Изобретение относится к технологическому оборудовнию для изготовления электрических машин и может быть использовано в электротехнической промышленности.
Цель изобретения - повышение надежности процесса намотки.
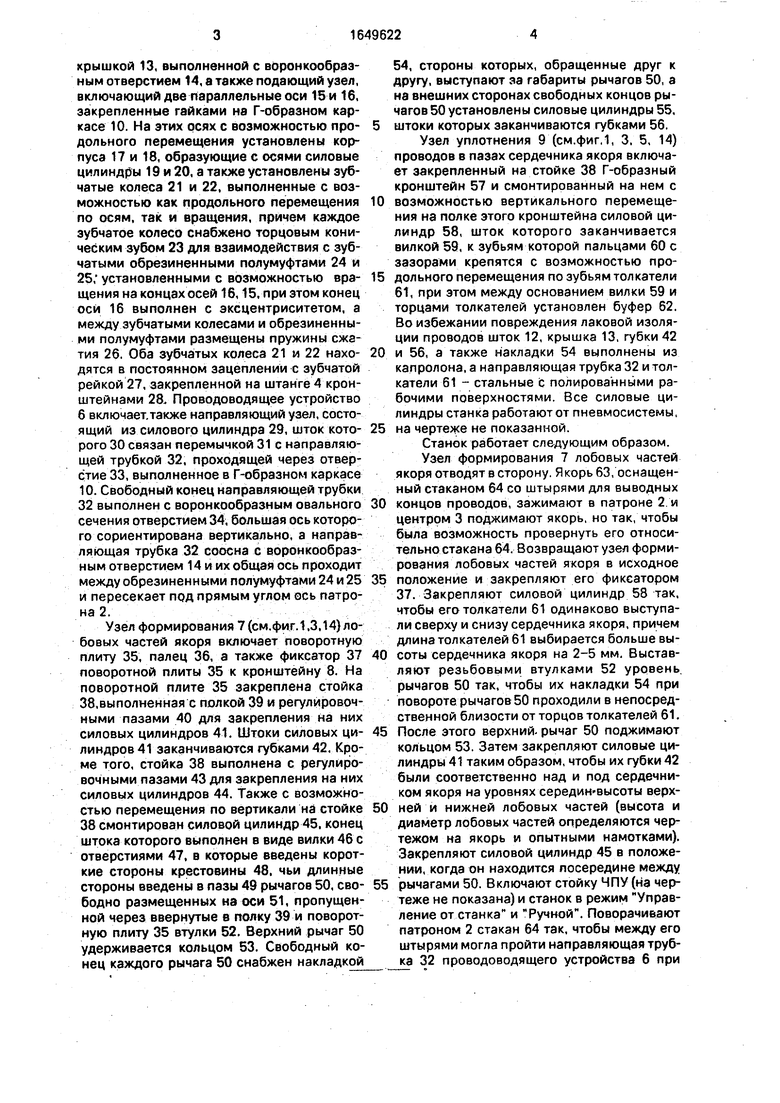
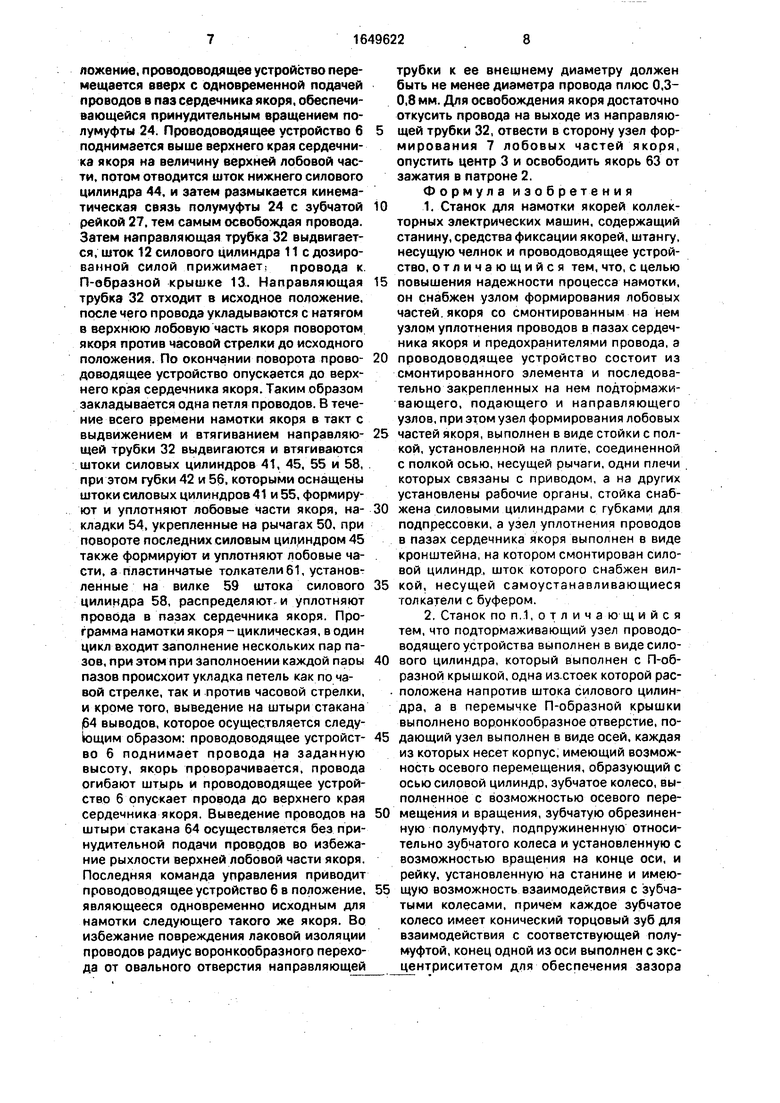
