Изобретение относится к области прокатного нроизводства.
Известны устройства к прокатному стану для безотходной резки проката на заготовки летучими ножницами, содержащие счетно-вычислительный блок, подающий сигнал на управление следящим приводом летучих ножниц, два базовых датчика, один из которых установлен на входе, а второй на выходе группы клетей, посылающих сигналы о наличии Материала в счетно-вычислительный блок, и Измерители длины нроката, установленные на входе и выходе группы клетей. В этом случае Предъявляются высокие требования к точности измерений, которые трудно получить в условиях прокатного производства.
Цель изобретения - упрощение счетно-вычислительного блока и повыщение точности раскроя. Это достигается введением в устройство блока для учета разницы между заданным и измеренным значениями длины проката, находящегося в чистовой группе клетей, в пересчете на вход стана и трех базовых датчиков, два из которых установлены соответственно по оси входной и выходной клетей, а третий установлен перед чистовой группой клетей на расстоянии от плоскости реза, равном условной длине раската после прокатки. Длина проката, находящегося в чистовой группе клетей, в пересчете на вход стана учитывается с помощью датчика перемещения проката на входе стана между срабатыванием двух базовых датчиков, установленных по оси входной и выходных клетей.
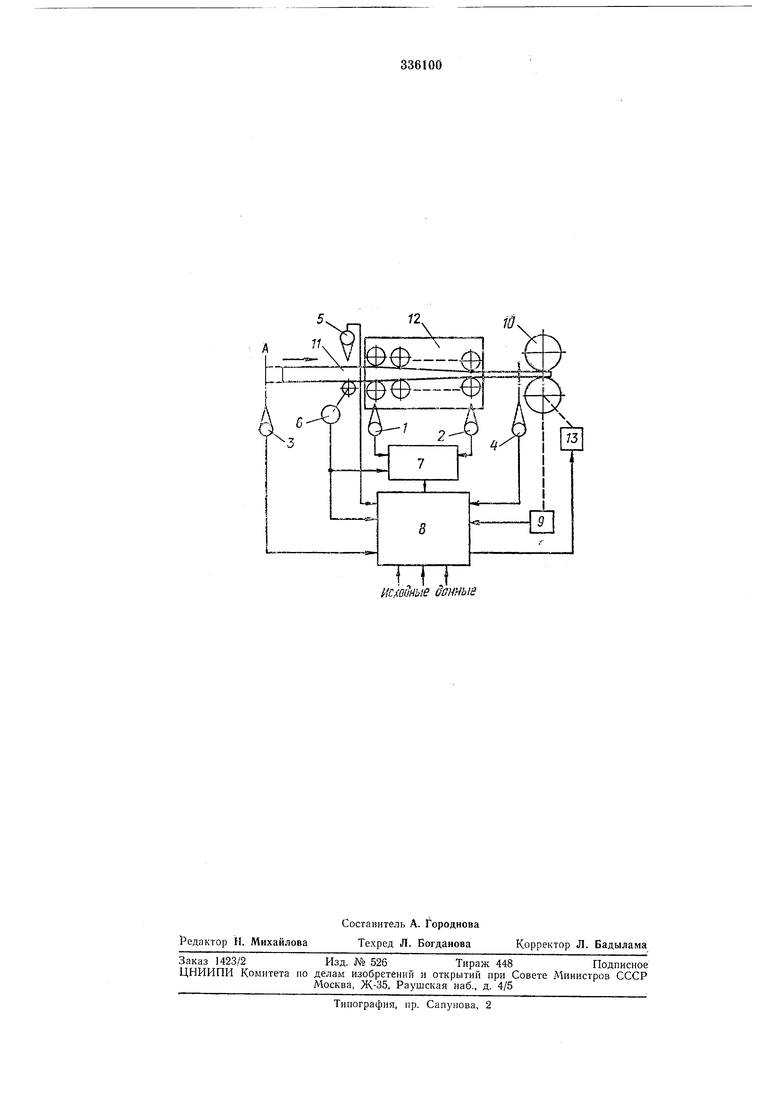
На чертеже приведена блок-схема предлагаемого устройства.
Устройство содержит базовые датчики /-5, мимо которых двил :ется прокатываемая заготовка. Датчики / и 2 установлены на оси
первой и последней клетей чистовой группы стана соответственно. Датчик 5 установлен на входе группы клетей в точке А, в которой должен находиться конец раската условной длины LA после прокатки в момент первого
реза.
Для измерения длины проката, задаваемого в клети, измеритель 6 длины. В качестве измерителя длины иснользоваться как датчик на оси следящего ролика,
так и бесконтактный датчик по физическим меткам.
Контроль за длиной проката, задаваемой в клети, осуществляется блоком 7 коррекции. Операции по составлению раскройного плана
выполняет счетно-вычислительный блок 8, в который поступает информация с базовых датчиков 1-5, измерителя 6 длины, блока 7 коррекции и датчика 9 схождения летучих ножнич 10, а также вводятся исходные данки /мпн и /макс ЧИСЛО ззготовок, поправки нз порезку.
