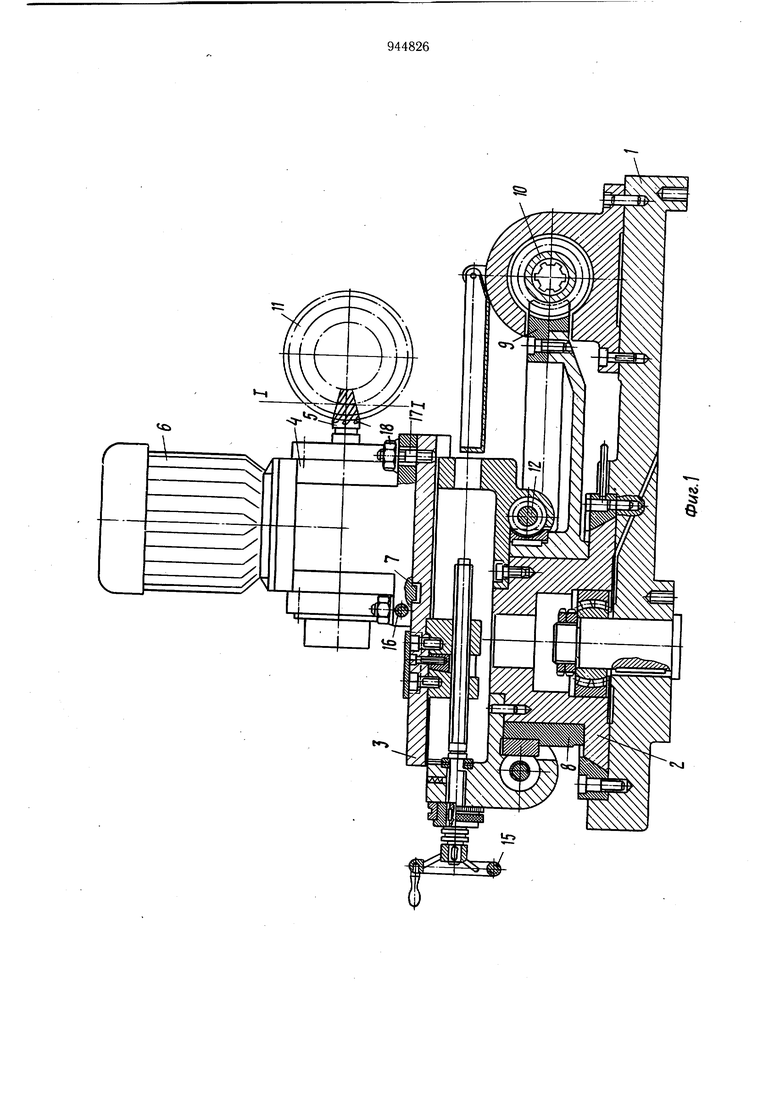
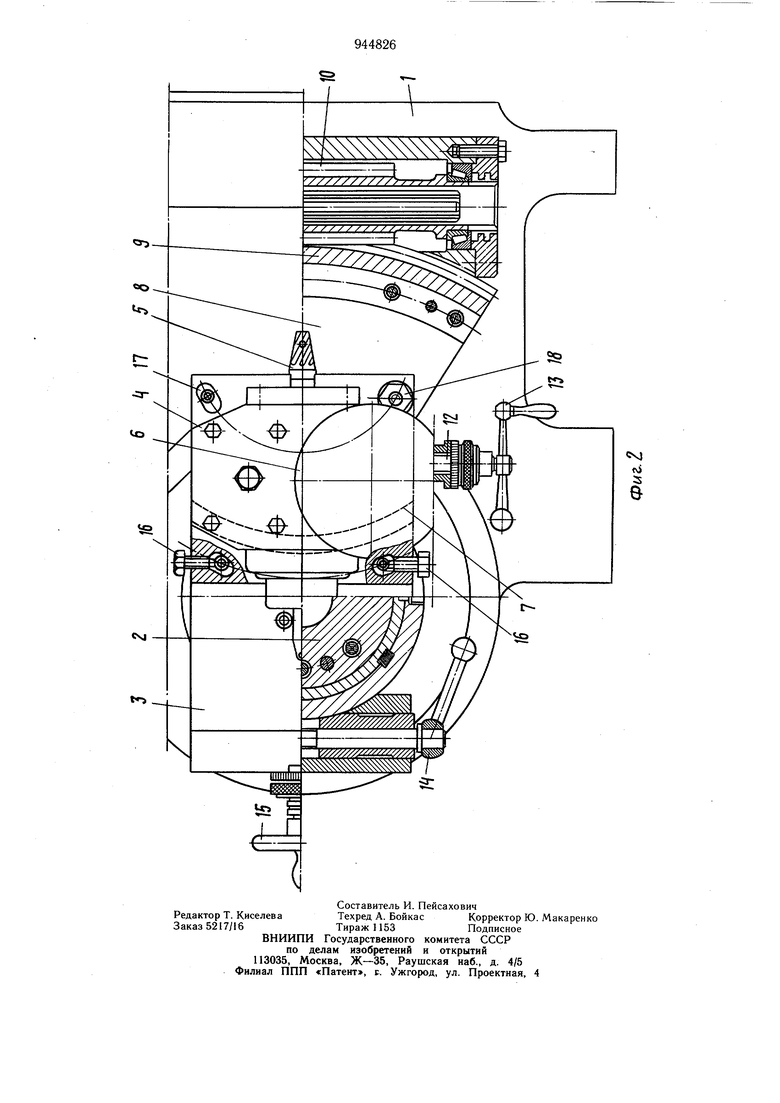
Изобретение относится к технике для изготовления червячных передач и предназначено для нарезания глобоидных червяков крупного модуля. Известно устройство нарезания глобоидного червяка на токарном станке, состоящее из плиты, которая может перемещаться в поперечном и продольном направлениях. На плите монтируется поворотная часть приспособления в виде сектора с корпусом направляющих, имеющая возможность вращаться при помощи червячного сектора вокруг вертикальной оси, сообщая при этом круговое перемещение резцу, закрепленному в поперечном суппорте, позволяющем осуществлять радиальное врезание резца. Червячный сектор кинематически связан через червяк и другие элементы делительной цепи со щпинделем станка 1. Данное устройство имеет тот недостаток, что нарезание червяка резцом дает низкую производительность и связано с больщими затратами ручного труда станочника, так как обработка производится со значительным числом проходов инструмента. Кроме того, указанное приспособление позволяет осуществлять только черновую обработку. Цель изобретения - создание устройства обеспечивающего возможность осуществления чернового и чистового нарезания глобоидного червяка, т. е. расширение технологических возможностей и повышение производительности обработки. Указанная цель достигается тем, что в устройство к токарному станку для нарезания /.глобоидных червяков, введены кольцейые направляющие, выполненные на суппорте, на которых с возможностью поворота вокруг оси, проходящей через середину рабочего участка режущей части фрезы, установлена инструментальная головка. На фиг. 1 показано устройство, общий вид; на фиг. 2 - то же, вид сверху. Устройство включает плиту 1, на которой смонтировано поворотное основание 2, несущее поперечный суппорт 3. Инструментальная головка 4, оснащенная концевой фрезой 5 и электродвигателем 6 установлена на расположенных на суппорте 3 кольцевых направляющих 7 с возможность поворота
вокруг оси II-I, проходящей через середину рабочего участка режущей части фрезы 5.
Устройство включает также круговой сек тор 8 с червячным сектором 9, который находится в зацеплении с червяком 10 и через делительную цепь станка кинематически связан с деталью 11.
Механизм кругового врезания выполнен в виде червячной пары 12 с рукояткой 13 перемещения и зажима 14.
Для осуществления радиального врезания служит маховик 15.
Инструментальная головка оснащена установочными винтами 16 и крепится к суппорту шпильками 17 и гайками 18.
Устройство работает следующим образом.
Черновая обработка глобоидной нарезки производится черновой фрезой 5. Деталь 11 крепится с помощью приспособления к щпинделю станка и подпирается центром задней бабки станка. Необходимая глубина врезания фрезы устанавливается с помощью маховика 15. Включается станок, начинают вращаться фреза 5 и деталь 11, а основание 2 соверщает круговое перемещение. Глобоидная канавка первого захода фрезеруется за один проход инструмента. После деления переключением специальной шлицевой муфты, имеющейся в делительной цепи, фрезеруется канавка второго захода и т. д.
