 коньюкторов не изменится относительно исходного состояния.
При достижении передним концом прокатываемой заготовки генераторной обмотки 3 и труппы приемных обмоток компенсация между генераторной обмоткой 3 и одной из обмоток группы k нарушится, и на одном из входов
блока 6 преобразователей появится частотный сигнал. На выходе блока 6 преобразователей сигнал изменится на 1, и поступит на второй вход блока 8 коньюкторов. Но так как на nejj-,
BOM входе этого блока установлен сигнал О, то на выходе датчика 1 заднего конца сигнал не изменится и будет установлен О. При дальнейшем движении прокатываемой заготовки ее передний конец достигнет датчика 11 переднего конца заготовки, и компенсация между генераторной 12 и приемной 13 обмот ками датчика нарушится. На выходе преобразователя 15 установится сигнал 1, который поступит на управляющие входы блока формирования баз вой длины 16 и вычислительного блока 17. Поступление сигнала 1М на управляющий вход вычислительного бл ка 17 разрушит считывание показаний с измерителя 18 длины остатка, а поступление 1 на управляющий вход блока 16 формирования базовой длины установит его в состояние готовности к приему сигналов с датчиков 1 заднего конца проката. Считывание показаний с измерителя 18 длины остатка будет производиться вычислительным блоком 17 до момента пока задний конец проката не достиг нет генераторной обмотки 3 одного и датчиков 1 заднего конца проката. В этом случае генераторная обмотка 2 окажется скомпенсированной относительно всех приемных обмоток группы приемных обмотбк, и на выходах блока 5 преобразователей будут установлены сигналы О, которые,будут инвертированы ь блоке 7 инверторов. Следовательно, на первых входах блока 8 коньюкторов будут установлены сигналы 1. Одновременно одна из обмоток другой группы приемных обмоток окажется раскомпенсирована с генераторной обмоткой 3, и на одном из вторых входов блока 8 коньюкторов будет установлен сигнал 1. Следовательно, и на выходе соответствуючцего датчика заднего конца проката установится 1. Появление сигнала 1 на одном из входов блока 16 формирования базовой длины будет пре образовано этим блоком в фактическую величину базовой длины, которая поступит на вход вычислительного блока 17. Ввод в вычислительный блок 17 значения фактической базовой длины запретит считывание значений остатка от измерителя 18 длины остатка, после чего вычислительный бло 17 выполнит вычисления полной длины заготовки по имеющейся в нем npoi- рамме. 3 исходное состояние вычислительный блок 17 будет установлен лишь после прохождения заднего конца прокатываемой заготовки датчика переднего конца проката 11. Предлагаемое устройство позволяет измерять длину листов проката, перемещаемого по рольгангу, когда конец (начало) листа появляется в зоне действия датчиков .одновременно с появлением конца предыдущего листа. Формула изобретения 1. Устройство для измерения длины проката, содержащее датчик переднего конца проката, группу датчиков заднего конца проката, установленных на заданном расстоянии один от другого и от датчика переднего конца, блок формирования базовой длины, измеритель длины остатка и вычислительный блок, выходы датчиков заднего конца проката соединены со входом, блока формирования базовой длины,выход которого соединен,со входом вычислительного блока, второй вход вычислительного блока соединен с выходом измерителя длины остатка,а управляющий вход вычислительного блока и блока формирования базовой длины соединены с выходом датчика переднего конца проката, отличающееся тем, что, с целью повышения точности путем устранения ВЛИЯНИЯ перекрытий, датчики заднего конца выполнены в виде двух генераторных обмоток прямоугольной формы, расположенных на определенном расстоянии одна от другой, и двух групп приемных обмоток, каждая из которых расположена перпендикулярно линии движения проката в горизонтальной плоскости и наложена со смещением по линии движения на соответствующую генераторную обмотку, генератора частоты, подключенного к генераторным обмоткам, двух блоков преобразователей, входы которых соединены с приемными обмотками соотетствующих групп, блока инверторов, входы которого соединены с выходами первого блока пр(еобразователей, блока коньюкторов, первые входы которого соединены с выходами блока инверторов , а вторые - с выходами другого лока преобразователей и элемента Щ ходы которого соединены с выходаи блока коньюкторое, а выход являтся выходом датчика заднего конца. J 2. Устройство по n.1, о 7 л ичающееся , что, с целью повышения надежности датчика передне го коица проката, он выполнен в виде генераторной и приемной обмоток,расположенных в горизонтальной плоскости, генератора частоты, выход которого соединен с генераторной обмоткой, и преобразователя, вход которого соединен с приемной обмоткой, а выход является выходом датчика пе()еднего конца, приемная обмотка нпНопрсгВленолршена на генераторную со сдвигом в направлении движения проката. Источники информации, принятые во внимание при экспертизе 1.Оотоэлектрические средства автоматизации прокатного производства. Обмен опытом. М., ЦНИИТМАШ ЦБНТИтяжмаш, 19592.Технический проект по договору Х-010-283 УГПИ Тяжпромэлектропроект, 19б7 (прототип). flo ffm/rt/
| название | год | авторы | номер документа |
|---|---|---|---|
| Измеритель длины проката | 1977 |
|
SU778839A1 |
| Устройство для регулирования толщины полосы на входе непрерывного прокатного стана | 1979 |
|
SU900903A1 |
| Двухотсчетный преобразователь угол-код | 1986 |
|
SU1403372A1 |
| Преобразователь угла поворота вала в код | 1985 |
|
SU1347186A1 |
| УСТРОЙСТВО К НОЖНИЦАМ ПРОКАТНОГО СТАНА ДЛЯ ОПТИМАЛЬНОГО РАСКРОЯ ПРОКАТА | 2004 |
|
RU2278768C2 |
| Устройство для измерения длины проката | 1979 |
|
SU855383A1 |
| Устройство для автоматического контроля металла в поле допусков по толщине | 1982 |
|
SU1077676A1 |
| Способ регулирования толщины проката и устройство для его осуществления | 1989 |
|
SU1620168A1 |
| УСТРОЙСТВО к ПРОКАТНОМУ СТАНУ для БЕЗОТХОДНОЙ РЕЗКИ ПРОКАТА НА ЗАГОТОВКИ ЛЕТУЧИМИ НОЖНИЦАМИ | 1972 |
|
SU336100A1 |
| СПОСОБ И УСТРОЙСТВО УПРАВЛЕНИЯ АСИНХРОННЫМ ДВИГАТЕЛЕМ | 2008 |
|
RU2361356C1 |
