I
Изобретение относится к метаппургйй, Н, в частности, к ксмструкции новЕДукцйСйшого плавильного тигля н способу его изготовления,
Известен тигель для индукцисиной вдавки металлов и сплавов, выпоиненный из металлических охлаждаемых секций, на наружной стенке которых имеется разьеМ| заполненный электройзоляавов- HbiM материалом, причем разьем имеет врямоутольную форму.
Известен способ иаготдаления вндукЦИСИ1НЫХ тиглей, заключающийся в ToMt чтдэ изготавливают разъем в наружных стеннах секций тигля и рапс гаяют его электроизоляцисшным материалов путем вдавливания или заливки LlJ .
Однако известная конструкция и способ ее и отовления обладают недостаточной надежностью и ограниченным сроком службы в связи с низкими механическими свойствами зоны соединения электроизоляционного материала с материалом секции.
Цель изобретения - повьпиение надежности и срока службы тиглей.
Указанная цель достигается тем, что в тигле для. индукционной плавки металлов и сплавов, вьшолненном из охлаждаемых секций, на наружной стенке которых выполнен разъем, заполненный электроизоляционным материалом, разъем в гфизонтальном сечении имеет форму равнобедренной трапеции, меньшее осно10вание которой расположено на внутренней поверхности наружной стенки и составляет от Ю до 100% ТОЛЩИНЫ этой стенки, а угол между боковыми сторонами разъема составляет 90-150, при«5чем плоскости разъема выполнены шероховатыми.
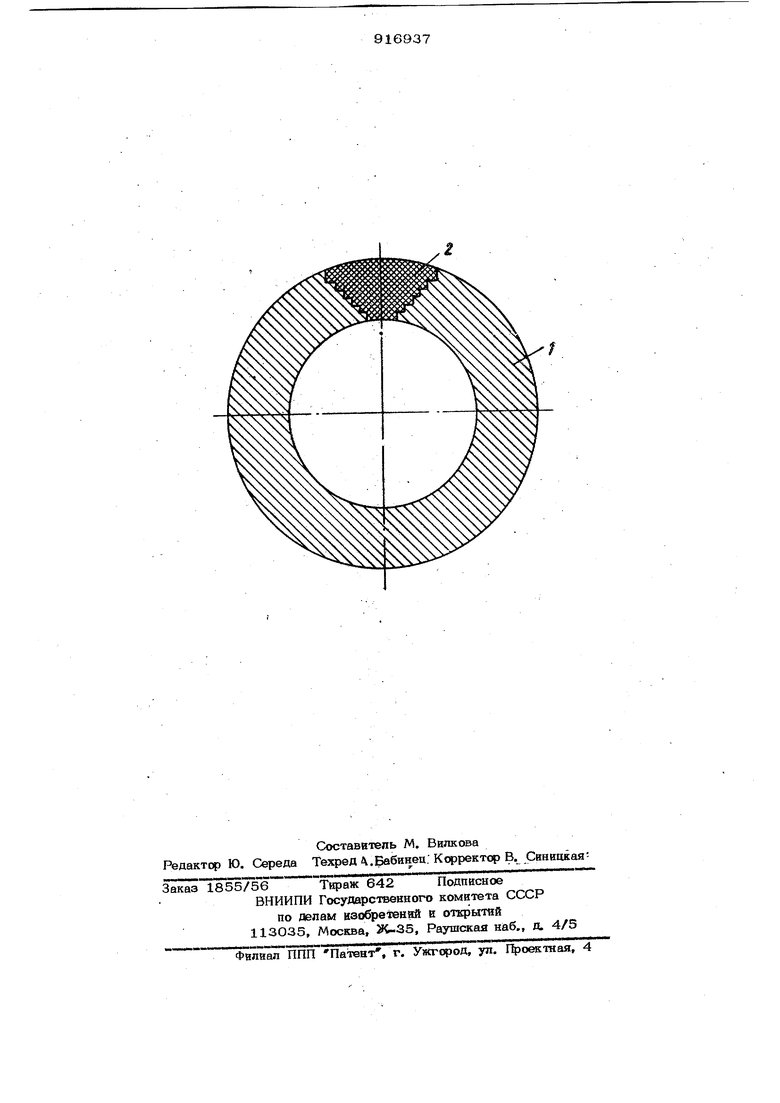
Способ изготовления тигля для индукционной плавки металлов и сплавов включающий изготовление разъема в на2t) рунсных стенках секций тигля и заполнение его эле троизоляцишным материал ло1м, причем заполнение разъема производят методом газотермического напыленвя с последующей пропиткой запопнениого разъема герметизирующим электроизоляционным составом. На чертеже изображена секция т|{гля, горизонтальный разрез. Тигель состоит из охлаждаемых секций 1, имеющих разь ем 2. Разъем секции 1 имеет в сечении форму равнобедренной трапеции, меньшее основание которой расположено на внутренней поверхности секции 1 и составляет 10-1ОО% толщины стенки секции 1, угся между боковыми сторонами разьема составляет .0О-150. Для увеличения прочности ещепления электроизоляционного материала с матери еаюм секции бсжовые стороны трапеции видного разъема выполнены зубчатыми или с насечками. Выбор геометрических размеров разъема обусловлен требованиями к прочности и герметичности зоны соединения. Эксперимен ь1 и испытания тигля показали, что если угол между боковъ1ми стенками разь ема составляет менее 9О° или более 150 или малое основание разъема составляет более 1ОО% толщины стенки тигля, то не удается обеспечить механическую прочность и герметичность соединения. Сокращение малого основания сечения разъема до величины менее 1О% толщины стенки секции тигля нецелесообразно ввиду того, что в этом случае размер малого основания не влияет на эффективность ксиструкции тигля, но его изготовление