(54) СПОСОБ ПРИВАРКИ СТАЛЬНОЙ ШПИЛБКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Пистолет для приварки шпилек | 1980 |
|
SU912436A2 |
| Сварочный пистолет | 1958 |
|
SU117942A1 |
| Полуавтомат для приварки шпилек | 1978 |
|
SU795807A1 |
| Аппарат для ударной конденсаторной приварки шпилек | 1975 |
|
SU575825A1 |
| УСТРОЙСТВО для ПРИВАРКИ ШПИЛЕК | 1967 |
|
SU189968A1 |
| Пистолет для приварки шпилек | 1985 |
|
SU1299734A1 |
| Аппарат для тавровой приварки стержней | 1990 |
|
SU1757817A1 |
| Пистолет для приварки шпилек | 1977 |
|
SU733908A1 |
| Пневматическое устройство для приварки шпилек | 1948 |
|
SU83687A1 |
| Аппарат для ударной конденсаторной приварки шпилек | 1987 |
|
SU1430211A1 |
I
Изобретение относится к сварке и может быть использовано в машиностроении и приборостроении для приварки стальных шпилек и им подобных деталей к листовым деталям, особенной малой толш,ины, на установках для ударной конденсаторной сварки.
Известен способ приварки стальных шпилек, согласно которому на торце шпильки выполняют лункообразную выточку таким образом, что по периферии торца образуется заостренная кромка, являющаяся инициатором электрической дуги, способствующим зажиганию дуги в период приварки Ц.
Недостатками этого способа являются необходимость изготовления специальных шпилек с выемкой на торце, а также невозможность приваривания деталей некруглого сечения.
Известен пистолет для конденсаторной приварки шпильки, содержащий корпус и размещенные в нем электромагнитный привод перемещения шпильки, патрон для захвата шпильки. Для упора пистолета в деталь служит установленная на кронщтейне планка, в которой закреплена керамическая втулка, упирается в деталь 2.
Недостатком такого пистолета является низкая точность приварки, так как метка обозначает место приварки элемента пластиной и керамической втулкой.
Известен способ приварки стальной шпильки, согласно которому между щпилькой и деталью вводят инициатор электрической дуги, размещая его на торце щпильки и соударяют шпильку с деталью 3.
Недостаток этого способа заключается в том, что в качестве инициатора электрической дуги используют штампованные подставки, представляюшие собой круглые плас тинки с вырубленными и отогнутыми усиками. Эти подставки подкладываются под торец привариваемой щпильки, затем вместе со шпилькой устанавливают в керамическую 15 подставку и производят приварку. Изготовление таких подставок трудоемко, а сам способ является неудобным в осуществлении и малопроизводительным.
Известно устройство для конденсаторной 20 приварки шпилек, содержащее установленные в корпусе электромагнитный привод осевого перемещения щпильки, патрон для захвата шпильки, соединенный с электромагнитным , приводом, упорные стоики, размещенные на торце корпуса 4J.
Недостатком известного устройства является невысокая точность приварки, так как место приварки затеняется концом патрона или головки шпильки.
Цель изобретения - повышение качества путем увеличения точности приварки шпильки и повышения производительности путем снижения вспомогательного времени на фиксацию шпильки относительно места приварки.
Указанная цель достигается тем, что шпильку перед приваркой намагничивают, а в качестве инициатора электрической дуги используют стальную гранулу.
При этом устройство для осуш.ествления этого способа снабжено электромагнитом для предварительного намагничивания шпильки, закрепленным на рабочем торце патрона, и двумя подпружиненными фиксаторами, установленными на торце корпуса диаметрально противоположно его оси.