Устройство работает следующим образом.
Прокатываемая заготовка )/ задается в чистовую группу клетей 12. В момент пересечения передним копцом проката линии визирования датчика / в блоке 7 начинают вычитаться импульсы, следующие через определепные интервалы перемещения, проката с измерителя длины. В блок 7 заранее записано значение длины проката LS, задаваемой в чистовую группу клетей в пересчете на вход стана. В момент достижения раскатом линии визирования датчика 2 счет с измерителя длины прекращается, разница между заданным и измеренным значениями длины проката, задаваемой в чистовую группу клетей, в пересчете на вход стана ALa поступает в счетно-вычислительный блок 8. В момент, когда задний конец проката пересекает точку А, срабатывает датчик 3, и начинается счет импульсов с измерителя 6 длины блоком 8. При этом к содержимому счетчика добавляется коррекция с блока 7. Счет прекращается по первому сигналу с датчика 9 схождения ножниц после срабатывания датчика 4. В блоке 8 в этот момент сосчитан результат 5-Д/-з (S - путь, пройденный задним концом раската от точки А до момента схождения ножей) и начинает вычисляться раскройный план. Далее онределяется укорочение Lp. вх, т. е. разница между заданным и измеренным значением длины заготовки в пересчете на вход стана, которое необходимо выбрать летучими ножницами для безотходной порезки
, 5-А1з
LP.SX - - ,
где п - число заготовок, которое получается из раската условной длины LAНа блок 13 управления летучими ножницами подается команда
К.
Ly А-р.ВХ
ср
где /Сер - приблизительное значение коэффициента вытяжки, запрограммированное в счетно-вычислительном блоке 5; Lp - разница между заданным и измеренным значениями
длины заготовки с учетом коэффициента вытяжки.
Начиная с первого реза с помощью измерителя 6 длины измеряется длина раската на входе клетей, уходящая на одну отрезаемую заготовку. Со второго реза по разнице между измеренным и вычисленным значениями длины вводится коррекция на унравление ножницами.
Таким образом, устройство позволяет получить качественный раскрой, поскольку оно учитывает (с помощью обратной связи) изменение длнны проката, находящегося в чистовой группе клетей, в пересчете па вход стапа
и коэффициент вытял ки раската.
Предмет изобретения
Устройство к прокатному стану для безотходной резки проката на заготовки летучими ножницами, содержащее измеритель длины проката, установленный на входе чистовой группы клетей, и два базовых датчика, один из которых установлен на входе, а другой - на выходе чистовой группы клетей, посылаюЩих сигнал о наличии материала в счетно-вычислительный блок, подающий команду следящему приводу летучих ножниц, отличающееся тем, что, с целью повышения точности раскроя и упрощения счетно-вычислительного
блока, оно снабжено базовым датчиком, установленным перед чистовой группой клетей на расстоянии от плоскости реза, равном условной длине раската после прокатки, и посылающим сигнал при прохождении конца проката о начале счета с измерителя длины в счетно-вычислительный блок, получающий сигнал от базового датчика, установленного на выходе чистовой группы клетей, о прекращении счета с измерителя длины блоком коррекции, посылающим сигнал о разнице между заданным и измеренным значениями длины проката, находящегося в чистовой группе клетей, в пересчете на вход стана в счетно-вычислительный блок, а также устройство содержит два базовых датчика, установленных соответственно по оси входной и выходной клетей и посылающих сигнал о начале и прекращении счета с измерителя длины блоком коррекции.
tTTJ
ИС:( евииыз

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО К НОЖНИЦАМ ПРОКАТНОГО СТАНА ДЛЯ ОПТИМАЛЬНОГО РАСКРОЯ ПРОКАТА | 2004 |
|
RU2278768C2 |
| УСТРОЙСТВО к ПРОКАТНОМУ СТАНУ для БЕЗОТХОДНОЙ РЕЗКИ ПРОКАТА . НА ЗАГОТОВКИ ЛЕТУЧИМИ НОЖНИЦАМИ | 1972 |
|
SU327009A1 |
| Устройство для безотходного раскроя проката | 1987 |
|
SU1493397A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАРТИЙ ГОРЯЧЕКАТАНОГО ЛИСТА | 2010 |
|
RU2405639C1 |
| Система управления раскроем проката на полосы летучими ножницами непрерывного сортового стана | 1982 |
|
SU1063590A1 |
| Устройство автоматического управления летучими ножницами для резки передних торцов проката | 1982 |
|
SU1228978A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ РЕЗКИ МЕТАЛЛА | 1960 |
|
SU133320A1 |
| Автоматизированная система безотходного раскроя проката | 1983 |
|
SU1209383A1 |
| Устройство к прокатному стану для раскроя проката летучими ножницами | 1973 |
|
SU489596A1 |
| Устройство контроля потерь металла в линии сортопрокатного стана | 1985 |
|
SU1307240A1 |