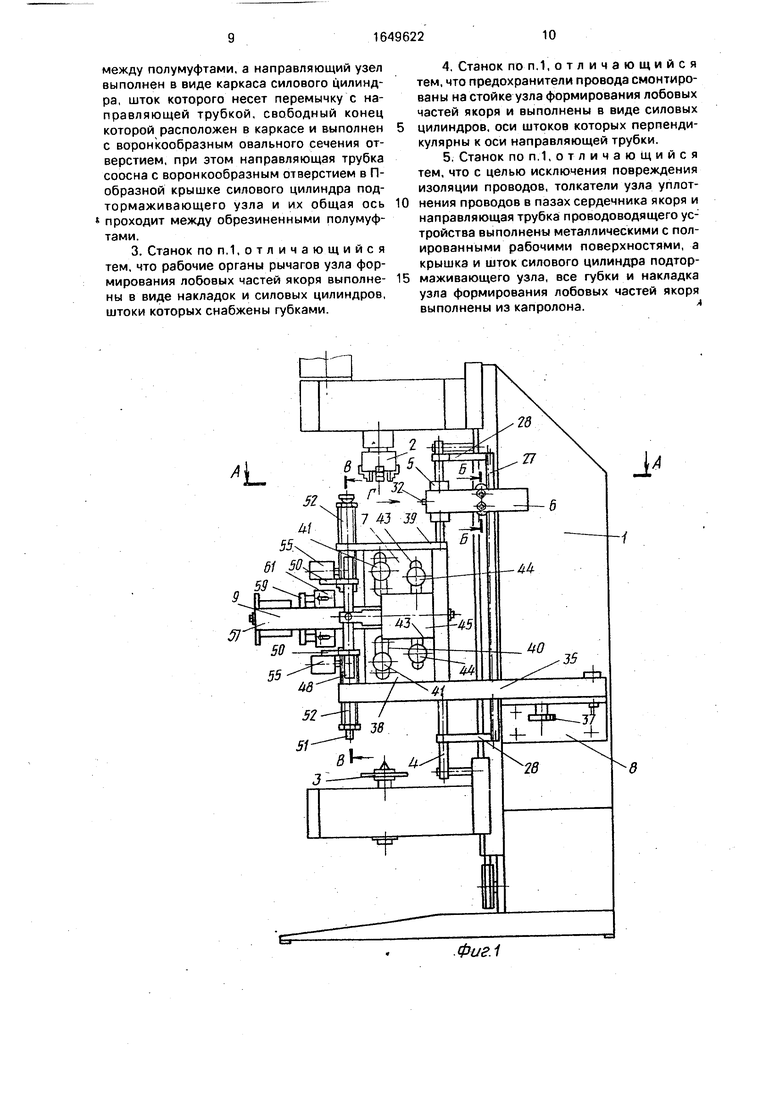
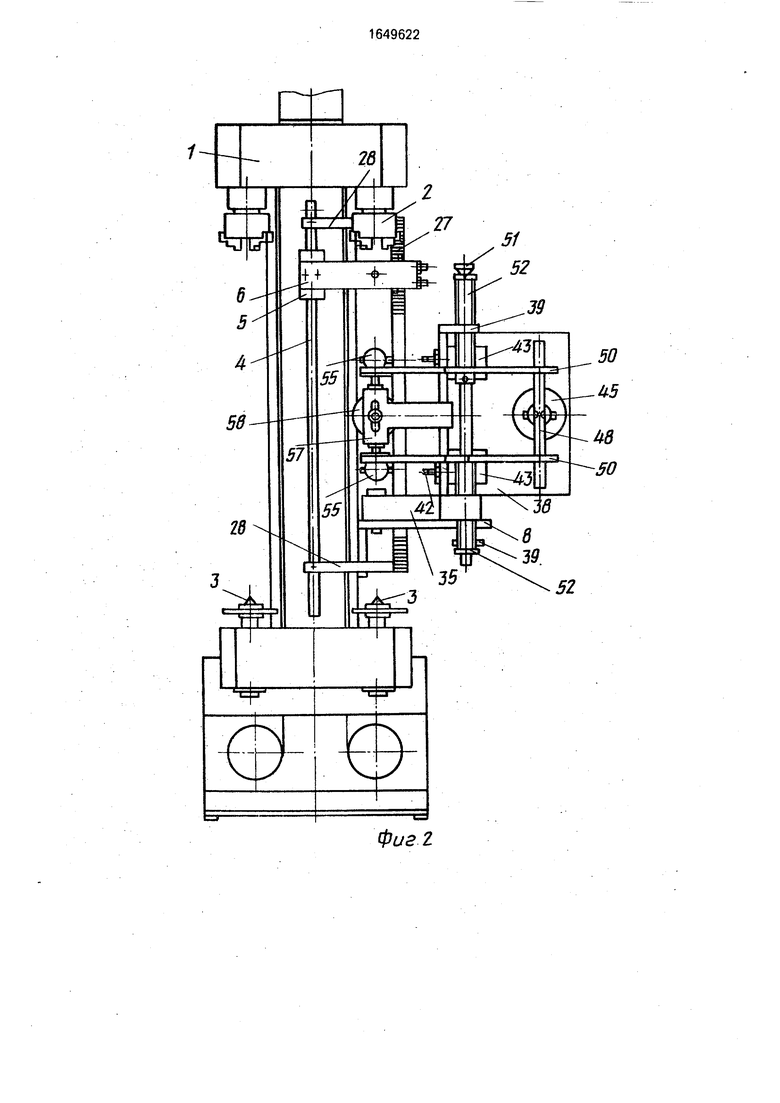
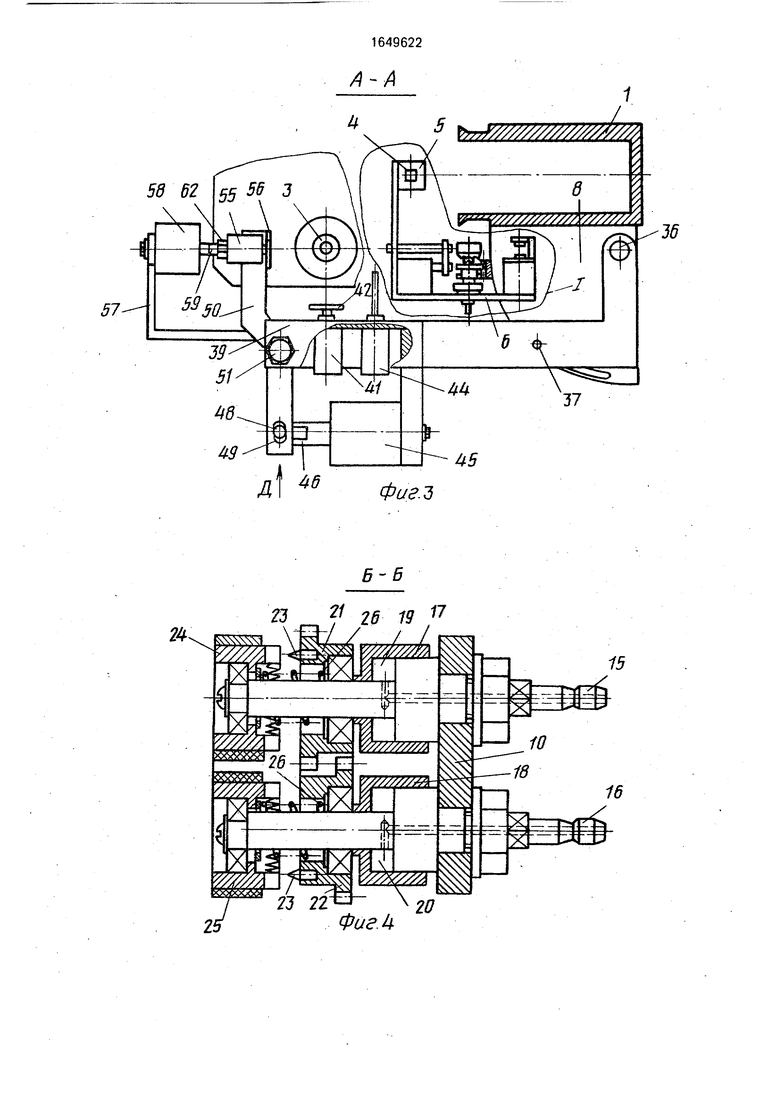
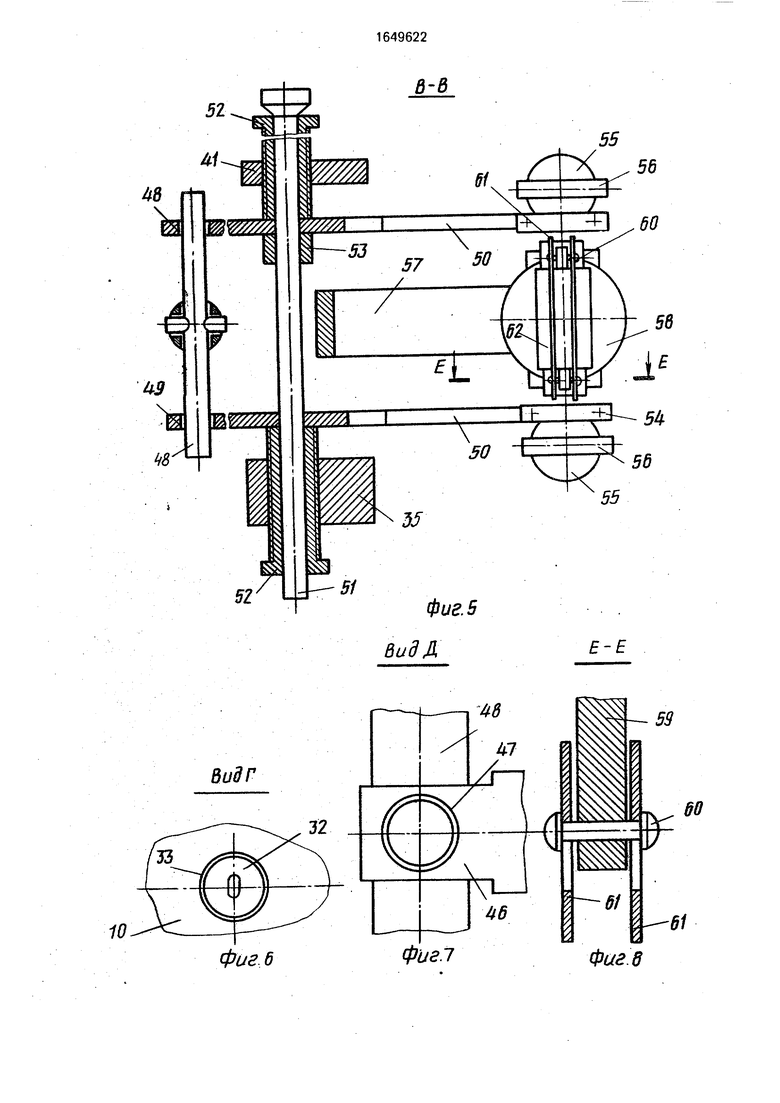
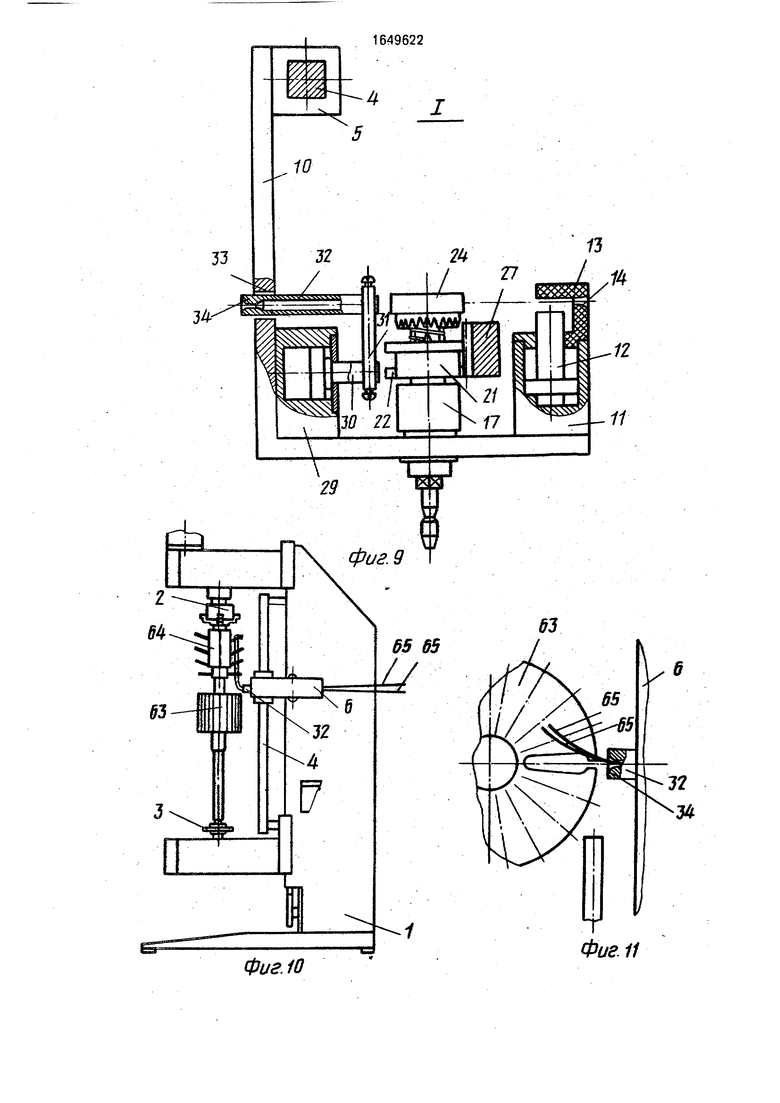
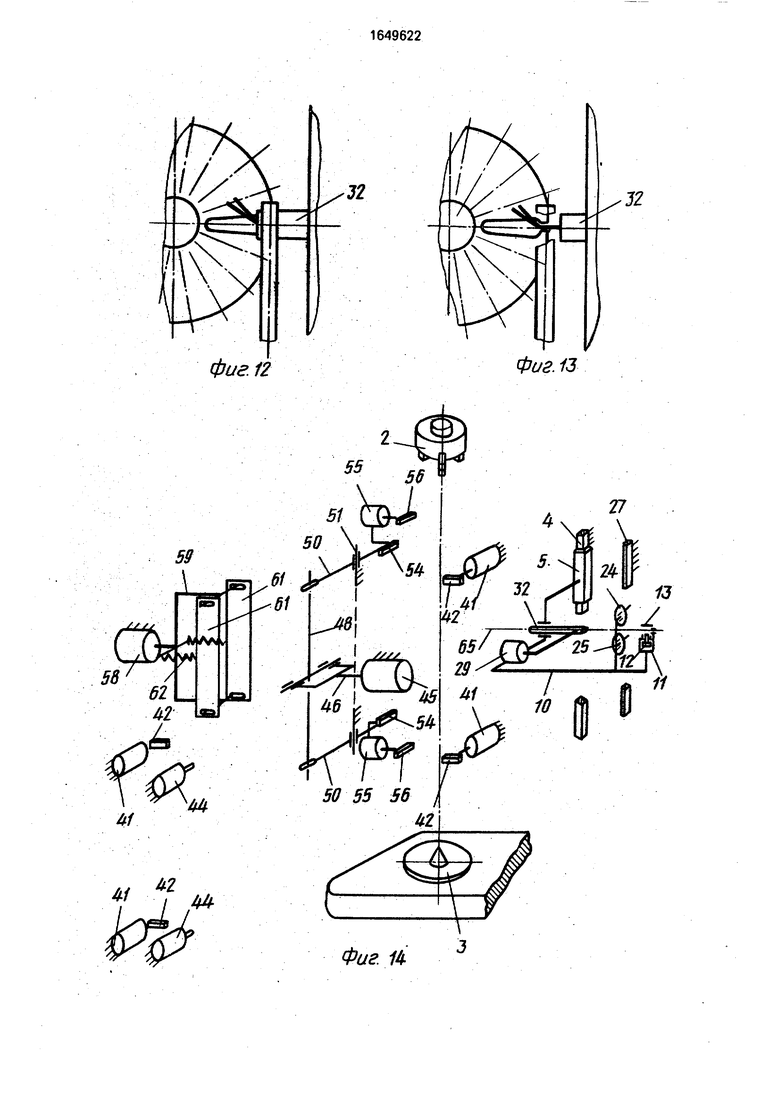
На фиг.1 изображена схема станка для намотки якорей; на фиг 2 изображен станок, вид спереди; на фиг.З - разрез А-А на фиг. 1 ; на фиг.4 - разрез Б-Б на фиг.1; на фиг.5 - разрез В-В на фиг,1; на фиг.6 - вид по стрелке Г на фиг. 1; на фиг.7 - вид по стрелке Д на фиг.З; на фиг.8 - разрез Е-Е на фиг.5; на фиг.9 - узел I на фиг.З; на фиг.10 - схема установки на станок якоря и закрепления на стакане проводов; на фиг.11, 12,13-стадии работы проводящего устройства и предохранителя провода; на фиг. 14 - кинематическая схема станка; на фиг. 15 - схема укладки
одной петли провода в якорь; на фиг. 16 - схема укладки провода в паз якоря.
