(54) ЭЖЕКЦИОННЫЙ ПАТРОН

| название | год | авторы | номер документа |
|---|---|---|---|
| Фрикционная муфта | 1980 |
|
SU905529A1 |
| Пневматический захват | 1980 |
|
SU992182A1 |
| Фрикционная муфта | 1980 |
|
SU898163A1 |
| Захват-присос | 1980 |
|
SU965768A1 |
| Универсальный шпиндель сверлильныхСТАНКОВ HA пНЕВМАТичЕСКОй пОдушКЕ | 1979 |
|
SU823010A1 |
| РОТОРНО-ПОРШНЕВОЙ ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 1996 |
|
RU2101518C1 |
| Пневматический захват | 1979 |
|
SU800092A1 |
| Устройство для подачи листового материала | 1984 |
|
SU1305116A1 |
| СПОСОБ И УСТАНОВКА ГАЗОТЕРМИЧЕСКОГО НАПЫЛЕНИЯ ПОЛИМЕРНЫХ ПОКРЫТИЙ | 2024 |
|
RU2837043C1 |
| ПУЛЯ "ВОЛАН" И ПАТРОН ДЛЯ ГЛАДКОСТВОЛЬНОГО ОРУЖИЯ | 2011 |
|
RU2465547C1 |
1
Изобретение относится к механической обработке материалов, а именно, к устройствам для закрепления деталей.
Известен эжекционный патрон, в корйусе которого выполнена сообщающаяся с источником сжатого воздуха полость с конической кольцевой щелью, сообщающейся с атмосферой, а на рабочем торце корпуса выполнены базирующие опорные платики 1.
В этом патроне недостаточно надежно закрепляются крупные детали. :
Цель изобретения - повыщение надежности закрепления деталей- путем увеличения силы зажима.
Указанная цель достигается тем, что патрон снабжен .установленными в корпусе и размещенными один в другом пустотелыми цилиндрами, образующими между собой кольцевые камеры, а на каждом охватывающем и охватываемом цилиндрах со стороны рабочего торца выполнены фаски, образующие дугообразную кольцевую щель; базирующие опорные платики расположены секционно по периметру каждого рабочего торца цилиндра.
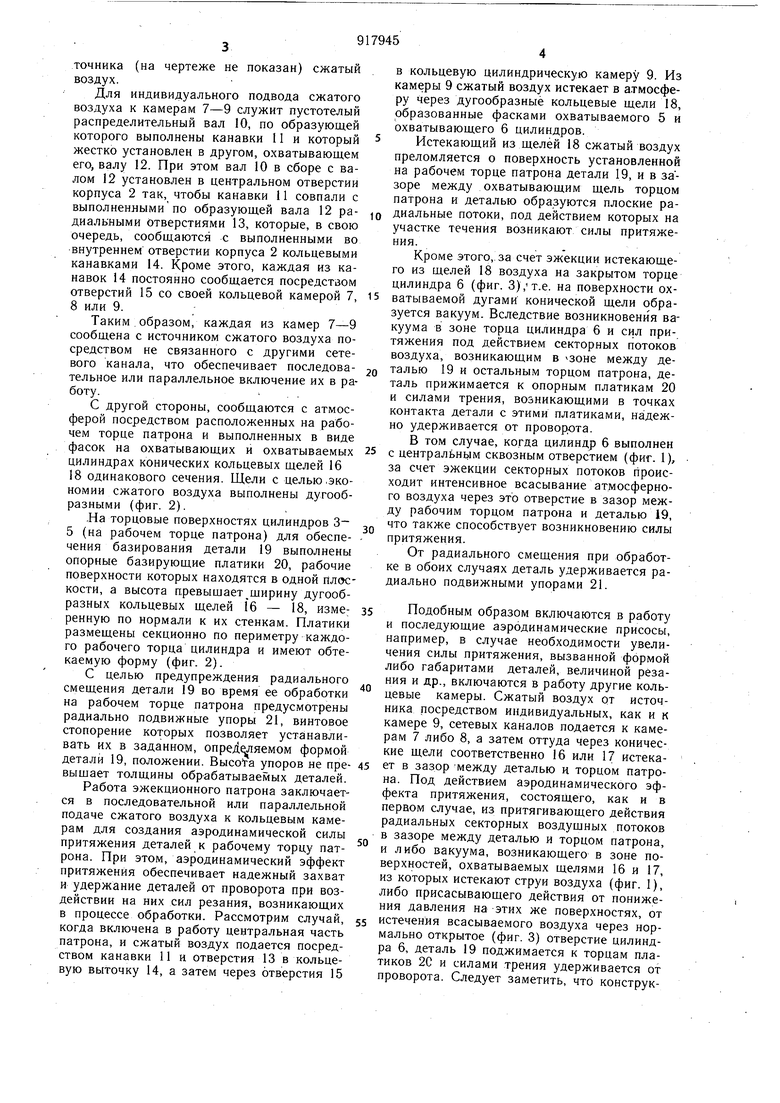
На фиг. 1 изображен продольный разрез патрона; на фиг. 2 - то же, вид спереДи;
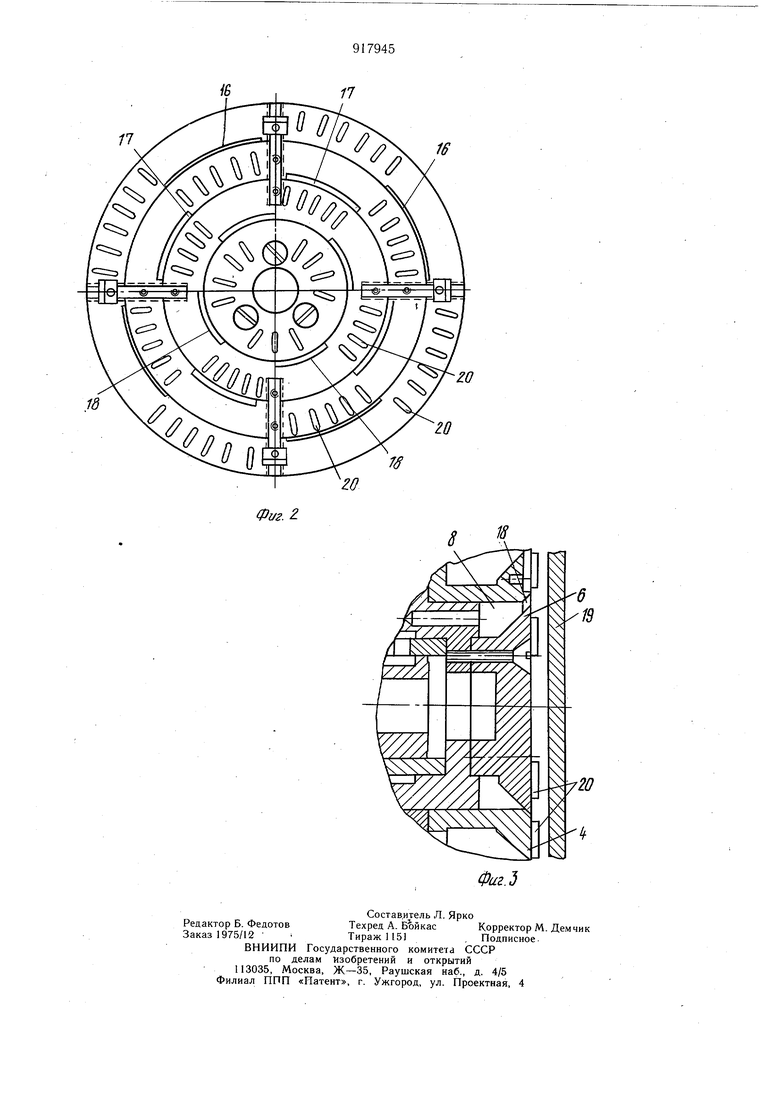
на фиг. 3 - вариант выполнения центральной части, патрона.
