(54) СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ СЕКЦИЙ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН
-I:
Изобретение относится к технологичес- кому оборудованию для изготовлёння секций обмоток электрических машин и может быть использовано в электротехнической промышленности.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является станок для изготовления секций обмоток электрических машин, содержащий корпус, в котором установлен маханизм гибки провода, включающий втулку с отверстием для провода и вИлку, жестко закрепленную на штоке, снабженном приводом возвратно-поступательного перемещения и поворота, при этом Паз вилки расположен симметрично оси от;верстия втулки И
Недостатки известного станка заключаются в сложности его конструкции .и невозможности выполнения на нем Гибки по радиусу лобовых частей секций обКлоток.
Цель изобретения - упрощение конст- рукции станка и расширение его технологических возможностей за счет изготовления секций с любой формой лобовой части.,
Поставленная цель достигается тем, что станок содержит клин, установле1шьтй на штоке, на торцовой поверхности втулки со стороны вилки выполнен паз, симметричный пазу вилки, при этом часть торцовой поверхности втулки от места пересечения паза с отверстием га 1полнена
10 скошенной и контактирует с клином.
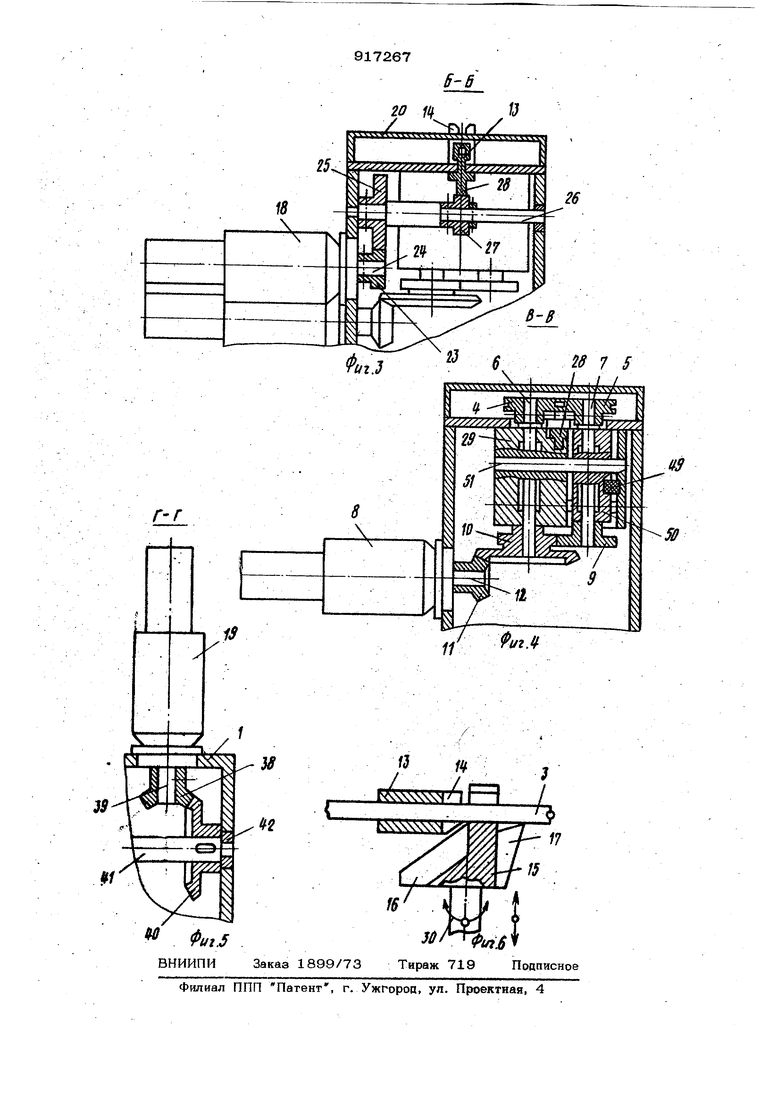
На фиг. 1 показан станок для изго.товления секций обмоток электрических машин, разрез; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б . Ij
«5 на фиг. 4 - разрез В-В на фиг 2; на фиг. 5 - разрез Г-Г на фиг. 1; на фиг.6втулка с отверстием для провода и клнн.