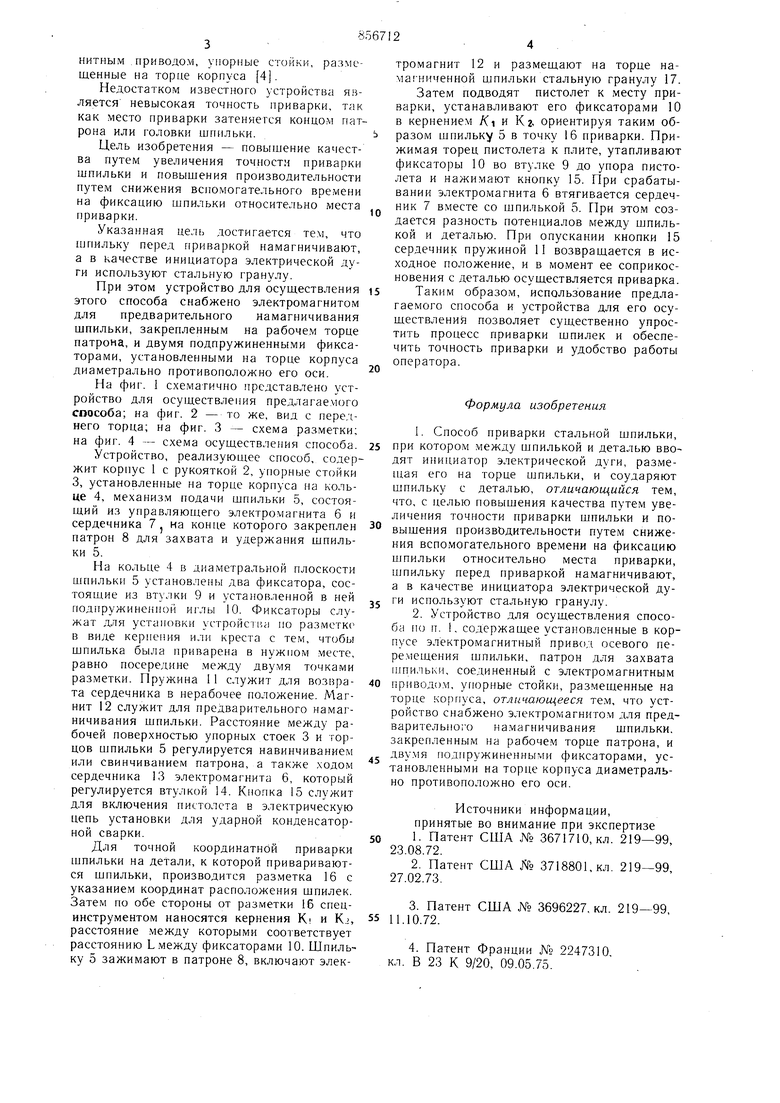
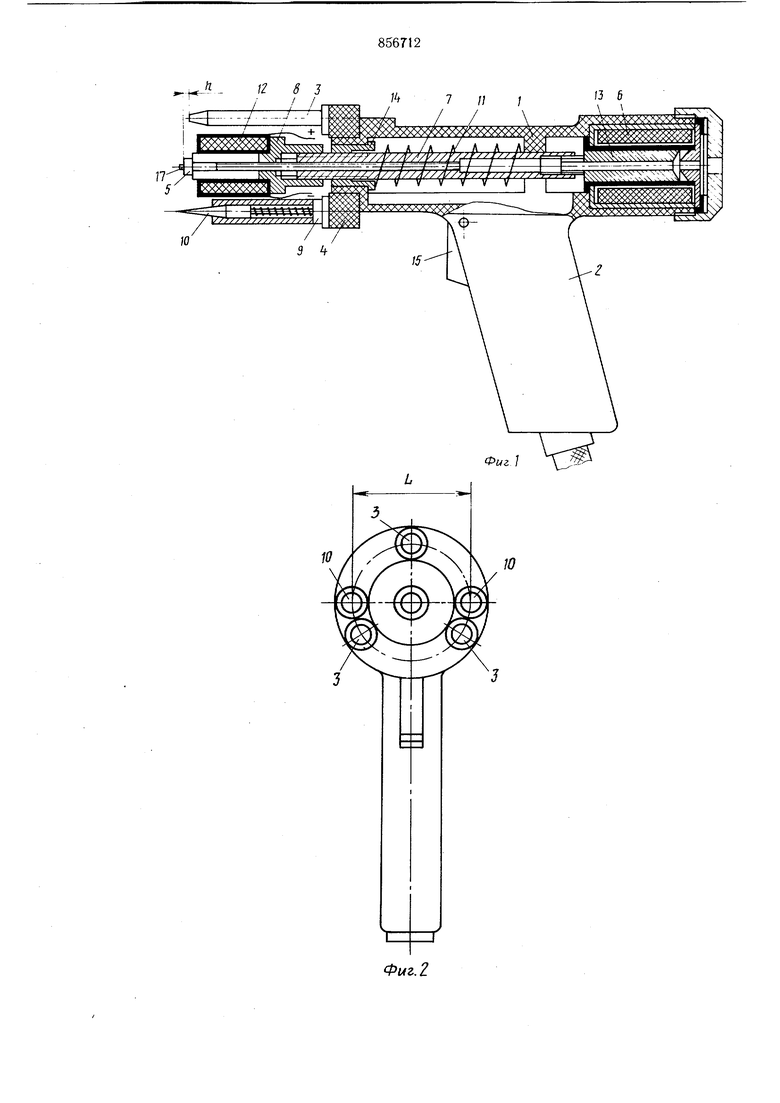
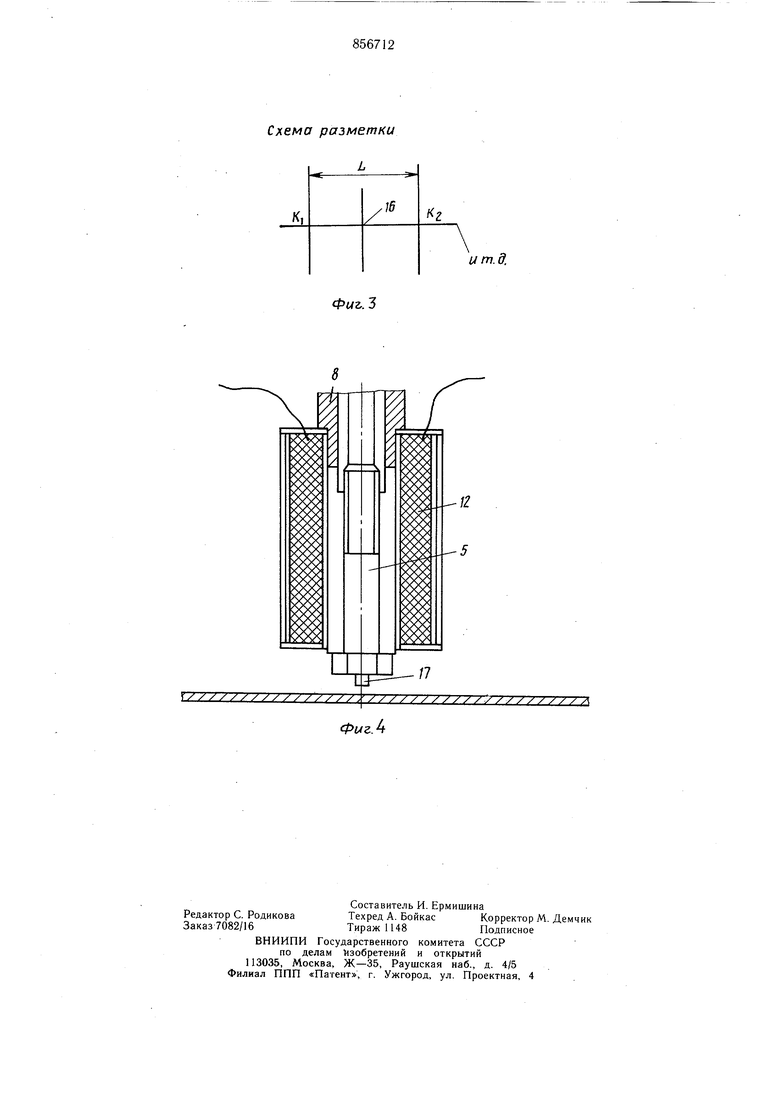
На фиг. 1 схематично представлено устройство для осуществления предлагаемого способа; на фиг. 2 - то же, вид с переднего торца; на фиг. 3 - схема разметки; на фиг. 4 - схема осуществления способа.
Устройство, реализующее способ, содержит корпус 1 с рукояткой 2, упорные стойки 3, установленные на торце корпуса на кольце 4, механизм подачи шпильки 5, состоящий из управляющего электромагнита 6 и сердечника 7 на конце которого закреплен патрон 8 для захвата и удержания шпильки 5.
На кольце 4 в диаметральной плоскости шпильки 5 установлены два фиксатора, состоящие из втулки 9 и установленной в ней подпружиненной иглы 10. Фиксаторы служат для установки устройст ,я по разметк( в виде кернепия или креста с тем, щпилька была приварена в нужном .месте, равно посередине .между двумя точками разметки. Нружина 11 служит для возврата сердечника в нерабочее положение. Магнит 12 служит для предварительного намагничивания шпильки. Расстояние между рабочей поверхностью упорных стоек 3 и торцов шпильки 5 регулируется навинчиванием или свинчиванием патрона, а также ходом сердечника 13 электромагнита 6, который регулируется втулкой 14. Кнопка 15 служит для включения пистолета в электрическую цепь установки для ударной конденсаторной сварки.
