Изобретение относится к станкостроению и может быть использовано для нарезания спиральной канавки, например, на заготовках нопроволочных резисторов.
Изпестно устройство для изготовления спиральных канавок на поверхности непроволочных сопротивлений.С целью предотвращения сколов заготовки и обеспечения плавного подвода инструмента к заготовке, механизм изменения скорости подачи выполнен в виде качающегося шпинделя, совершающего под действием усилия пружины движение к заготовке по направляющей, угол наклона которой определяет величину скорости подачи рабочего инструмента.
Недостатком этого устройства является сложность конструкции. Так. чтобы изменить скорость подачи инструмента и заготовки, надо изменить профиль кулачка и угол наклона конца напраЕ ляющей, что трудоемко. Многозвенность механизма приводит к появлению больших погрешностей в положении инструмента и заготовки. Не предусмотрена компенсация при изменении диаметра шлифовального круга при его износе.
Наиболее близким по сути предлагаемого технического решения является автомат для нарезки винтовой канавки. С целью уменьшения времени загрузки и выгрузки деталей и ликвидации операции рихтовки, шпиндели выполнены с прорезями в виде канавок в зоне обратных конусов и имеют лыску, снятую вдоль шпинделя на длину выводов, и глубину, большую половины их диаметров. Кроме того, в кинематическую цепь вращения шпинделей включена фрикционная муфта. К недостаткам данного технического решения относится сложность конструкции, наличие промежуточных многозвенных передач, отсутствие плавного безударного подвода заготовки к инструменту, в результате чего на заготовке появляются сколы, приводящие ее к браку. Наличие зазоров в соединении деталей привода и подачи заготовок приводит к запаздыванию отвода заготовки от шлифовального круга, что влечет за собой появление брака, при этом снижается производительность автомата.
Целью изобретения является повышений производительности и упрощение конструкции. Это достигается тем, что привод вращения заготовки снабжен закрепленным вертикально на оси с возможностью поворота подпружиненным ползуном, на котором со стороны шлифовальной бабки выполнен скос, предназначенный для взаимодействия с обрабатываемой поверхностью заготовки, при этом механизм осевой подачи выполнен в виде расположенной на ползуне с возможностью регулировки угла наклона планки, а улел базирования заготовхи снабжен опорой, на которой со сторо ны ползуна выполнена наклонная поверхность, образующая в пересечении с поверхностью скоса, расположенного ниже планки, острый угол.
0 На чертеже показана конструктивная схема автомата.
Автомат для нарезания винтовой канавки содержит вибробункер 1. лоток 2, лоток 3, ползун 4,скос 5,планку 6,опору 7,наклон5 ную поверхность 8, шпиндельную бабку 9, основание 10, винт 11, электромагнит 12, пружину 13, пневмоцилиндр 14, питатель 15, направляющие 16, конечные выключатели 17 и 18, приемный лоток 19 и стенку 20.
0 Лоток 2 вибробунг ера 1 состыкован с лотком 3. Питатель 15 входит в прорезь лотка 3. Ползун 4 свободно установлен на оси основания 10, а на оси, закрепленной на ползуне, установлена планка 6, связанная с
5 винтом 11. Опора 7 расположена таким образом, что ее наклонная поверхность 8 образует со скосом 5 ползуна 4 острый угол. Шпиндельная бабка 9 и стенка 20 размещены за опорой так, что шлифовальный круг
0 через окно в стенке касается обрабатываемой детали. С ползуном 4 шарнирно связан сердечник электромагнита 12. Пружина 13 сжатия одним концом упирается в заднюю стенку ползуна, а другим - в перекладину
5 основания 10. Направляющие 16 охватывают стойки основания 10. С основанием свя- з.ан шток пневмоцилиндра 14. Конечные выключатели 17 и 18 установлены по ходу основания вверху и внизу. Приемный лоток
0 19 расположен под опорой 7.