Станок для намотки якорей коллекторных электрических машин содержит станину 1, патрон 2, центр 3, закрепленную на станине 1 с возможностью поперечного перемещения штангу 4 с челноком 5, проводоводящее устройство 6, закрепленное на челноке 5, узел формирования 7 лобовых частей якоря, смонтированный на кронштейне 8, закрепленном на станине 1 и узел уплотнения 9 проводов в пазах сердечника якоря, смонтированный на узле формирования 7 лобовых частей якоря, Проводоводящее устройство 6 {см.фиг. 1,9) включает Г-образный каркас 10, прикрепленный к челноку 5, на котором установлен подтормаживающий узел, включающий силовой цилиндр 11 со штоком 12 и П-образной
О
ь : о к к
крышкой 13, выполненной с воронкообразным отверстием 14, а также подающий узел, включающий две параллельные оси 15 и 16, закрепленные гайками на Г-образном каркасе 10. На этих осях с возможностью продольного перемещения установлены корпуса 17 и 18, образующие с осями силовые цилиндры 19 и 20, а также установлены зубчатые колеса 21 и 22, выполненные с возможностью как продольного перемещения по осям, так и вращения, причем каждое зубчатое колесо снабжено торцовым коническим зубом 23 для взаимодействия с зубчатыми обрезиненными полумуфтами 24 и 25; установленными с возможностью вращения на концах осей 16,15, при этом конец оси 16 выполнен с эксцентриситетом, а между зубчатыми колесами и обрезиненными полумуфтами размещены пружины сжатия 26. Оба зубчатых колеса 21 и 22 находятся в постоянном зацеплении с зубчатой рейкой 27, закрепленной на штанге 4 кронштейнами 28. Проводоводящее устройство 6 включает.также направляющий узел, состоящий из силового цилиндра 29, шток которого 30 связан перемычкой 31с направляющей трубкой 32, проходящей через отверстие 33, выполненное в Г-образном каркасе 10. Свободный конец направляющей трубки 32 выполнен с воронкообразным овального сечения отверстием 34, большая ось которого сориентирована вертикально, а направляющая трубка 32 соосна с воронкообразным отверстием 14 и их общая ось проходит между обрезиненными полумуфтами 24 и 25 и пересекает под прямым углом ось патрона 2.
Узел формирования 7 (см.фиг.1,3,14} лобовых частей якоря включает поворотную плиту 35, палец 36, а также фиксатор 37 поворотной плиты 35 к кронштейну 8. На поворотной плите 35 закреплена стойка 38,выполненная с полкой 39 и регулировочными пазами 40 для закрепления на них силовых цилиндров 41. Штоки силовых цилиндров 41 заканчиваются губками 42, Кроме того, стойка 38 выполнена с регулировочными пазами 43 для закрепления на них силовых цилиндров 44. Также с возможностью перемещения по вертикали на стойке 38 смонтирован силовой цилиндр 45, конец штока которого выполнен в виде вилки 46 с отверстиями 47, в которые введены короткие стороны крестовины 48. чьи длинные стороны введены в пазы 49 рычагов 50, свободно размещенных на оси 51, пропущенной через ввернутые в полку 39 и поворотную плиту 35 втулки 52. Верхний рычаг 50 удерживается кольцом 53. Свободный конец каждого рычага 50 снабжен накладкой
54, стороны которых, обращенные друг к другу, выступают за габариты рычагов 50, а на внешних сторонах свободных концов рычагов 50 установлены силовые цилиндры 55,
штоки которых заканчиваются губками 56.
Узел уплотнения 9 (см.фиг. 1, 3, 5, 14) проводов в пазах сердечника якоря включает закрепленный на стойке 38 Г-образный кронштейн 57 и смонтированный на нем с
0 возможностью вертикального перемещения на полке этого кронштейна силовой цилиндр 58, шток которого заканчивается вилкой 59, к зубьям которой пальцами 60 с зазорами крепятся с возможностью про5 дольного перемещения по зубьям толкатели 61, при этом между основанием вилки 59 и торцами толкателей установлен буфер 62. Во избежании повреждения лаковой изоляции проводов шток 12, крышка 13, губки 42
0 и 56, а также накладки 54 выполнены из капролона, а направляющая трубка 32 и толкатели 61 - стальные с полированными рабочими поверхностями. Все силовые цилиндры станка работают от пневмосистемы,
5 на чертеже не показанной.
Станок работает следующим образом. Узел формирования 7 лобовых частей якоря отводят в сторону. Якорь 63, оснащенный стаканом 64 со штырями для выводных
0 концов проводов, зажимают в патроне 2 и центром 3 поджимают якорь, но так, чтобы была возможность провернуть его относительно стакана 64. Возвращают узел формирования лобовых частей якоря в исходное
5 положение и закрепляют его фиксатором 37. Закрепляют силовой цилиндр 58 так, чтобы его толкатели 61 одинаково выступали сверху и снизу сердечника якоря, причем длина толкателей 61 выбирается больше вы0 соты сердечника якоря на 2-5 мм. Выставляют резьбовыми втулками 52 уровень рычагов 50 так, чтобы их накладки 54 при повороте рычагов 50 проходили в непосредственной близости от торцов толкателей 61.
