(S) СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТЫХ ВСТАВОК для ПОВЕРХНОСТНОГО ЛЕГИРОВАНИЯ ОТЛИВОК
I
Изобретение относится к способам получения вставок и покрытий для поверхностного легирования отливок непосредственно в литейной форме в период их затвердевания и охлаждения.
Известен способ получения пористых легирующих вставок путем введения в них выжигаемой добавки и накалывания отверстий 11L
Наиболее близким техническим решением к изобретению является способ изготовления пористых вставок для поверхностного легирования отливок в литейной форме из смеси тугоплавких и легкоплавких легирующих компонентов со связующим, при котором поры в легирующих вставках получают выжиганием связующего - фенольной смолы 2.
При известных способах получения легирующих вставок и покрытий требуется специальный процесс выжигания смолы, а также накалывания кав ЛИТЕЙНОЙ ФОРМЕ
налов, что усложняет технологический процесс. При этом ограничены величина пористости и размер пор, значительно количество закрытых пор, заполнение которых металлом затруднено. .Роль жидкой фазы, фильтрующейся в поры выполняет металл отливки. В связи с этим снижается стабильность процесса, зависящего от температуры заливаемого металла, его массы и
10 т.д. Толщина легированного слоя ограничена.
Цель изобретения - получение вставок или покрытий на поверхности отливок любой конфигурации легируюISщего слоя достаточной толщины, с высокой плотностью и хорошей связью с отливкой.
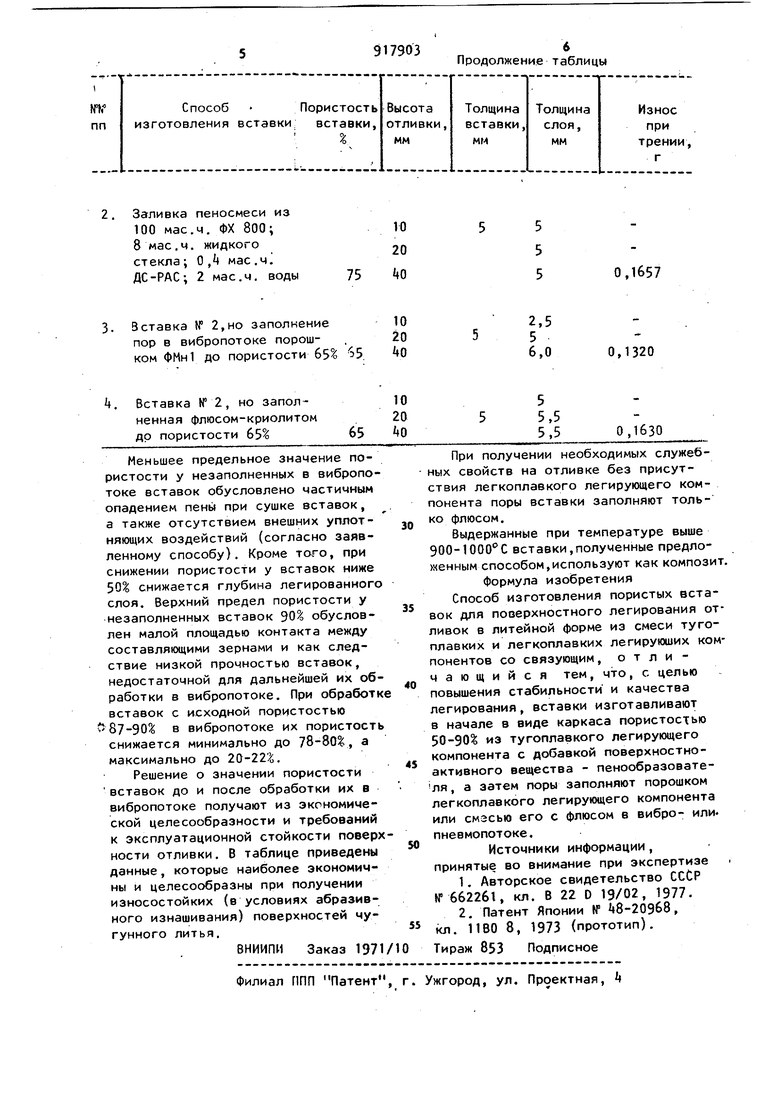
Поставленная цель достигается тем, что по способу, включающему изготов20ление пористых вставок из смеси легкоплавких и тугоплавких компонентов со связующим,вставки изготавливают в начале в виде каркаса пористостью 50-90 из тугоплавкого легирующего компонента с добавкой поверхностноактивного вещества (пенообразователя , а затем поры заполняют порошком легкоплавкого легирующего компо нента или смесью его с флюсом в виб ро-или пневмопотоке. Легкоплавкая составляющая, запол няющая поры вставки или покрытия, обуславливает наличие в них жидкой фазы уже при нагреве «ставки или по крытия от залитого металла, это уск ряет формирование легированной зоны повышает стабильность легирования, создает условия для получения легиро ванного слоя значительной толщины (более 10-15 мм ). Изготовление пористых вставок осуществляют в следующем порядке, В лопастном смесителе перемешивают 100 мае.ч. порошка тугоплавкого компонента, например феррохрома ФХ 800 с размером частиц +0,1-1,0 мм 4-8 мае.ч, связующего, например жид кого стекла (ГОСТ 8264-56); 0,3-0,5 мае.ч. поверхностно-активно вещества, например ДС-РАС (ВТУ-31-5 и 0,4 мае.