1
Изобретение относится к электротехническому машиностроению и может быть использовано для изготовления заготовок ОДНОВИТКОВЫХ секции обмоток электрических машин.
Известно устройство для изготовления ОДНОВИТКОВЫХ секций обмоток электрических машин, содержащее механизм подачи и правки проволоки, механизм резки проволоки, механизм гибки и формования петли, механизм фиксации и образований секций 1.
Недостатком этого устройства является низкая производительность.
Известен станок для укладки одновитковых секций в пазы электрических машин, содержащий установленные .в технологической последовательности механизм подачи и правки проволоки, ме} анизм отрезки заготовок из проволоки и обжимки их концов, механизм переноса заготовки с позиции резки на позицию гибки, механизм гибки и формования заготовки секции, включающий пуансоны и толкатель, механизм вставки петли в устройство образования секций и привод указанных механизмов 2.
Недостатком станка является низкая производительность, обусловленная последовательностью выполнения операций при гибке, формовке и вставке петли.
Целью изобретения является повышение производительности изготовления заготовок ОДНОВИТКОВЫХ секций обмоток электрических машин.
Указанная цель достигается тем, что механизм гибки и формования заготовки секции содержит каретку с приводом ее 10 возвратно-поступательного перемещения, двуплечий рычаг, шарнирно закрепленный на каретке, а пуансон и толкатели установлены на каретке, при этом одно плечо рычага шарнирно связано с пуансоном, а второе