Для операции чистового нарезания используется чистовая фреза. Установка фрезы напротив начерно прорезанной канавки осуществляется с помощью механизма кругового врезания, включающего рукоятку 13 и зажим 14. Фреза устанвливается на необходимую глубину маховиком 15, делается предварительный проход.
Производится проверка угла профиля нарезаемой канавки специальным мерителем, затем осуществляется установка положения фрезы 5 по углу профиля, для чего раскрепляются гайки 18, и попеременным вращением двух установочных винтов 16, достигается правильное положение фрезы 5.
При этом, благодаря кольцевым направляющим 7, поворот фрезы происходит вокруг вертикальной оси I-I, проходящей вблизи середины рабочего участка режущих кромок инструмента. Это необходимо, чтобы при регулировке угла профиля не изменялось круговое положение фрезы. Благодаря возможности регулировки угловой установки фрезы, чистовая обработка канавки производится за один проход инструмента;
Предлагаемое устройство позволяет осуществлять не только черновое, но и чистовое нарезание крупномодульных глобоидных червяков с высокой производительностью обработки, при этом за счет механизации процесса резко уменьщаются затраты ручного труда, и обеспечивается возможность использования многостаночного обслуживания.
Формула изобретения
Устройство к токарному станку для нарезания глобоидных червяков, включающее плиту, на которой смонтировано с возможностью, поворота основание, несущее поиеречный суппорт с фрезерной головкой, отличающееся тем, что, с целью расширения технологических возможностей, в устройство введены кольцевые направляющие, выполненные на суппорте, на которых с возможностью поворота вокруг оси, проходящей через середину рабочего участка фрезы, установлен фрезерная головка.
Источники информации, принятые во внимание при экспертизе 1. Самойлов С. Н. и др. Технология тяжелого машиностроения. М., Мащгиз, 1962, с. 399, 199.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСПОСОБЛЕНИЕ ДЛЯ НАРЕЗАНИЯ ГЛОБОИДНЫХ ЧЕРВЯКОВ НА СТАНКЕ С ЧПУ | 2015 |
|
RU2602574C1 |
| УСТРОЙСТВО К ТОКАРНОМУ СТАНКУ ДЛЯ НАРЕЗАНИЯ ГЛОБОИДНЫХ ЧЕРВЯКОВ | 1996 |
|
RU2101139C1 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Способ изготовления глобоидно-цилиндрической передачи с нелинейчатым червяком | 2022 |
|
RU2803611C1 |
| Резцовая головка | 1977 |
|
SU814609A1 |
| РЕЗЦОВАЯ ГОЛОВКА | 1971 |
|
SU319420A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Устройство для нарезки спиральных зубьев конических колес на токарных или фрезерных станках | 1948 |
|
SU84917A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |