Особеп1 с;тыо r:)e;i.iar;iCMoro стлпка д.1я 1;;пн хи iiiinioij япляетсп npi-iMcncH:ie в нем держателя для доеок в соедннси ; с ноуоротиым суг(Г1С1;тол, исремеЕцаемьп в ;5ерт 1кл.:ы1ом па1:);: ;/;С11ПИ ;;;т:: ;;:дп11Г;1|П:;1 на ф|)езс|)1ые го.юнки jjyqnbiM рь:чагом. Лл;- |;арсза П я ироушек применен .1 и виде usLii-nupa. соед1; :е;:;:ый с позорот ;,;:.; cyniiopJGM, poeno/OKeniiiiiM по другую стсроиу станка.
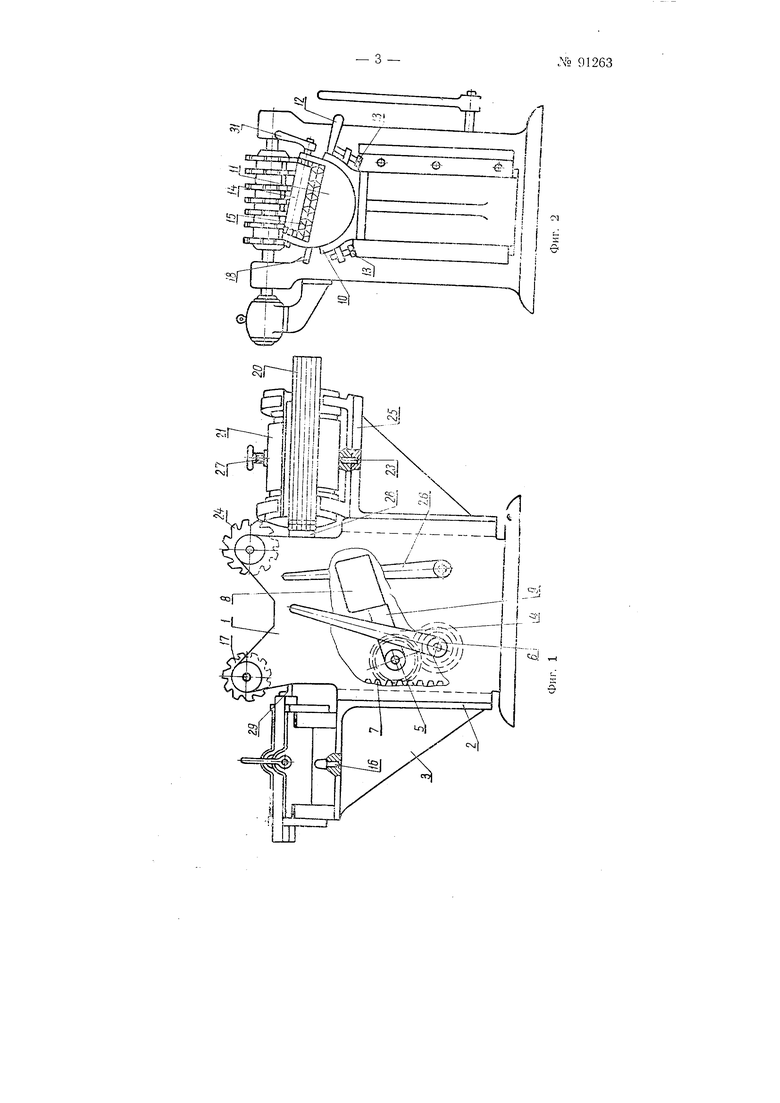
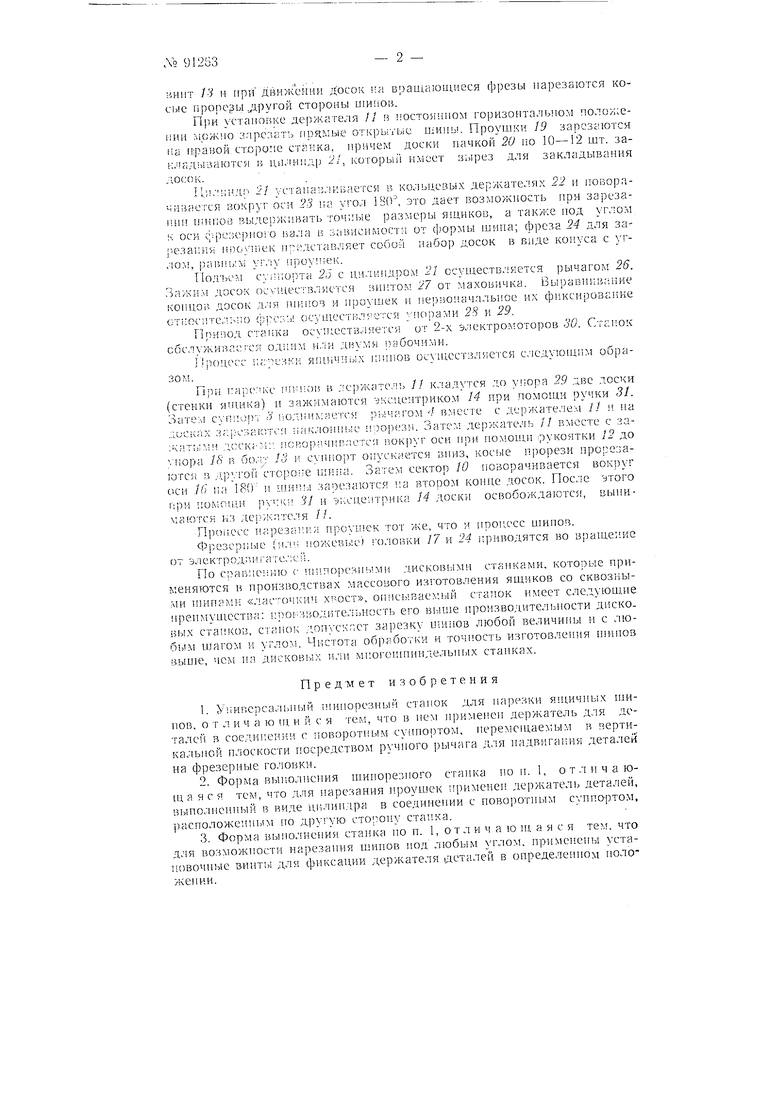
Па фиг. 1 показан стальэк (вид сбоку); на фиг. 2--РЛ-Д с торна; на фиг. :-(внд сверху); на фиг. 4-деталь держателя.
СтапОС cocTOiiT из сташиы /, с одио стороны KO Opoii в направляющих 2 нс| емен1ается в верт1;каль 0л нанрав. суппорт . нрн но.моши ручного Р 1чага 4 через ншстерни J и 6 is зубматхю pefiK} 7.
Сунпорт уравновеи ен грузом 8, зaкpeн. на рычаге 9, который на одном валу с шестериеГ 5. На суннорте () в секторе Ю установ.Кн держатель //. которьн но/юр ачнв идся ру|;ояткоГ| 12 па необходимг 1 1 тол. Положение держателя JI ограничивается вннтамм 13, в зависимости от угла зарезки шипа. Доски 15 закладываются но 2 Н1туки в де:)жат .ль /У и зажимаются эксце:ггрнков 21м зажимом J4.
Сектор W в,тесте с держателем // может иоворачи.ваться в горизонтальной ндоскости на 180 вокруг оси 16, что обссиечнвает получение относ1ггельно точных размеров досок, необходимых нри механнческоГ сборке ящиков. Обработка вторых концов досок может происходит также и без иоворота их. Вместо поворачивания сектора 10 д.тя зарезкн вторых коггцов досок ггри массовом И1роизводстве яиижов, устапав.чиваются две фрезерные головки /7, и зарезка ипгнов нроизводится одновpe eнпo с обоих концов.
При надвигании на враидающуюся фрезу обрабатываемых досок, г, наклоииом положении прорезаются косые ирорсзп. Затем держатель }1 наклоняется в секторе 10 в друг;.-ю сторо ;у до упора 18 з
аипт 13 и при движении досок на вращающиеся фрезы нарезаются коci)ie прорезы другой стороны ишион.
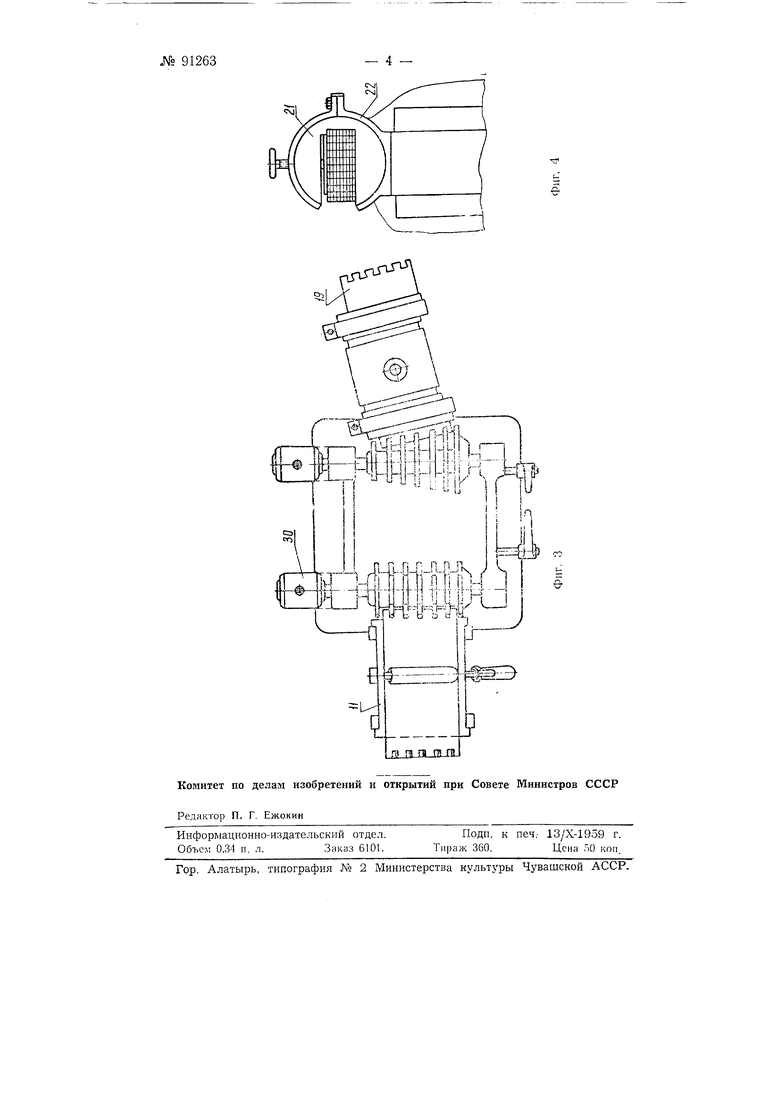
установке дерг/кателя // н nocTOSinnoM горизонтальном пОоТо ;;еiiHH можно зарезат 11р5илы,е откры1bic Н1ииы. Проушки 19 зарезаются на и:равой ст. станка, иричем доски иачкой 20 но 10-12 шт. зак.падызаются 15 цилиндр 21. которьи имеет з;;«рез для закладывания доеок.
Цилкндг 2} уста11аиливается в кольцевых держателях 22 и новорачизается вокруг оси 23 на угол 1B(V, это дает возгложность нри зарезаиии HiHiioB вы;1ерЖ1 вать точные размеры Я1цнков, а также нод углом л оси q;pe:;epiiO o 15ала в зависимости от фюрмы шина; фреза 24 для за;1езания HooyHieK нрндставляет собой набор досок в виде конуса с углом, 1авныЛ1 углу iipoy Hei4.
Подъем суппорта 25 с цилиндром 21 осундеетвляется рычагом 26. Зажш досок осхществляется винтом 27 от маховичка. Выравнивание коицог доеок для нн-пюв и ироун1ек и нерггюначальное их фиксирование от;:ос;1тель;к) фрозь осуществляется унорами 28 и 29.
ГЬм-гпод стал;ка осуществляется от 2-х э : ектромоторов 30. Стаг1ок сбслуживасмся оД11им н,ли двумя пабочими.
Процесс ян1ИЧ:п х щннов осуществляется следуюилим образом.
riiiH нар(н-;е niVHoi в . ер жатель 7/ к.ладутея до yiiopa 29 две доски (стенки ян1ика) и зажимаются чксцеитриком 14 нри помощи ручки 31. Зател суниорг ii ;юдиил:ается )Ь чагом / вместе с держателем 11 и на дисках за|}озакггся нак. ноорезн. 3aTe:vi держатель // вместе с за;.4iopja 18 п болт /,;; i-; cvHiiopT онускал-ггея вниз, косые нрорези нрореза отся 3 л1ругон CTOpoiie HiHiia. Затем сектор 10 новорачивается вокруг оси 16 lia. 180 н шины зарезаются н.а второе конце доеок. После этого нри номонли ../ н :)1:сн,ентрика 14 доски освобождаются, выиил1ак)тся из 11.
Процесс нарезании ироушек тот же, что и ироцеес шинов.
Фрезерные (lUi.H ножевь.е) оловки 17 и 24 ириводятся во вранцеиио от электродви ателс 1.
По c;)aB;ieiiHK) с щн.порезиымн дисковыми станками, которые применяются в производствах массового изготовления ящиков со сквозными тинами «лас-очкич , о1Н1еь Ваемый станок имеет еле.т.ующие преимущества: нронзвюднтельиость его выше ироизводительиоети дисковых станков, стаиок допускает за1)езку шинов любой велмчин.ы и е любым шагом н углом. Чистота обр;;бот1 и и точность изготовления шииоз выше, чем иа дисковг,н или мн.ого1ининд,елы1ых станках.