шарнирно связано с толкателями, пуанVS соны расположены между толкателем, а механизм переноса заготовки с позиции резки на позицию гибки выполнен в виде крестовины, установленной на валу, снабженном приводами его поворота и возвратнопоступательного движения, и снабженной захватами.
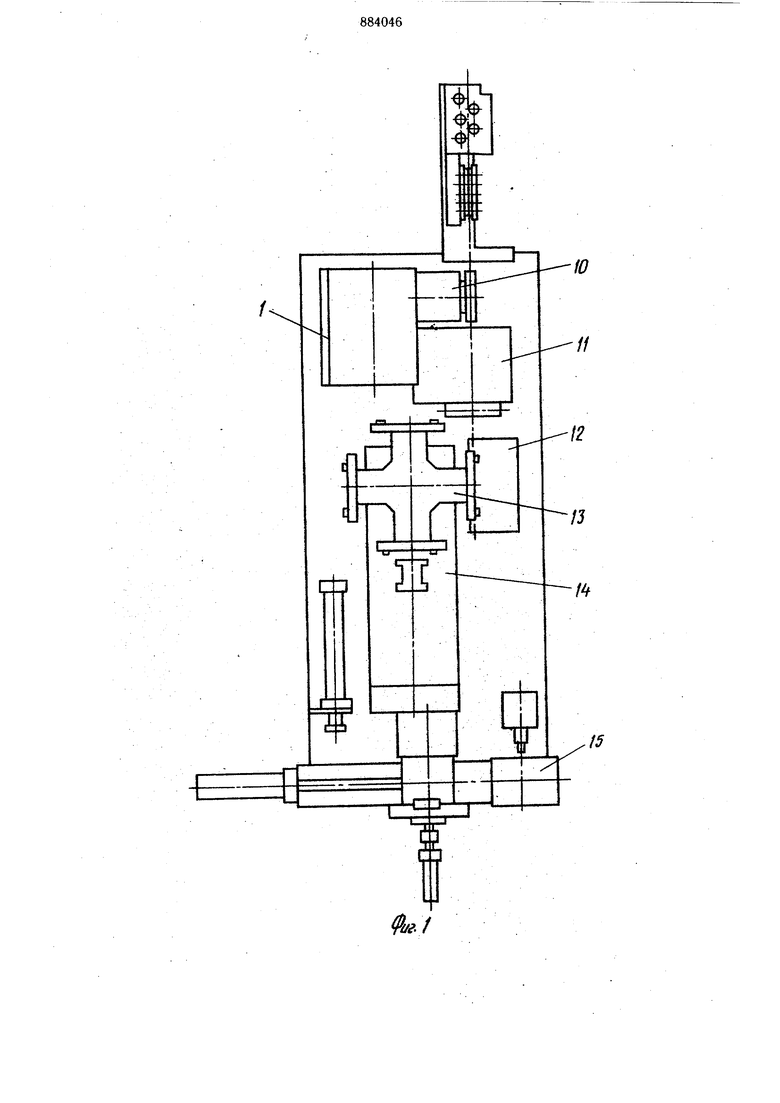
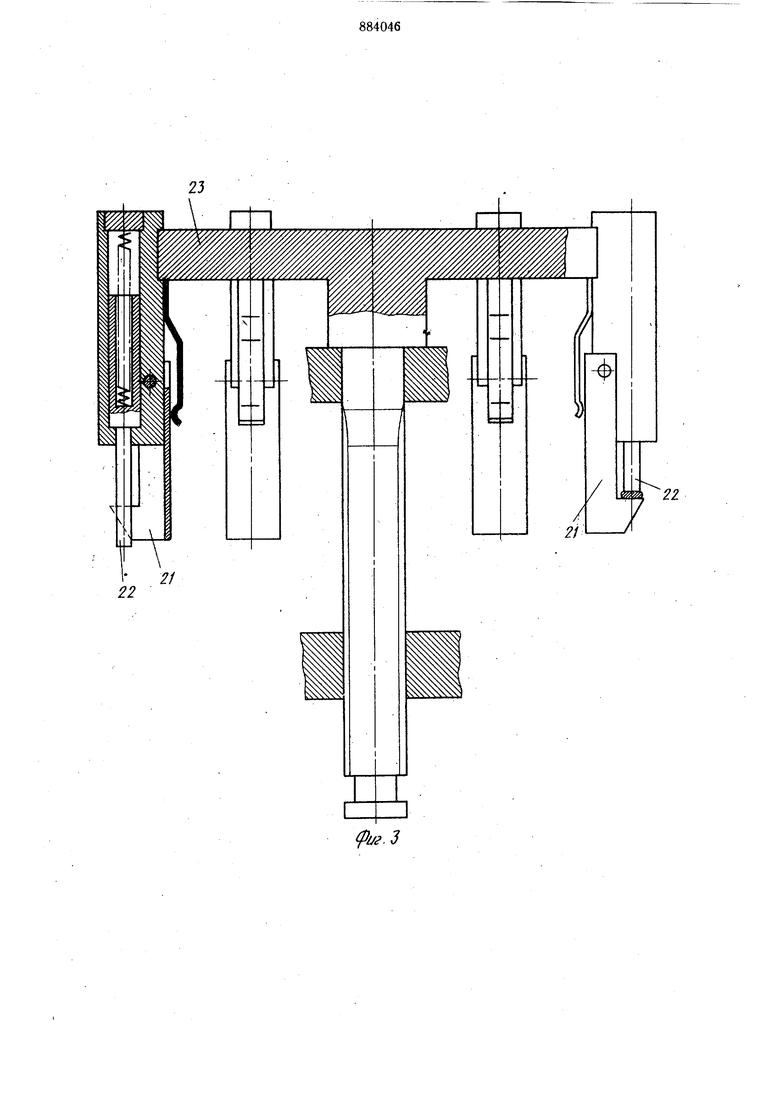
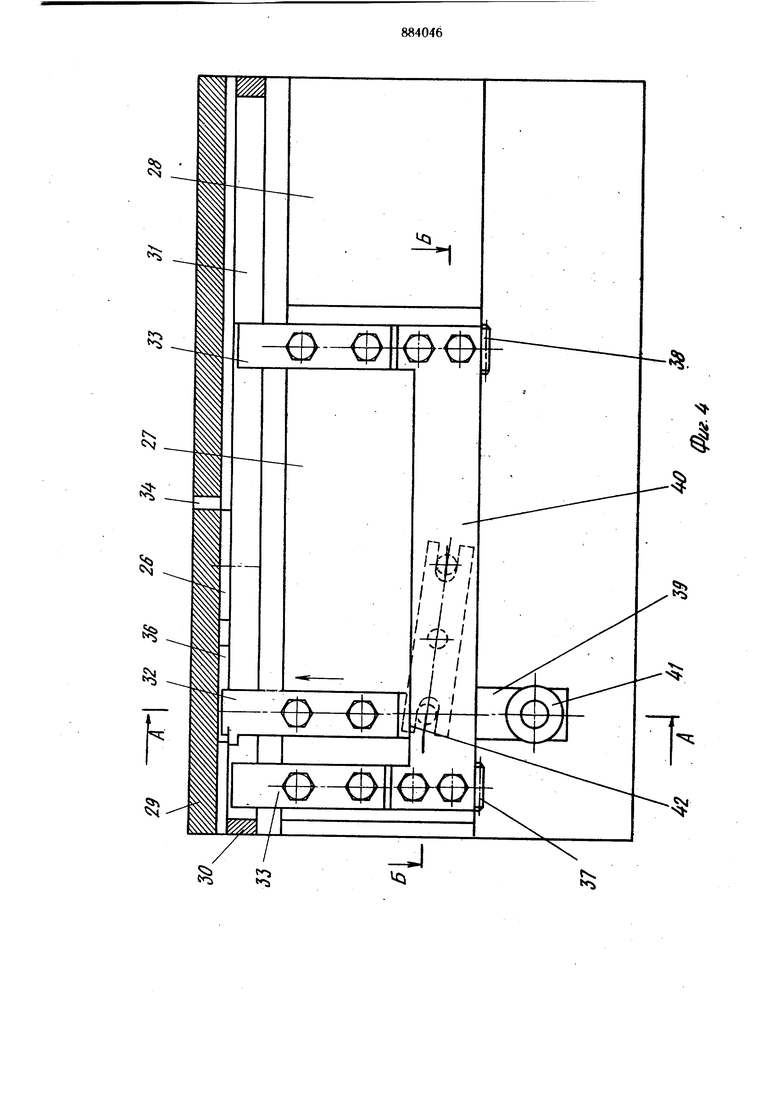
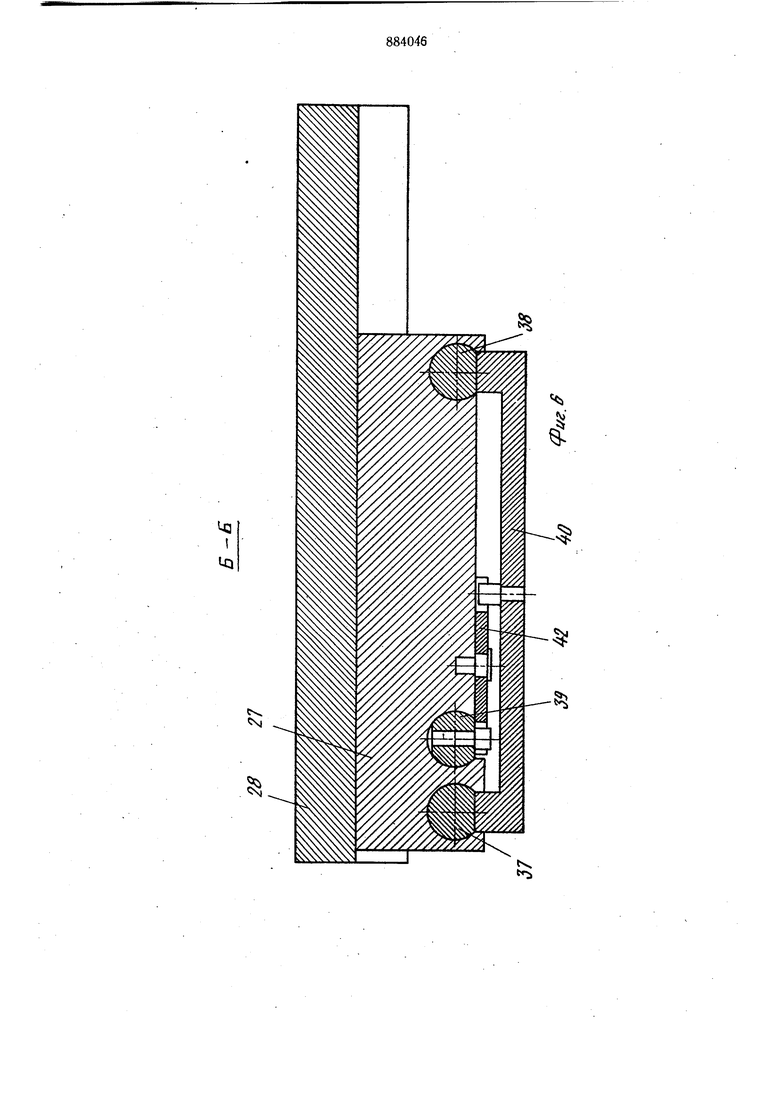
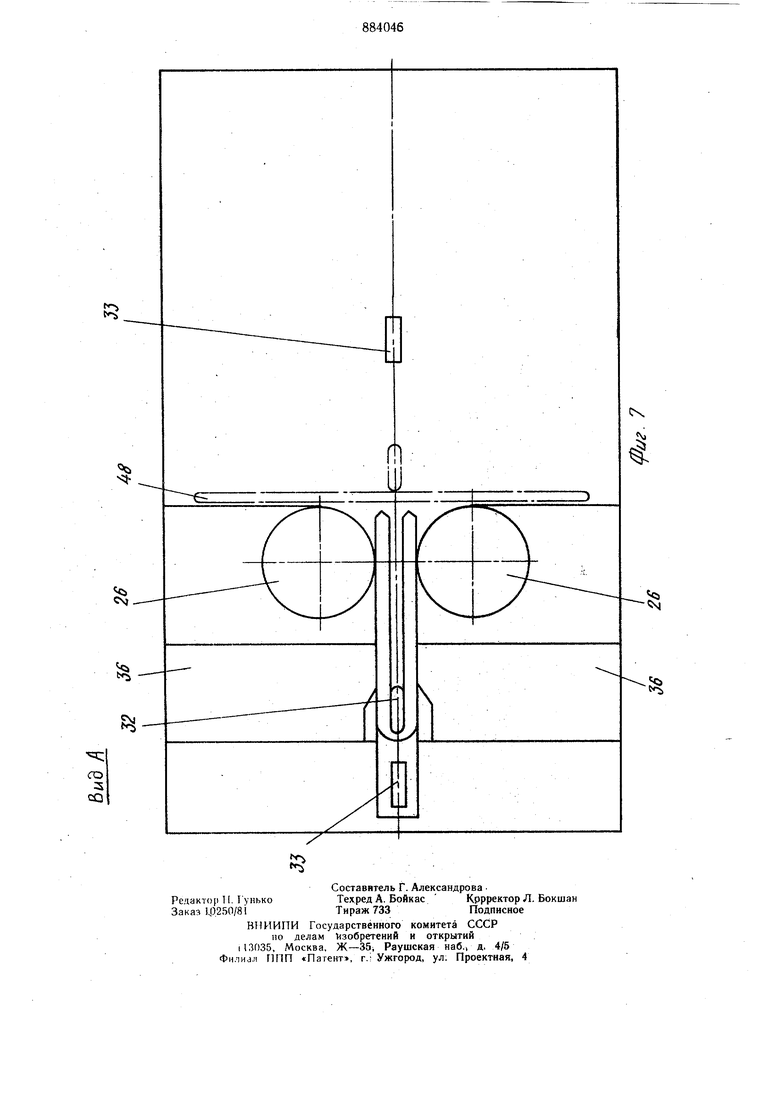
На фиг. 1 изображен автомат для изготовления заготовок ОДНОВИТКОВЫХ секций обмоток электрических машин в плане; общий вид; на фиг. 2 - кинематическая схема автомата; на фиг. 3.- механизм переноса заготовки с позиции резки на позицию гибки и формования; на фиг. 4 - механизм гибки и формования запотовки секции; на фиг. 5 - разрез А-А на фиг. 4; на фиг. 6 - разрез на фиг. 4; на фиг. 7 - вид по стрелке А на фиг. 5. Автомат для изготовления заготовок одновитковых секций обмоток электрических машин содержит гибочный станок I (фиг. 1) и правильно разматывающее устройство 2 (фиг. 2). Правильно-разматывающее устройство 2 содержит горизонтальный вал 3 с насаженной на него бухтой медного провода, два блока рихтовочных роликов 4, подающие ролики 5, связанные с приводом 6 и рычаг 7 контроля натяжения провода. Гибочный станок (фиг. I) содержит станину, внутри которой размещен распределительный вал 8 (фиг. 2), связанный с приводом 9, а на верхней плите станины размещены механизм 10 (фиг. 1) подачи и правки проволоки; механизм И резки заготовок из проволоки и обжатия концов заготовки, механизм 12 отвода отрезанной заготовки, механизм 13 переноса заготовки с позиции резки на позицию гибки и формования, механизм 14 гибки и формования заготовки секции и механизм 15 укладки заготовок в накопитель. Все перечисленные механизмы кинематически связаны с распределительным валом 8 (фиг. 2). Механизм 10 (фиг. 1). содержит два блока рихтовочных роликов 16 (фиг. 2) и подающие ролики 17. Механизм 11 (фиг. 1) содержит две пары взаимно-перпендикулярных ножей 18 (сриг. 2) клиновой профиль которых Образует заходиые фаски в отрезаемой заготовке и привод этих ножей, кинематически связанный с распределительным валом 8. Механизм 12 (фиг. 1) выполнен в виде планки со щелью, связанной посредством рычага 19 (фиг. 2) с распределительным валом 8. Механизм 13 (фиг. 1) содержит Например, четыре пары захватов 20, каждый из которых выполнен в виде подпружиненного поворотного рычага 21 (фиг. 3) с выступом и скосом и верхнего прижима 22. Захваты 20 (фиг. 2) закреплены на KpectoBHHe 23, которая через мальтийский механизм и зубчатую передачу связана с распределительным валом 8. Крестовина 23 кинематически связана с копиром 24 посредством рычага 25. Механизм 14 (фиг. I) содержит стационарные ролики 26 (фиг. 2), каретку 27, корпус 28 (фиг. 4-7), в котором закреплена с возможностью перейещения каретка 27, и две плиты верхняя 29 и нижняя 30, причем в нижней плите имеется паз 31 для размещения гибочного пуансона 32 И толкателей 33, а в верхней плите 29 выполнен паз 34 