I
Изобретение относится к транспортному машиностроению, преимущественно к производству транспортных средств на гусеничном ходу с резинометаллимескими шарнирами гусениц..
По основному авт. св. Н° 735391 известно устройство для запрессовки резинометаллических втулок в траки гусеницы, содержащее корпус, выполненный в виде стакана, имекхчего резьбовую часть, насадку с обжимной конической поверхностью и направляххцим пояском, взаимодействуюв(им с проушиной трака, нажимной хвостовик йтанги и гайку, фиксирующую насадку,Г4.
Недостатком этого устройства является невозможность его многократного использования, так как после-3 5 запрессовок втулок насадки выходят из строя.
Цель изобретения - обеспечение возможности многократной запрессовки.
Поставленная цель достигается тем, что в устройстве для запрессовки резинометаллическиX втулок в траки гусеницы, содержащем насадку с обжимной конической поверхностью и направляю- 1ЦИМ пояском, взаимодействующим с проушиной TpaFKa, нажимной хвостовик штанги и гайку для фиксации насадки, направляющий поясок насадки выполнен с продольными волнами, имеющими переменную глубину по длине.
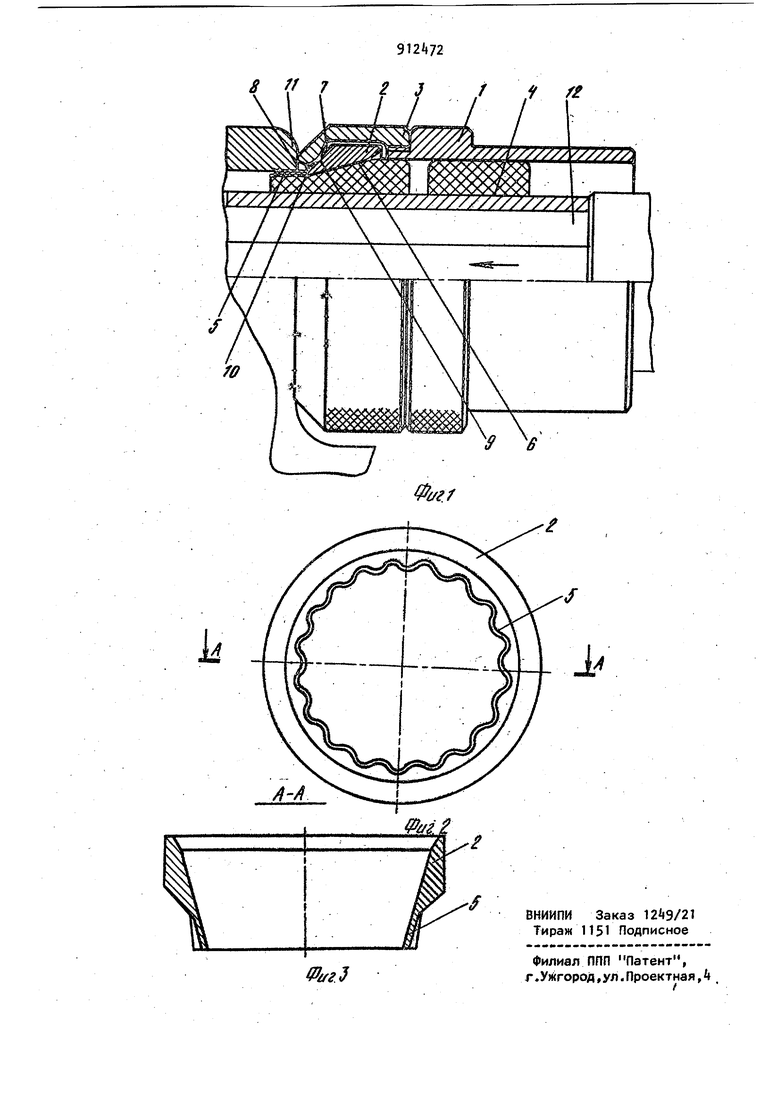
На фиг. 1 изображено устройство
10 во время запрессовки, продольный разрез; на фиг. 2 - вид насадкм с торца направляющего пояска; на фиг. 3 разрез А-.А на фиг. 2.