Для точной координатной приварки шпильки на дetaли, к которой привариваются шпильки, производится разметка 16 с указанием координат расположения шпилек. Затем по обе стороны от разметки 16 специнструментом наносятся кернения Ki и К.;, расстояние .между которыми соответствует расстоянию L между фиксаторами 10. Шпильку 5 зажимают в патроне 8, включают электромагнит 12 и размещают на торце намагниченной шпильки стальную гранулу 17. Затем подводят пистолет к месту приварки, устанавливают его фиксаторами 10 в кернением K и Кг ориентируя таким образом шпильку 5 в точку 16 приварки. Прижимая торец пистолета к плите, утапливают фиксаторы 10 во втулке 9 до упора пистолета и нажимают кнопку 15. При срабатывании электромагнита 6 втягивается сердечник 7 вместе со шпилькой 5. При этом создается разность потенциалов между шпилькой и деталью. При опускании кнопки 15 сердечник пружиной 11 возвращается в исходное положение, и в мо.мент ее соприкосновения с деталью осуществляется приварка.
Таки.м образом, использование предлагаемого способа и устройства для его осуществлений позволяет существенно упростить процесс приварки щпилек и обеспечить точность приварки и удобство работы оператора.
Формула изобретения
0 приводом, упорные стойки, размещенные на торце корпуса, отличающееся тем, что устройство снабжено э.тектромагнито.м для предварителыюгх) намагничивания шпильки, закрепленным на рабочем торце патрона, и дву.мя подпружиненными фиксаторами, установленными на торце корпуса диаметрально противоположно его оси.
Источники информации, принятые во внимание при экспертизе 1. Патент США № 3671710, кл. 219-99, 23.08.72.
Слемог разметки
фуг.. 3 L
Кг