для укладки отрезанной заготовки 35. Между верхней плитой 29 и нижней плитой 30 установлены стационарные ролики 26 и формовочные пуансоны 36. Каретка 27 представляет собой ползун с направляющими типа ласточкин xBocrf в котором установлены с возможностью вертикального перемещения три щтока 37, 38и 39 (фиг. 4 и 6). На штоках 37 и 38 закреплены толкатели 39, причем щтоки 37 и 38 жеетко связаны между собой соединительной планкой 40 (фиг. 4 и 6). На штоке 39закреплен гибочный пуансон 32 (фиг. 4 и 5) и ролик 41. Соединительная планка 40 (фиг. 4, 5 и 6), а следовательно, и штоки 37 и 38 с закрепленными на инх толкателями 33 связана со штоком 39 посредством двуплечего рычага 42, шарнирно закрепленного на каретке 27. Ролик 41 посредством планки 43 и системы рычагов 44 связан с распределительным валом 8 (фиг. 2), а направляющие планки 45 и 46 также связаны рычажной системой с валом 8. Механизм 15 содержит стол 47 с призмами 48 и 49 для установки накопителя 50 заготовок секций, механизм 51 ориентации накопителя 50 заготовок секций и толкатель 52, взаимодействующий с кольцевой выточкой накопителя 50. Приемник 53, предназначенный для фиксации и поворота на один шаг накопителя 50, взаимодействует с распределительным валом 8 через систему рычагов. Автомат для изготовления заготовок одновитковых секций обмоток электрических машин работает следующим образом. Установленная в правильно разматывающее устройство 2 (фиг. 2) проволока проходит через подающие ролики 5, рычаг 7 контроля натяжения провода, механизм 10 (фиг. I) подачи и правки и попадает в механизм 11, где отрезаются заготовки необходимого размера. Отрезанная заготовка отводится из зоны рубки механизмом 12. Механизм 13 переноса заготовки с позиции резки на позицию гибки и формования опускаясь, захватывает подпружиненными поворотными рычагами 21 (фиг. 3) отрезанную заготовку, которая поджимается верхними прижимами 22 к выступам рычага 21. Одновременно с извлечением отрезанной заготовки из механизма 12 вторая пара захватов 20 (фиг. 2) опускает заготовку, отрезанную в предыдущем цикле, в механизм 14 (фиг. 1) гибки и формования заготовки секции. После гибки петли механизм 13 поднимается и поворачивается на 90°, тем самым подготавливая следующую заготовку для укладки в зону гибки. При движении каретки 27 влево щток 39 с гибочным пуансоном 32 находятся в верхнем положении, т. е. ра бочая часть гибочного пуансона 39 находится между верхней плитой 29 и нижней плитой 30, а штоки 37 и 38 с толкателями 33 находятся в нижнем положении. Заготовка 35, уложенная через паз 34 верхней плиты 29 механизмом 13 на нижнюю плиту 30, проталкивается гибочным пуансоном 32 между верхней 29 и нижней плитой 30. При этом заготовка 35, обкатываясь между двумя стационарными роликами 26, огибает гибочный пуансон 32 и в конце хода каретки 27 влево получается петля с параллельными концами. После остановки каретки 27 в левом положении формовочные пуансоны 36 сводятся к центру, обжимая стороны петли по профилю гибочного пуансона 32. Так формуется лобовая часть петли заготовки секции.