Станок для изготовления секций обмоток электрических машин содержит
20 корпус 1, роликовый механизм 2 для правки провода 3, механизм подачи провода с роликами 4 и 5, установленными на валах 6 и 7 и приводимыми от элек-
тропривода 8 через зубчатые колеса 9 и 10, закрепленные на валах 6 и 7, и
через зубчатое колесо. 11, устамовленное на валу 12 электропривода; гибочное
устройство, состоящее из втулки 13с5
пазом 14, вилки 15 с клином, 16 и резцом 17 и их электроприводов 18 и
19с передаточными звеньями, крышек
20и 21,- служащих для устране1шя соприкосновений ранее согнутых витков fo секшш 22 с выступающими, деталями г, станка при гибке последующих витков. Электропривод iS связан с втулкой 13 посредством зубчатого колеса 23, закрепленного неподвижно на валу 24 и15 раходящегося в зацеплении с колесом
25,закрепленным неподвижно на валу ,
26,зубчатого колеса 27, также неподвижно закрепленного на валу 26 и находящегося в зацеплении с рейкой 28, ус- м тановленной в корпусе 29, где она может перемещаться вместе с закрепленной на ней втулкой 13 вдоль оси провода. Вилка 15 имеет паз для провода 3. Шток|
30 пометцен в полом валу 31 с возмож- 25 ностью перемещения в нем перпендикулярно направлению подачи провода и имеет в своей kижнeй части рейку, находя- .щуюся в зацеплении с колесом 32. С по- ; лым валом 31 щток 30 соединен шпон- 30 кой 33 для осуществления его вращения вокруг оси продольного перемещения. Вал 31 установлен в подшипниках 34 с возможностью вращения в них вокруг своей оси, и имеет зубчатое колесо 35, нахо- 35
дящеесяЪ зацеплении с зубчатым колесом 36 и закрепленное на валу 31 шпон- кой 37. Как вращательное, так и поступательное движения вилки 15 осуществляются от электропривода 19, каждое по 40 своей цепи звеньев. Для осуществления вращательного движения вилки служит иепь, состоящая из-звеньев: зубчатое колесо 38, закрепленное неподвижно на валу 39 электропривода 19, зубчатое ко- 45 лесо 4О, закрепленное неподвижно на валу 41, который установлен в корпусе в подшипниках 42, электромагнитная муфта 43, соединенная с валом шпонкой 44, зубчатое колесо 3 2, установленное на . 50 валу 41с возможностью вращения отно-. сительно него и соединенное с электромагнитной муфтой 43 при ее. включении, зубчатые колеса 45 и 36, жестко соединенные между добой и установленные на 5 оси 46, зубчатое колесо 35, вал 31, шток 30. Для осуществления поступательного движения вилки служит пепь: зубчатые колеса 38 и 40, вал 41, соединенная с ним шпонкой электромагнитная фта 47, зубчатое колесо 48, установленное, на валу 41 с возможностью вращения относительно него и соединяющееся с электромагнитной муфтой 47 при ее включении, рейка штока 30. Все электрические приводы и электромагнитные муфты управляются системой числового программного управления, в которую вводится программа с данными о размерах плечей гибки секций, радиусах гибки, числе витков секций, длине выводных концов и др. Ролики 4 и 5, подающие провод, поджимаются один к другому при помощи буфера 49, который перемещает корпус 50 с валом 7 по скалкам 51.
Станок ДлЯ изготовления секций обмоток электрических машин работает следую.щцм образом.
Предварительно заправляют провод 3, начало которого пропускают через ролики механизма 2 правки провода, через подающие ролики 4. и 5, втулку 13, вилку 15, затем включают станок. В дальнейшем станок работает автоматически по програме в следующей последовательности. Привод 8 подачи провода подает провод к передней кромке вилки и останавливается электропривод 19 по цепи вращения вилки поворачивает ее по часовой стрелке на требуемый угол и останавливается, выполняя гибку в определённой точке. Перед подачей провода к передней кромке вилки последняя, при помощи электропривода 19 н цепи осуществления поступательного движения опускается вниз. После провода и совмещения с передней кромкой вилки последняя возвращает его в верхнее исходное положение, помещая провод в свой паз. Вращением вилки против часовой стрелки выполняется гибка в другой точке. Аналогично этому выполняются все стадии гибки там, где провод нужно гнуть на плашку . Гибка провода на ребро, осуществляется при совместных движениях втулки 13 и вилки с клином 16, когда втулка отходит от клина вдоль оси провода при помощи электропривода 18, а клин движется вверх при помощи электропривода 19. После выполнения гибки во всех запрограммированных точках производится подача провода так, что секция своей конечной точкой ставится в позицию отрезки. Вилка 15 при помощи электропривода 19 уходит вниз за пределы провода и погюрачивается так, что резец 17 устанаапивается под точкой отрезки провода. Вилка 15 с резцом 17, перемещаясь вверх, отрезает готовую секцию. Изобретение позволяет упростить конструкцию станка для изготовления обмоток электрических машин и расширить его технологические возможности. Формула изобретения Станок дли изготовления секций обмоток электрических машин, содержащий кор пус, в котором установлен механизм гибки провода, включающий втулку с отверстием для провода и вилку, жестко закрепленнутю на штоке, снабженном приводом возвратно -поступательного перемещения и поворота, при этом паз вилки S расположен симметрично оси отверстия втулки, отличающийся тем, что, с целью упрощения конструкции станка и расширения его технологических возможностей за счет изготовления секций с любой формой лобовой части, он содержит клин, установленный на штоке, на торцовой поверхности втутгки со стороны вилки выполнен паз, симметричный пазу вилки, при этом часть торцовой поверхности втулки от места пересечения паза с отверстием выполнена скошенной и койтактирует с клином. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 2776352/24-07, кл. Н 02 К 15/04. 1979. Фиг. W А


| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления секцийэлЕКТРичЕСКиХ МАшиН | 1979 |
|
SU828324A1 |
| Станок для намотки якорей коллекторных электрических машин | 1980 |
|
SU877718A1 |
| Станок для намотки якорей коллекторных электрических машин | 1976 |
|
SU688962A1 |
| Станок для намотки якорей коллекторных электрических машин | 1988 |
|
SU1649622A1 |
| Станок для намотки статоров | 1983 |
|
SU1156200A1 |
| Станок для намотки и укладки катушекВ пАзы МАгНиТОпРОВОдА CTATOPOB элЕКТРи-чЕСКиХ МАшиН | 1978 |
|
SU817885A1 |
| Станок для намотки статора электрической машины | 1978 |
|
SU765941A1 |
| Автомат для изготовления заготовок одновитковых секций обмоток электрических машин | 1979 |
|
SU884046A1 |
| Станок для разводки лобовых частей одновитковых секций | 1982 |
|
SU1136261A1 |
| Полуавтомат для закладки клиньев в пазы статора электрической машины | 1984 |
|
SU1354349A1 |