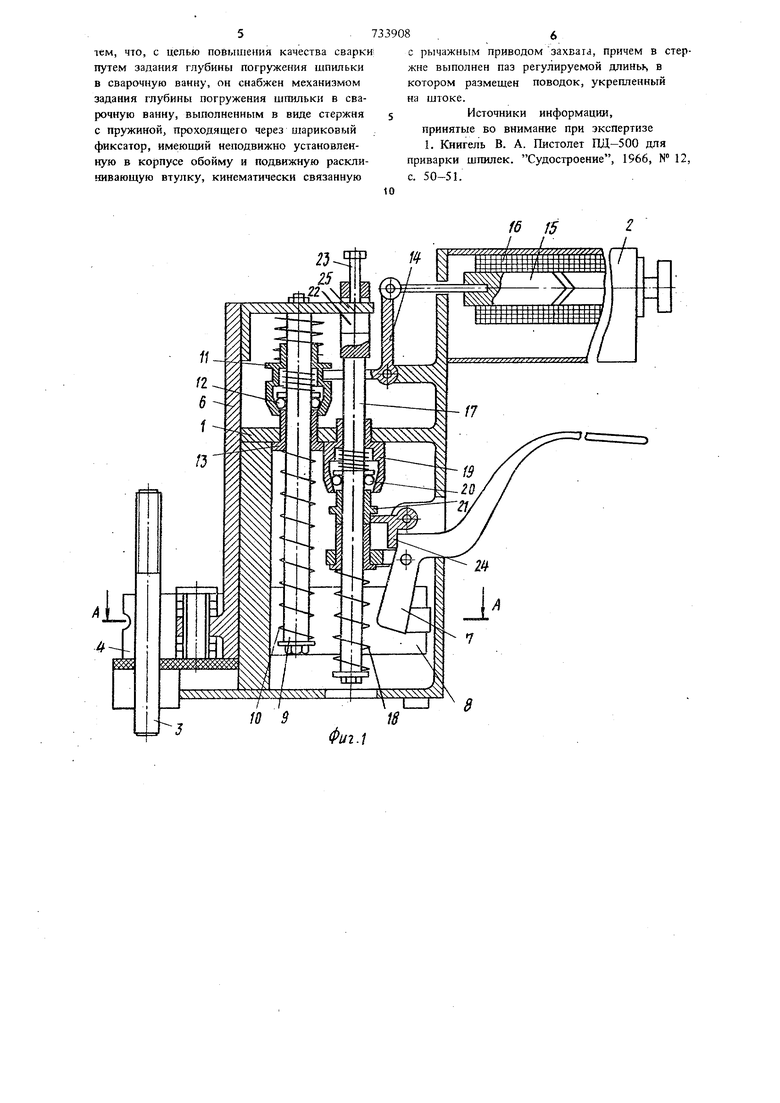
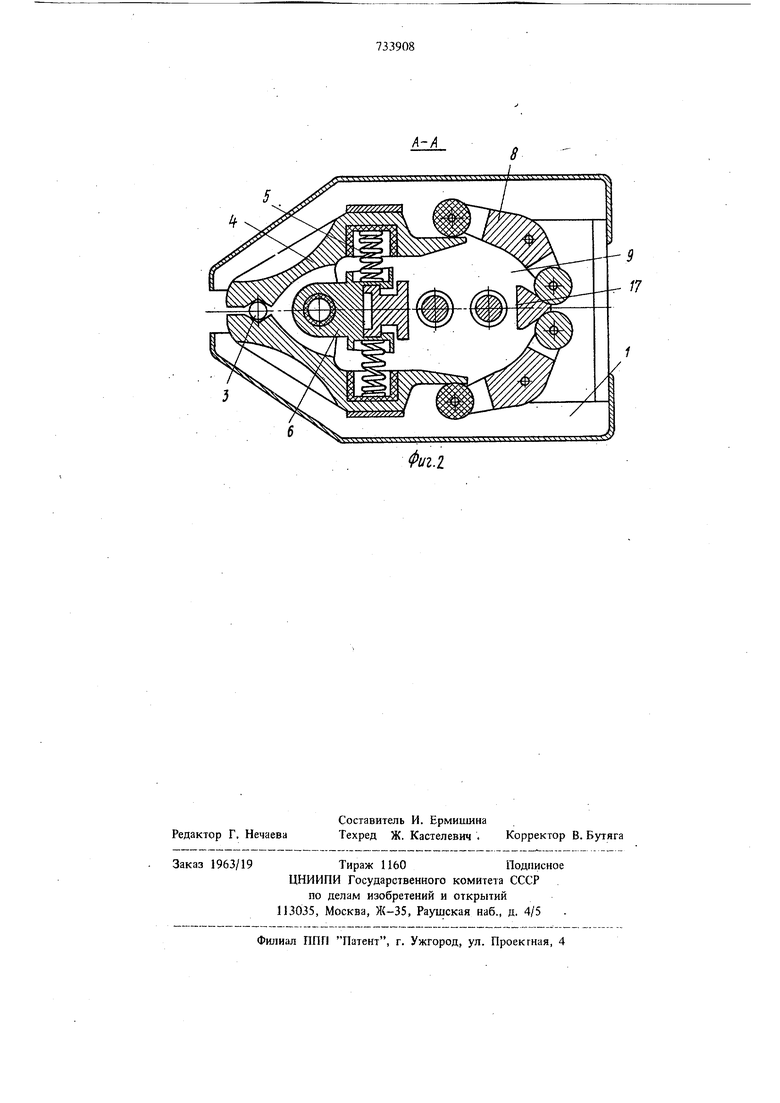
и удержания шпильки 3, механизм отрыва шпильки от изделия на величину дугового промежутка и механизм задания i-пубины погружения шпильки в сварочную ванну. Механизм зажатия и удержания шш1льки со стоит из клещевого захвата 4 с пружинами 5, закрешхенного на подвижной каретке 6 и при-водимого в действие рычагом 7 посредством двуплечих рычагов 8. Механизм отрыва шпильки от изделия на в личину дугового промежутка состоит из под. вижного штока 9, имеющего осадочную пружины 10 и проходящего через шариковый фиксатор, состоящий из o6oAN,bi И, щариков 12 и расклинивающей втулки 13, закрепленно в корпусе 1. Обойма 11 шарикового фиксатора взаимосвязана посредством двуплечего рычага 14 с подвижным якорем 15 электромагнита 16. Механизм задания глубины погружения шпильки 3 .в сварочную ванну состоит из стержня 17 с пружиной 18, проходящего через шариковый фиксатор, состоящий из обоймы 19, шариков 20 и расклинивающей подвижной втулки 21. Стержень 17 имеет продольный паз 22, длина которого регулируется винтом 23. Обойма 19 шарикового фиксатора закреплена в корпусе 1 пистолета Подвижная расклинивающая втулка 21 размещена на стержне 17 и перемещается рычагом 7 посредством промежуточного рычага 24. На подвижном штоке 9 закреплена каретка 6 и поводок 25, входящий в паз 22 стержня 17 механизма задания глубины погр жения шшшьки в сварочную ванну. Пистолет для приварки шпилек работает следуюшлм образом. При нажатии на рьяаг последний передает усилие двуплечему рычагу 24, который вторы концом приподнимает втулку 21, воздействую щую на шарики 20, и освобождающую этим стержень 17. Стержень 17 под действием пруж ны 18 движется вниз совместно со штоком 9, подвижной кареткой 6, клещевым захватом 4 и занимает нижнее (исходное) положение. При дальнейшем нажатии на рычаг 7 поворачиваются рычаги 8, раскрывающие клеще вой захват 