5 После этого верхний, рычаг 50 поджимают кольцом 53. Затем закрепляют силовые цилиндры 41 таким образом, чтобы их губки 42 были соответственно над и под сердечником якоря на уровнях середин-высоты верх0 ней и нижней лобовых частей (высота и диаметр лобовых частей определяются чертежом на якорь и опытными намотками). Закрепляют силовой цилиндр 45 в положении, когда он находится посередине между
5 рычагами 50. Включают стойку ЧПУ (на чертеже не показана) и станок в режим Управление от станка и Ручной. Поворачивают патроном 2 стакан 64 так, чтобы между его штырями могла пройти направляющая трубка 32 проводоводящего устройства 6 при
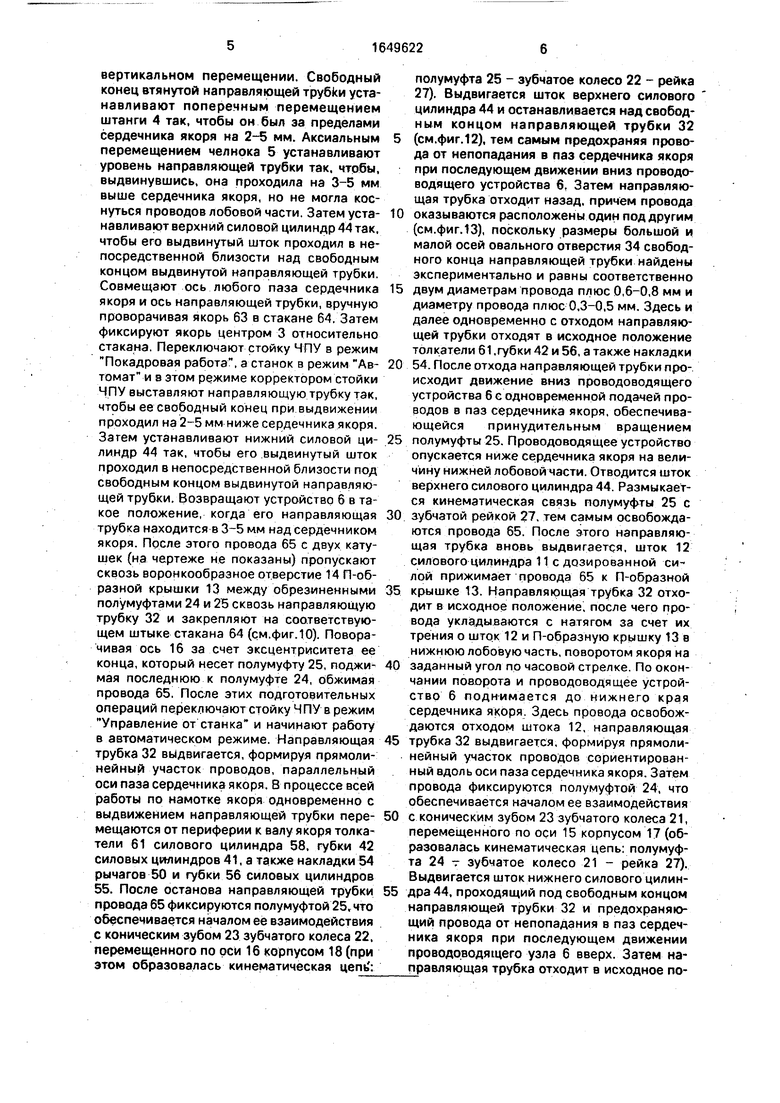
вертикальном перемещении. Свободный конец втянутой направляющей трубки устанавливают поперечным перемещением штанги 4 так, чтобы он был за пределами сердечника якоря на 2-5 мм. Аксиальным перемещением челнока 5 устанавливают уровень направляющей трубки так. чтобы, выдвинувшись, она проходила на 3-5 мм выше сердечника якоря, но не могла коснуться проводов лобовой части. Затем устанавливают верхний силовой цилиндр 44 так, чтобы его выдвинутый шток проходил в непосредственной близости над свободным концом выдвинутой направляющей трубки. Совмещают ось любого паза сердечника якоря и ось направляющей трубки, вручную проворачивая якорь 63 в стакане 64. Затем фиксируют якорь центром 3 относительно стакана. Переключают стойку ЧПУ в режим Покадровая работа, а станок в режим Автомат и в этом режиме корректором стойки ЧПУ выставляют направляющую трубку так, чтобы ее свободный конец при выдвижении проходил на 2-5 мм ниже сердечника якоря. Затем устанавливают нижний силовой цилиндр 44 так, чтобы его выдвинутый шток проходил в непосредственной близости под свободным концом выдвинутой направляющей трубки. Возвращают устройство 6 в такое положение, когда его направляющая трубка находится в 3-5 мм над сердечником якоря. После этого провода 65 с двух катушек (на чертеже не показаны) пропускают сквозь воронкообразное отверстие 14 П-об- разной крышки 13 между обрезиненными полумуфтами 24 и 25 сквозь направляющую трубку 32 и закрепляют на соответствующем штыке стакана 64 (см.фиг. 10). Поворачивая ось 16 за счет эксцентриситета ее конца, который несет полумуфту 25, поджимая последнюю к полумуфте 24, обжимая провода 65. После этих подготовительных операций переключают стойку ЧПУ в режим Управление от станка и начинают работу в автоматическом режиме. Направляющая трубка 32 выдвигается, формируя прямолинейный участок проводов, параллельный оси паза сердечника якоря. В процессе всей работы по намотке якоря одновременно с выдвижением направляющей трубки перемещаются от периферии к валу якоря толкатели 61 силового цилиндра 58, губки 42 силовых цилиндров 41, а также накладки 54 рычагов 50 и губки 56 силовых цилиндров 55. После останова направляющей трубки провода 65 фиксируются полумуфтой 25, что обеспечивается началом ее взаимодействия с коническим зубом 23 зубчатого колеса 22, перемещенного по оси 16 корпусом 18 (при этом образовалась кинематическая цепь :
полумуфта 25 - зубчатое колесо 22 - рейка 27). Выдвигается шток верхнего силового цилиндра 44 и останавливается над свобод- ным концом направляющей трубки 32
(см.фиг.12), тем самым предохраняя провода от непопадания в паз сердечника якоря при последующем движении вниз проводо- водящего устройства 6. Затем направляющая трубка отходит назад, причем провода
0 оказываются расположены один под другим (см.фиг. 13), поскольку размеры большой и малой осей овального отверстия 34 свободного конца направляющей трубки найдены экспериментально и равны соответственно
5 двум диаметрам провода плюс 0,6-0,8 мм и диаметру провода плюс 0,3-0,5 мм. Здесь и далее одновременно с отходом направляющей трубки отходят в исходное положение толкатели 61,губки 42 и 56, а также накладки
0 54. После отхода направляющей трубки происходит движение вниз проводоводящего устройства 6 с одновременной подачей проводов в паз сердечника якоря, обеспечивающейся принудительным вращением
5 полумуфты 25. Проводоводящее устройство опускается ниже сердечника якоря на величину нижней лобовой части. Отводится шток верхнего силового цилиндра 44. Размыкается кинематическая связь полумуфты 25 с
0 зубчатой рейкой 27, тем самым освобождаются провода 65. После этого направляющая трубка вновь выдвигается, шток 12 силового цилиндра 11с дозированной силой прижимает провода 65 к П-образной
5 крышке 13. Направляющая трубка 32 отходит в исходное положение, после чего провода укладываются с натягом за счет их трения о шток 12 и П-образную крышку 13 в нижнюю лобовую часть, поворотом якоря на
0 заданный угол по часовой стрелке. По окончании поворота и Проводоводящее устройство 6 поднимается до нижнего края сердечника якоря Здесь провода освобождаются отходом штока 12, направляющая
5 трубка 32 выдвигается, формируя прямолинейный участок проводов сориентированный вдоль оси паза сердечника якоря. Затем провода фиксируются полумуфтой 24, что обеспечивается началом ее взаимодействия
0 с коническим зубом 23 зубчатого колеса 21, перемещенного по оси 15 корпусом 17 (образовалась кинематическая цепь: полумуфта 24 т зубчатое колесо 21 - рейка 27). Выдвигается шток нижнего силового цилин5 дра 44, проходящий под свободным концом направляющей трубки 32 и предохраняющий провода от непопадания в паз сердечника якоря при последующем движении проводоводящего узла 6 вверх. Затем направляющая трубка отходит в исходное положение, проводоводящее устройство перемещается вверх с одновременной подачей проводов в паз сердечника якоря, обеспечивающейся принудительным вращением полумуфты 24. Проводоводящее устройство 6 поднимается выше верхнего края сердечника якоря на величину верхней лобовой части, потом отводится шток нижнего силового цилиндра 44, и затем размыкается кинематическая связь полумуфты 24 с зубчатой рейкой 27. тем самым освобождая провода. Затем направляющая трубка 32 выдвигается, шток 12 силового цилиндра 11с дозированной силой прижимает; провода к П-ебразной крышке 13. Направляющая трубка 32 отходит в исходное положение, после чего провода укладываются с натягом в верхнюю лобовую часть якоря поворотом якоря против часовой стрелки до исходного положения. По окончании поворота проводоводящее устройство опускается до верхнего края сердечника якоря. Таким образом закладывается одна петля проводов. В течение всего времени намотки якоря в такт с выдвижением и втягиванием направляющей трубки 32 выдвигаются и втягиваются штоки силовых цилиндров 41, 45, 55 и 58, при этом губки 42 и 56, которыми оснащены штоки силовых цилиндров 41 и 55, формируют и уплотняют лобовые части якоря, накладки 54, укрепленные на рычагах 50, при повороте последних силовым цилиндром 45 также формируют и уплотняют лобовые части, а пластинчатые толкатели 61, установленные на вилке 59 штока силового цилиндра 58, распределяют-и уплотняют провода в пазах сердечника якоря. Программа намотки якоря - циклическая, в один цикл входит заполнение нескольких пар пазов, при этом при заполноении каждой паоы пазов происхоит укладка петель как по ча- вой стрелке, так и против часовой стрелки, и кроме того, выведение на штыри стакана 64 выводов, которое осуществляется следующим образом: проводоводящее устройство 6 поднимает провода на заданную высоту, якорь проворачивается, провода огибают штырь и проводоводящее устройство 6 опускает провода до верхнего края сердечника якоря. Выведение проводов на штыри стакана 64 осуществляется без принудительной подачи проводов во избежание рыхлости верхней лобовой части якоря. Последняя команда управления приводит проводоводящее устройство 6 в положение, являющееся одновременно исходным для намотки следующего такого же якоря. Во избежание повреждения лаковой изоляции проводов радиус воронкообразного перехода от овального отверстия направляющей
трубки к ее внешнему диаметру должен быть не менее диаметра провода плюс 0,3- 0,8 мм. Для освобождения якоря достаточно откусить провода на выходе из направляющей трубки 32, отвести в сторону узел формирования 7 лобовых частей якоря, опустить центр 3 и освободить якорь 63 от зажатия в патроне 2.