Предмет изобретения
1.Уг1иверсальный нп-шорезиый стаиок для нарезки яншчных щипов, о т л и ч а ю щ и и с я тем, что в нем нримеиен держатель для деталей в соединении е новоротиым суппортом, переме1цае ;ым в вертикальной плоскости посредством ручного рычага для падвигания деталей на фрезерные головки.
2.Форма вын.олнепия шипорезпого станка но н. 1, о т л п ч а юni а яся тем, что для нарезания п.роушек применен держатель деталей, выполненный в виде и1 линдра в соединении с поворотным суппортом, расположенным rio другую сто1юну станка.
3.Форма вынолнепия станка но п. 1, от л и ч а ю щ а я с я тем, что для возможпоети па)езаиия щинов иод любым углом, нрименены устац.овочпые впиты для фиксации держателя деталей в определенном ноложеиии.
LUT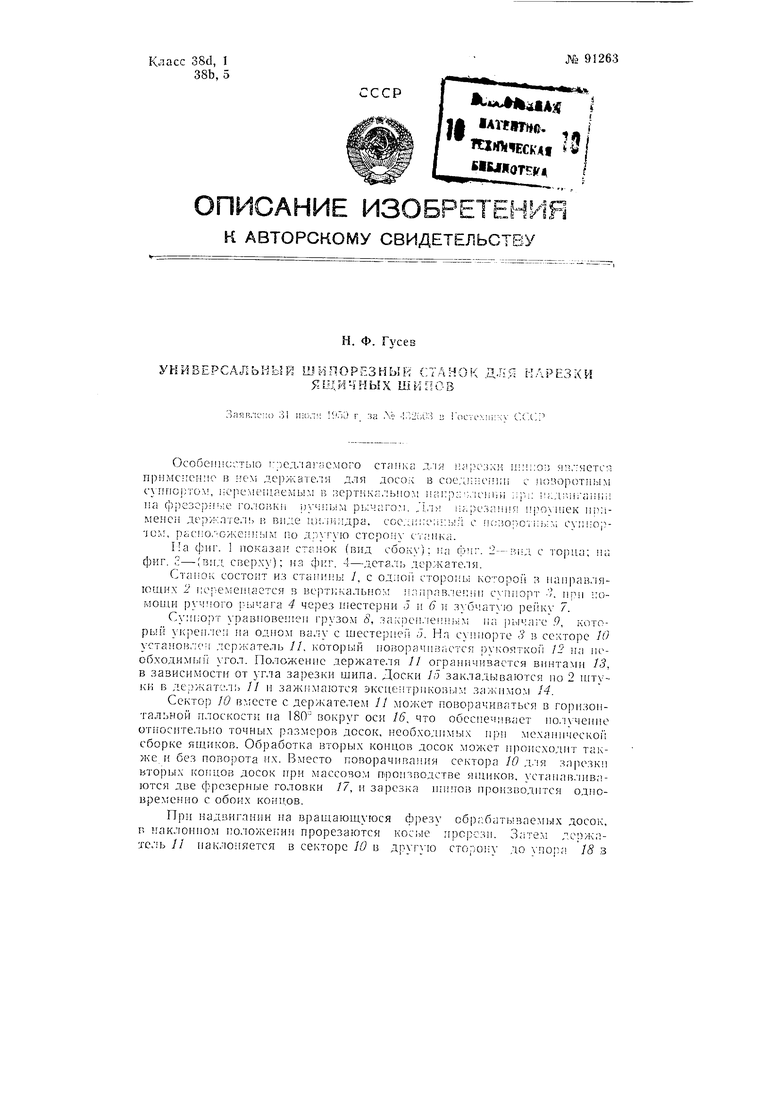
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный деревообделочный станок | 1949 |
|
SU91617A1 |
| Шипорезный станок | 1939 |
|
SU59804A1 |
| Фрезерно-обрезной станок | 1986 |
|
SU1405984A1 |
| Устройство к токарному станку для нарезания глобоидных червяков | 1980 |
|
SU944826A1 |
| Универсальный станок для намазки клеем шипов | 1956 |
|
SU105636A1 |
| Комбинированный деревообделочный станок | 1947 |
|
SU84562A1 |
| Фрезерный станок для разделки переменных малок и разладок на кромках досок наружной обшивки и настила палуб деревянных и композитных судов | 1949 |
|
SU87261A1 |
| Фрезерный станок для обработки стереотипных досок | 1947 |
|
SU99137A1 |
| УНИВЕРСАЛЬНЫЙ ЗУБОФРЕЗЕРНЫЙ СТАНОК | 2012 |
|
RU2508969C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ | 1973 |
|
SU396185A1 |