4. Шпилька 3 устанавливается в клещевой захват так, чтобы она выступала на 5-8 мм за опорную плоскость корпуса , При освобождении рычага 7 шпилька 3 зажимается и удерживается клещевым захва том 4. При установке пистолета со щпилькой оп ной плоскостью на свариваемое изделие под вижная каретка 6 с клещевым захватом 4 шток 9 перемещаются вверх, сжимая осадоч 4 ую пружину 10, при этом поводок 25 переещает вверх стержень 17 внутри обоймы 19 арикового фиксатора. При включении электромагнита 16 якорь 15 втягивается на установленную величину ода и поворачивает рычаг 14, воздействуюий своим вторым концом на обойму 11 арикового фиксатора и перемещающий шток с подвижной кареткой 6 и клещевым заватом 4 .вверх. Шпилька 3 отходит от изелия на величину дугового промежутка, дновременно включается сварочный ток и загорается сварочная дуга. , По истечении заданного промежутка времени горения дуги катушка электромагнита 16 .обесточивается, якорь 15 освобождается, и под действием, пружины 10 шток 9 с подвижной кареткой 6, клещевым захватом 4 и шпилькой 3 двигаются вниз, так как расклинивающая неподвижная втулка 13 не дает возможности шарикам 12 затормозить шток 9 на корпусе обоймы 11 фиксатора. Ход штока 9 вниз, а значит и шпильки 3, ограничен и равен ходу поводка 25 в пазу 22 стержня 17 и задается так, чтобы был равен сумме величины дугового промежутка и глубины погружения шпильки в сварочную ванну. Когда поводок 25 пройдет в пазу 22 заданное расстояние, усилие пружины 10 передается на стержень 17, но шарики 20 затормаживают стержень 17 и не дают ему возможности перемешаться вниз. Таким образом, шпилька 3 опускается в сварочную ванну на заданную глубину, поэтому удара шпильки о дно сварочной ванны и выплеска расплавленного металла не происходит, что способ:ствует качественному формированию шва. Оптимальную глубину погружения шпилькм 3, зависящую от ее диаметра, устанавливают путем регулировки длины паза 22 вращением винта 23. Предлагаемая конструкция пистолета для приварки шпилек позволяет повысить качество сварки и улучшить условия формирования . .