После изготовления петли секции формовочные пуансоны 36 расходятся, гибочный пуансон 32 опускается, а толкатели 33 поднимаются. При ходе каретки 27 вправо один из толкателей 33 (левый на фиг. 4) выталкивает заготовку секции из зоны гибки, а второй толкатель 33 заталкивает заготовку секции, изготовленную в предыдущем цикле, в паз накопителя 50 (фит. 2), находящегося в приемнике 53.
После вставки петли приемник 53 поворачивается на один шаг, тем самым подготавливаясь к вставке следующей петли.
Одновременно с изготовлением секций на левую призму 48 стола 37 подается накопитель 50 и производится его угловая ориентация относительно механизма 14.
После набора полного комплекта петель распределительный вал 8 останавливается и толкатель 52 перемещает накопитель 50 нз приемника 53 на правую призму 49 стола 47. Стол 47 перемещается вправо, толкатель 52 .заталкивает сориентированный накопитель 50 в приемник 53, а накопитель 50 с набранным комплектом заготовок пе.тель сталкивается цилиндром на транспортную систему (на чертеже не показана).
Изобретение позволяет повысить производительность автомата для изготовления заготовок одновнтковых секций обмоток электрических машин за счет одновременного выполнения операций гибки и формования заготовки секции переноса заготовки с позиции резки на позицию гибки и формования.
Формула изобретения
Автомат для изготовления заготовок одновитковых секций обмоток электрических мащин, содержащий механизм резкн, механизм гибки и формования заготовки секций, включающий пуансоны и толк1атель механизм укладки заготовок в н;акопитель, механизм переноса заготовки с позиции резки на позицию гибки и формования, отличающийся тем, что, с целью повышения производительности, механизм гибки и формования заготовки секции содержит каретку с приводом ее возвратно-поступательного перемещения, двуплечий рычаг, шарнирно закрепленный на каретке, а пуансон и толкатели установлены на каретке, при этом одно плечо рычага щарнирно связано с пуансоном, а второе шарнирно связано с толкателями, пуансоны расположены между толкателями, а механизм переноса заготовки с позиции резкн на позицию гибки выполнен в виде крестовины., установленной на валу, снабженном приводами его поворота и возвратно-поступательного движеуия, н снабженной захватами. Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 612351, кл. Н 02 К 15/06, 1978.
2.Авторское свидетельство СССР № 277921, кл. Н 02 К 15/08, 1970.
ю . -J
(рш.З
АЛ29 3S JD 39
3d
32
fuz.S
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ И УКЛАДКИ ОДНОВИТКОВЫХСЕКЦИЙ | 1970 |
|
SU277921A1 |
| Гибочно-штамповочный автомат | 1983 |
|
SU1139551A1 |
| Автомат для сгибания фигурных изделий | 1981 |
|
SU963646A1 |
| Несинхронная линия для изготовления и укладки одновитковых секций в пазы магнитопроводов электрических машин | 1986 |
|
SU1317574A1 |
| Автомат для изготовления изделий из проволоки типа шплинтов | 1982 |
|
SU1093380A1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| Автомат для гибки деталей из проволоки | 1986 |
|
SU1449208A1 |
| Автомат для изготовления деталей из проволоки | 1987 |
|
SU1470404A1 |
| Автомат для изготовления сборных изделий | 1978 |
|
SU753583A1 |
| Автомат для изготовления гнутых изделий | 1986 |
|
SU1400739A1 |