Автомат работает следующим образом. Детали из вибробункера 1 непрерывно подаются в лоток 2, из которого они попадают на лоток 3. Питатель 15 удерживает дета5 ли в лотке. Под действием пружины пневмоцилиндра 14 шток вместе с основанием 10 и направляющими 16 перемещается вверх, при этом срабатывает конечный выключатель 18, который дает команду на
0 подачу сжатого воздуха в штоковую полость пневмоцилиндра для обеспечения движения вниз.
В верхнем положении основание своим 5 упором воздействует на питатель 15, который, поворачиваясь вокруг оси,отделяет одну деталь от потока. Эта деталь попадает на наклонную поверхность 8 опоры 7.
При движении вниз скос 5 ползуна 4 плавно подает обрабатываемую деталь к
шлифовальному кругу шпиндельной бабки 9 и прижимает к стенке 20.
При дальнейшем движении ползуна 4 деталь начинает вращаться, Планка 6, касаясь торца вращающейся детали, перемеща- ет ее вдоль оси по опоре 7. - В нижнем положении основание 10 воздействует на конечный выключатель 17. который включает электромагнит 12. При срабатывании электромагнита ползун 4, по- ворачиваясь вокруг оси, отходит от опоры 7 и деталь падает в приемный лоток 19.
После отключения электромагнитна ползун под действием пружины 13 возвращается в исходное положение.-
Далее цикл повторяется.
При помощи винта 11 осуществляют регулировку угла наклона планки 6.
Формула изобретения
Автомат для нарезания винтовой канав- ки. содержащий расположенные на основании шлифовальную бабку, вибробункер, привод вращения заготовки, механизм осевой подачи и узел базирования заготовки, отличающийся тем, что, с целью повышения производительности и упрощения конструкции, привод вращения заготовки снабжен закрепленным вертикально на оси с возможностью поворота подпружиненным ползуном, на котором со стороны шлифовальной бабки выполнен скос, предназначенный для взаимодействия с обрабатываемой поверхностью заготовки, при этом механизм осевой подачи выполнен в виде расположенной на ползуне с возможностью регулировки угла наклона планки, а узел базирования заготовки снабжен опорой, на которой со стороны ползуна выполнена наклонная поверхность, образующая в пересечении с поверхностью скоса, расположенного ниже планки, острый угол.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для обработки отверстий в деталях | 1986 |
|
SU1342679A1 |
| Загрузочное устройство к резьбонакатным станкам | 1980 |