Формула изобретения
0 1, Станок для намотки якорей коллекторных электрических машин, содержащий станину, средства фиксации якорей, штангу, несущую челнок и проводоводящее устройство, отличающийся тем, что, с целью
5 повышения надежности процесса намотки, он снабжен узлом формирования лобовых частей, я коря со смонтированным на нем узлом уплотнения проводов в пазах сердечника якоря и предохранителями провода, а
0 проводоводящее устройство состоит из смонтированного элемента и последовательно закрепленных на нем подтормаживающего, подающего и направляющего узлов, при этом узел формирования лобовых
5 частей якоря, выполнен в виде стойки с полкой, установленной на плите, соединенной с полкой осью, несущей рычаги, одни плечи которых связаны с приводом, а на других установлены рабочие органы, стойка снаб0 жена силовыми цилиндрами с губками для подпрессовки, а узел уплотнения проводов в пазах сердечника якоря выполнен в виде кронштейна, на котором смонтирован силовой цилиндр, шток которого снабжен вил5 кой, несущей самоустанавливающиеся толкатели с буфером.
2. Станок по п.1,отличающийся тем, что подтормаживающий узел проводо- водящего устройства выполнен в видесило0 вого цилиндра, который выполнен с П-об- разной крышкой, одна из стоек которой рас- - положена напротив штока силового цилиндра, а в перемычке П-образной крышки выполнено воронкообразное отверстие, по5 дающий узел выполнен в виде осей, каждая из которых несет корпус, имеющий возможность осевого перемещения, образующий с осью силовой цилиндр, зубчатое колесо, выполненное с возможностью осевого пере0 мещения и вращения, зубчатую обрезинен- ную полумуфту, подпружиненную относительно зубчатого колеса и установленную с возможностью вращения на конце оси, и рейку, установленную на станине и имею5 щую возможность взаимодействия с зубчатыми колесами, причем каждое зубчатое колесо имеет конический торцовый зуб для взаимодействия с соответствующей полумуфтой, конец одной из оси выполнен с эксцентриситетом для обеспечения зазора
между полумуфтами, а направляющий узел выполнен в виде каркаса силового цилиндра, шток которого несет перемычку с направляющей трубкой, свободный конец которой расположен в каркасе и выполнен с воронкообразным овального сечения отверстием, при этом направляющая трубка соосна с воронкообразным отверстием в П- образной крышке силового цилиндра подтормаживающего узла и их общая ось проходит между обрезиненными полумуфтами.
3. Станок по п.1,отличающийся тем, что рабочие органы рычагов узла формирования лобовых частей якоря выполнены в виде накладок и силовых цилиндров, штоки которых снабжены губками.
4,Станок по п. 1, о т л ичающийся тем, что предохранители провода смонтированы на стойке узла формирования лобовых частей якоря и выполнены в виде силовых цилиндров, оси штоков которых перпендикулярны к оси направляющей трубки.
5.Станок по п. 1,отличающийся тем, что с целью исключения повреждения изоляции проводов, толкатели узла уплотнения проводов в пазах сердечника якоря и направляющая трубка проводоводящего устройства выполнены металлическими с полированными рабочими поверхностями, а крышка и шток силового цилиндра подтормаживающего узла, все губки и накладка узла формирования лобовых частей якоря выполнены из капролона.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для намотки якорей коллекторных электрических машин | 1980 |
|
SU877718A1 |
| Станок для намотки якорей коллекторных электрических машин | 1987 |
|
SU1525824A1 |
| Станок для намотки якорей электрических машин | 1975 |
|
SU653690A1 |
| Устройство для расцепления железнодорожных вагонов | 1988 |
|
SU1564032A1 |
| Станок для намотки коллекторных элек-ТРичЕСКиХ МАшиН | 1978 |
|
SU817886A1 |
| Станок для намотки полосы | 1981 |
|
SU975143A1 |
| Станок для намотки якорей коллекторных электрических машин | 1976 |
|
SU688962A1 |
| Станок для намотки якорей электрических машин | 1977 |
|
SU736280A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ И УКЛАДКИ ОДНОВИТКОВЫХСЕКЦИЙ | 1970 |
|
SU277921A1 |
| Станок для изготовления бельевых прищепов | 1984 |
|
SU1191293A1 |

Изобретение относится к электротехнике и может быть использовано в станках для намотки якорей коллекторных машин. Цель изобретения - повышение надежности процесса намотки. Станок содержит станину, средства фиксации якорей, штангу. Станок снабжен узлом формирования лобовых частей в виде стойки с полкой, соединенной с полкой осью, несущей рычаги, одни плечи которых связаны с приводом, а на других установлены рабочие органы, снабженные силовыми цилиндрами с губками. Станок содержит проводоводящее устройство, состоящее из подтормаживающего узла с силовым цилиндром, подающего узла с полумуфтами и направляющего узла с направляющей трубкой. Узел уплотнения обмотки выполнен в виде кронштейна с силовым цилиндром с толкателями. При намотке секции привод подается в пазы сердечника, проходит по лобовым частям. В процессе формообразования секции происходит уплотнение лобовых частей обмотки и активной части обмотки в пазах сердечника. 4 з.п. ф-лы, 16 ил.
ФигЛ
zs
2296t 9l
Л
б-б
23 Я 26 19 17
УШ / / /
у/л
21 20
Фиг 1445
Фие.ъ
9 гпф
1;гпф
з-з
59
QS
09
Х4-У
5S
дгпф
F1 /Z5
%h
IS
ZS96t-9l
33
ЗАФиг. 10
Фиг. 11
фиг. 12
59
Ы
50 55 56 у| М.
М
42
№
Фиг. /4
Фиг. /J
77
rfK
L32
I 11 rtj
тЦ-НтЦ.тЦ т
lr
Г
in
it
41
Т
. /5
Л Л rtf
W-
«i
. /
| Станок для намотки якорей коллекторных электрических машин | 1980 |
|
SU877718A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