Устройство состоит из корпуса 1,
ts к которому примыкает насадка 2, фиксируемая гайкой 3. Корпус 1 представляет собой стакан, внутренняя часть которого выполнена по наружному диаметру резиновых колец запрессовываемых резинометаллических втулок 4. С одной стороны корпус имеет резьбовую часть. Насадка 2 имеет тонкостенный направляющий поясок 5 обжимную коническую поверхность 6 и опорный конус 7. Насадка 2 располагается в гайке 3, которая навинчивается на резьбовую часть корпуса 1. Торцовая / часть 8 гайки является опорной частью направляющего устройства. Ндсадка 2 опорным конусом 7 /опирается на радиусную часть 9 гайки 3. Через отверстие 10 гайки 3 проходит тонкостенный поясок 5 и выступает из нее на мм.
Поясок 5 насадки 2 выполнен с продольными волнами.имеющими переменную глубину по длине пояска,в результате чего поясок имеет форму усеченного конуса с волновым поперечным сечением. Диаметр пояска у основания не больше диаметра отверстия в проушине с максимальным допуском и не меньше среднего диаметра отверстия (т.е. не меньше диаметра отверстия с нулевым допуском). Длина волны сечения пояска 5 не более радиуса пояека (у основания), уклЪн пояска (конусность) составляет 5-7.
Насадка 2 изготовляется сперва с цилиндрическим пояском 5 затем в полиуретановой пресс-форме на оправке с волновым конусом пояску придает6я волнистость и конусность. Далее производится термообработка насадки, обеспечивающая упругость и прочность пояска и насадки в целом.
Устройство работает следующим образом.
Запрессовываемая резинометаллическая втулка устанавливается в приемную полость корпуса 1, а направляющий поясок 5 насадки 2 свободно вводится в отверстие проушины трака 11.
Хвостовик 12 штанги приспособления для запрессовки втулок в трак вводится в отверстие арматуры резинометаллической втулки k до упора в бурт
штанги и перемещением по направлению стрелки производится запрессовка. При запрессовке Ррезинометаллической втулки волнообразный направляющий поясок 5 за счет упругой деформации
волн приобретает цилиндрическую форму и опирается на цилиндрическую поверхность отверстия проушины трака. Вследствие этого поясок не растягивается запрессовке втулок. После
запрессовки резинометаллической втул ки в отверстие проушины трака поясок принимает первоначальную, коническую волнообразную форму.
Предлагаемое изобретение позволяет Многократно использовать устройство для запрессовки без замены его элементов.
Формула изобретения
Устройство для запрессовки резинометаллических втулок в траки гусеницы по авт.св. № 735391, о т л и ч а ю щ е е с Я тем, что, с целью обеспечения возможности многократной запрессовки, направляющий поясок насадки выполнен с продольными волнами, имеющими переменную глубину по длине.
Источники информации, принятые во внимание при экспертизе.
1. Авторское свидетельство СССР № 735391, кл. В 23 Р 19/02, 1972 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для запрессовки резинометаллических втулок в траки гусеницы | 1978 |
|
SU735391A1 |
| Стенд для сборки траков гусеничной цепи | 1988 |
|
SU1549667A1 |
| Шарнир гусеницы и эластичное уплотнение шарнира | 1983 |
|
SU1134457A1 |
| АРТИЛЛЕРИЙСКИЙ МАЛОКАЛИБЕРНЫЙ СНАРЯД | 2008 |
|
RU2365861C1 |
| Устройство для испытаний шарниров гусениц | 1988 |
|
SU1622792A2 |
| Способ запрессовки резинометаллических пальцев и устройство для его осуществления | 1976 |
|
SU600015A1 |
| Гусеница с резино- металлическим шарниром | 1985 |
|
SU1298128A1 |
| АРТИЛЛЕРИЙСКИЙ МАЛОКАЛИБЕРНЫЙ СНАРЯД | 2007 |
|
RU2342624C1 |
| Гусеница | 1983 |
|
SU1129114A1 |
| Устройство для сборки резинометал-личЕСКиХ СОЕдиНЕНий | 1979 |
|
SU800006A1 |