|
SU942937A1 |
| Двухроликовый резьбонакатнойАВТОМАТ | 1979 |
|
SU841741A1 |
| ЛЛТЕИТИО -ОГ1;;;лчЕсклпE/iSA'iOTFi^A | 1965 |
|
SU172644A1 |
| Устройство для подачи деталей | 1983 |
|
SU1152098A1 |
| Автомат для нарезания резьбы в соединительных пластинах для электроаппаратуры | 1959 |
|
SU133326A1 |
| Автомат для нарезания резьбы в круглых шлицевых гайках | 1977 |
|
SU707763A1 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2138368C1 |
| Роторный автомат для нарезания резьбы в гайках | 1990 |
|
SU1822814A1 |
| Роторный автомат для нарезания резьбы в гайках | 1982 |
|
SU1076224A1 |
Изобретение относится к станкостроению и может быть использовано для нареза- ния винтовой канавки на заготовках непроволочных резисторов. Изобретение позволяет повысить производительность и упростить конструкцию. Детали из вибробункера 1 непрерывно подаются в лоток 2. из которого они попадают на лоток 3. Питатель 15 удерживает детали в лотке. Под действием пружины пневмоцилиндра 14 шток вместе с основанием 10 по направляющим 16 перемещается вверх, при этом срабатывает конечный выключатель 18, который дает команду на подачу сжатого воздуха в штоковую полость пневмоцилиндра для обеспечения движения вниз. В верхнем положении основание своим упором воздействует на питатель 15, который, поворачиваясь вокруг оси, отделяет одну деталь от потока. Эта деталь попадает на наклонную поверхность 8 опоры 7. При движении вниз скос 5 ползуна 4 плавно подает обрабатываемую деталь к шлифовальному кругу шпиндельной бабки 9 и прижимает к стенке 20. При дальнейшем движении ползуна 4 деталь начинает вращаться. Планка 6. касаясь торца вращающейся детали, перемещает ее вдоль оси по опоре 7. В нижнем положении основание 10 воздействует на конечный выключатель 17. который включает электромагнит 12. При срабатывания электромагнита ползун 4, поворачиваясь вокруг оси, отходит от опоры 7 и деталь падает в приемный лоток 19. После отключения электромагнита ползун под, действием пружины 13 возвращается в исходное положение. Далее цикл повторяется. При помощи винта 11 осуществляют регулировку угла наклона планки 6. 1 ил. Ё VJ О о -х| о /4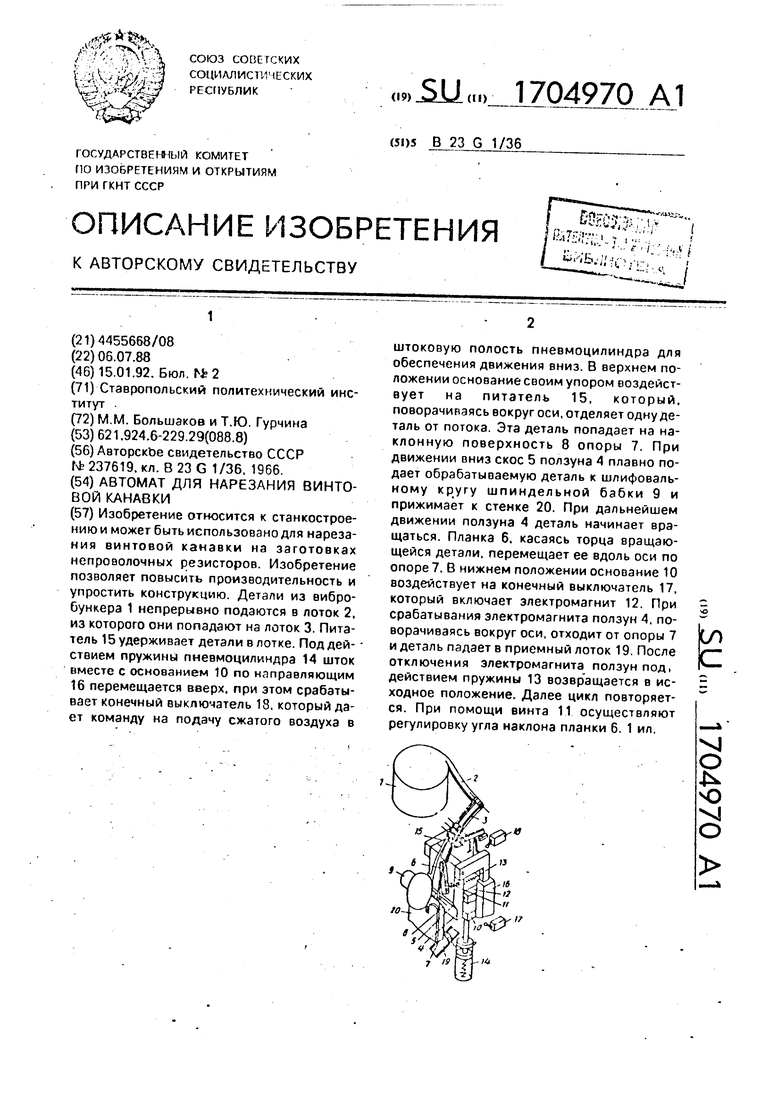
| АВТОМАТ ДЛЯ НАРЕЗКИ ВИНТОВОЙ КАНАВКИ | 0 |
|
SU237619A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Двухтактный двигатель внутреннего горения | 1924 |
|
SU1966A1 |