ч. воды. Объем пены, а следовательно, и пористость получаемых вставок регулируют подбором ко личеетва ДС-РАС и воды. Заливают пеноемесь в стержневой ящик и сушат вставку при ZOO-ZIO C в течение 20-25 мин. Извлекают вставку из ящи ка и заполняют ее поры порошком легкоплавкого компонента, например углеродистого ферромарганца с разме ром частиц +0,05+0,1 мм. Для заполнения пор вставку помещают внутрь герметичной камеры, заполненной на 3-5% объема легкоплавким порошком, которая уетйнавливаетея на виброете например ВЭДС 200А. Заполнение пор осуществляют при частоте колебаний камеры 6-8 кГц и амплитуде.колебаний 3-5 мм в течение 3-5 мин. Конечную пористость вставок регулируют временем заполнения и амплитудой колебаний. Для сравнения эффективности предложенного способа получения вставок с известными отливали чугунные отливки размером 200x70 мм и разной высоты, при температуре заливаемого в форму чугуна 1330-1350С. Проводили замеры температуры на контактных поверхностях вставки с формой и металлом с помощью термопар ВР 5/20. Из полученных отливок вырезали для испытания на износ образцы размером 15x15x10 мм. Об и3носоетойкости еудили по потере массы образца при испытании его на машине МИ 1-М в среде корунда (см. таблицу). . Вставки, изготовленные известными и предложенными способами, пришпиливали гвоздями к нижней горизонтальной поверхности литейной фазы. Данные по температурным замерам гтЬказали повышение температур на контактных поверхностях при использовании вставок из пеносмееи на ЗО-бО. В связи е этим имело меето более длительное еуществование жидкого расплава, способного к проникновению в поры вставок, и образование более толстого легированного слоя. Данные таблицы свидетельствуют также, что в принятых условиях получения отливок традиционным способом не удаетея получить легированного слоя на отливках с толщиной етенки менее 20 мм. Вставки, полученные предложенным способом, создают условия для получения легированного слоя.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЕРХНОСТНОГО ЛЕГИРОВАНИЯ СТАЛЬНЫХ ОТЛИВОК | 2014 |
|
RU2576386C1 |
| Способ изготовления легирующих вставок для локального легирования отливок | 1979 |
|
SU944781A1 |
| Способ поверхностного легирования отливок | 1984 |
|
SU1186381A2 |
| Смесь для поверхностного легирования отливок | 1987 |
|
SU1468642A1 |
| Смесь для поверхностного легирования отливок | 1983 |
|
SU1126367A1 |
| Способ поверхностного легирования отливок | 1982 |
|
SU1079354A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ОТЛИВОК МЕТОДОМ ЛИТЬЯ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2012 |
|
RU2514250C1 |
| Способ поверхностного легирования отливок | 1977 |
|
SU662261A1 |
| Способ литья заготовок под давлением | 1989 |
|
SU1839122A1 |
| Способ легирования поверхности отливок из железоуглеродистых сплавов | 2015 |
|
RU2612476C1 |
Обычная формовка пластического состава из 100 мае.ч. ФХ 800; 6 мае.ч.
65 жидкого стекла
О О 4
10 20 40
0,1585