валика шва. Формула изобретения Пистолет для приварки шпилек, содержащий корпус, в котором размещены механизм зажатия и удержаниящпильки, вьшолненный в виде клещевого захвата с рычажным приводом, механизм отрыва шпильки, состоящий из скрепленного с захватом штока с фиксатором, кинематически связанным с электромагнитным приводом и имеющим р:1склинивающую втулку, отличающийся ч«м, что, с целью повышения качества сварки путем задания глубины погружения шпильки в сварочную ванну, он снабжен механизмом задания глубины погружения шшшьки в сварочную ванну, выполненным в виде стержня с пружиной, проходящего через шариковый фиксатор, имеющий неподвижно установленную в корпусе обойму и подвижную расклинивающую втулку, кинематически связанную 8 .6 с рычажным приводом захвата, причем в стержне выполнен паз регулируемой длины в котором размещен поводок, укрепленный на штоке. Источники информации, принятые во внимание при экспертизе I. Книгель В. А. Пистолет ПД-ЗОО для приварки шпилек. Судостроение, 1966, № 12, с. 50-51.

| название | год | авторы | номер документа |
|---|---|---|---|
| Пистолет для приварки шпилек | 1980 |
|
SU912436A2 |
| Пистолет для приварки шпилек | 1975 |
|
SU521091A1 |
| Устройство для приварки шипов | 1978 |
|
SU701748A2 |
| Устройство для сборки набора с обшивкой корпуса судна | 1980 |
|
SU943080A1 |
| Устройство для электродуговой сварки под слоем флюса стержней втавр | 1981 |
|
SU986675A1 |
| ПИСТОЛЕТ ДЛЯ ДУГОВОЙ ПРИВАРКИ ШПИЛЕК | 1965 |
|
SU174298A1 |
| Пистолет для приварки шпилек | 1985 |
|
SU1299734A1 |
| УСТРОЙСТВО для ПРИВАРКИ ШПИЛЕК | 1967 |
|
SU189968A1 |
| Аппарат для тавровой приварки стержней | 1990 |
|
SU1757817A1 |
| Устройство для сборки набора с обшивкой корпуса судна | 1978 |
|
SU753707A1 |
16 Г5
Л-/1