вызъшает излишние затраты. Предлагаемый способ изготовления тигля для индукцисяной плавки металлов и тигель, выполненный по этому способу, позйоляют в; 2-3 разаповысить надежность эксплуатации и срок службы тигля. Способ изготовления тигля для индукционной плавки металлов заключаются в следующем. В наружной стенке секции опытного образца тигля прорезают сквозной паз шириной например, О,5 мм затемфрезе руют боковъте поверхности паза, угол между которыми составляет 90-15О , сечение полученного паза имеет форму равнобедренной трапеции с меньшим основанием на внутренней поверхности секции. Для активации поверхности проводят црсбеструйную обработку разъема дробью, после чего методом газотермичёского напьшения, например, плазменного, заполняют разъем электроизопяционнъ1м материалом, например, окисью алюминия. Для повышения герметичности полученное соединение пропитьшают электретизоляционным составом. Формула изобретения 1.Тигель для индукционной плавки металлов и сплавов, выполненный из охлаждаемък секций, на наружной стенке которых выполнен разъем, заполненнъй электроизоляцишным материалом, о т л и чающийся тем, что, с целью повы шения надежности и срока службы, разьем в горизситальном сеиении имеет фор равнобедренной трапеции, меньшее основание которой расположено на внутренней поверхности наружной стенки и составляет от 10 до 1ОО% толщины этой стенки, а угол между боковыми сторонами разъема составляет 90 - ISO,, причем плоскости разъема вьйтолнены шероховатыми. 2.Способ изготовления тигля для индукционной плавки металлов и сплавов, включающий изготовление разъема в наружных стансах секций тигля и заполнение его электроизоляционным материалом, отличающийся тем, что, с целью повъпиения надежности и срока службы тигля, заполнение разъема производят методом газотермического напъшения с последующей пропиткой заполненного разъема герметизирующим электроизоляционным составом. Источники информации, принятые во внимание при экспертизе 1. Тир Л. Л., Фомин Н. И. Современные методъ ин дукционной плавки. М., Энергия, 1976, с. 44.
| название | год | авторы | номер документа |
|---|---|---|---|
| Тигель для высокочастотной индукционной плавки металлов | 1981 |
|
SU985684A1 |
| Металлический охлаждаемый тигель | 1982 |
|
SU1120154A1 |
| Способ изготовления огнеупорного тигля индукционной печи | 1975 |
|
SU621952A1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| ИНДУКЦИОННАЯ ВАКУУМНАЯ ПЕЧЬ С ХОЛОДНЫМ ТИГЛЕМ | 1996 |
|
RU2096713C1 |
| Индукционная плавильная печь | 1986 |
|
SU1567860A1 |
| Индукционная индукторная тигельная печь с проволочным индуктором | 2016 |
|
RU2669030C2 |
| Индукционная печь с холодным тиглем для остекловывания ВАО | 2019 |
|
RU2737663C1 |
| ЭЛЕКТРОМАГНИТНАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С ГОРИЗОНТАЛЬНЫМ МАГНИТОПРОВОДОМ И МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2539237C2 |
| Индукционная тигельная печь | 1983 |
|
SU1128084A1 |