Патрон содержит жестко закрепленный на планщайбе 1 токарного либо щлифовального станка корпус 2, торцовая поверхность которого со стороны планщайбы выполнена многоступенчатой. Количество ступеней этой поверхности определяется конструктивно в зависимости от геометрических размеров патрона.
На каждой из ступеней корпуса 2 кон10центрично относительно друг друга жестко закреплены торцовыми поверхностями пустотелые цилиндры 3-6 таким образом, что их противоположные торцовые поверхности лежат в одной плоскости и образуют рабочий торец патрона. При этом рабочий торец цилиндра 6 может быть выполнен как со сквозным центральным отверстием (фиг. 1), так и с закрытым торцом (фиг. 3).
Все цилиндры установлены один в другом так, что между внещними и внутренни20ми цилиндрическими поверхностями соответственно охватываемых и охватывающих цилиндров образуются кольцевые камеры 7-9, куда посредством индивидуального для каждой камеры подвода подается от источника (на чертеже не показан) сжатый воздух. Для индивидуального подвода сжатого воздуха к камерам 7-9 служит пустотелый распределительный вал 10, по образуюодей которого выполнены канавки 11 и который жестко установлен в другом, охватывающем его, валу 12. При этом вал 10 в сборе с валом 12 установлен в центральном отверстии корпуса 2 так, чтобы канавки 11 совпали с выполненными по образующей вала 12 радиальными отверстиями 13, которые, в свою очередь, сообщаются с выполненными во внутреннем отверстии корпуса 2 кольцевыми канавками 14. Кроме этого, каждая из канавок 14 постоянно сообщается посредством отверстий 15 со своей кольцевой камерой 7, 8 или 9. Таким образом, каждая из камер 7-9 сообщена с источником сжатого воздуха посредством не связанного с другими сетевого канала, что обеспечивает последовательное или параллельное включение их в работу. С другой стороны, сообщаются с атмосферой посредством расположенных на рабочем торце патрона и выполненных в виде фасок на охватывающих и охватываемых цилиндрах конических кольцевых щелей 16 18 одинакового сечения. Щели с целью .экономии сжатого воздуха выполнены дугообразными (фиг. 2). На торцовые поверхностях цилиндров 35 (на рабочем торце патрона) для обеспечения базирования детали 19 выполнены опорные базирующие платики 20, рабочие поверхности которых находятся в одной плоскости, а высота п,ревыщает щирину дугообразных кольцевых щелей 16 - 18, измеренную по нормали к их стенкам. Платики размещены секционно по периметру каждого рабочего торца цилиндра и имеют обтекаемую форму (фиг. 2). С целью предупреждения радиального смещения детали 19 во время ее обработки на рабочем торце патрона предусмотрены радиально подвижные упоры 21, винтовое стопорение которых позволяет устанавливать их в заданном, опре/1 яемом формой детали 19, положении. Высота упоров не превыщает толщины обрабатываемых деталей. Работа эжекционного патрона заключается в последовательной или параллельной подаче сжатого воздуха к кольцевым камерам для создания аэродинамической силы притяжения деталей к рабочему торцу патрона. При этом, аэродинамический эффект притяжения обеспечивает надежный захват и удержание деталей от проворота при воздействии на них сил резания, возникающих в процессе обработки. Рассмотрим случай, когда включена в работу центральная часть патрона, и сжатый воздух подается посредством канавки 11 и отверстия 13 в кольцевую выточку 14, а затем через отверстия 15 в кольцевую цилиндрическую камеру 9. Из камеры 9 сжатый воздух истекает в атмосферу через дугообразные кольцевые щели 18, образованные фасками охватываемого 5 и охватывающего 6 цилиндров. Истекающий из щелей 18 сжатый воздух преломляется о поверхность установленной на рабочем торце патрона детали 19, и в зазоре между охватывающим щель торцом патрона и деталью образуются плоские радиальные потоки, под действием которых на участке течения возникают силы притяжения. Кроме этого, за счет эжекции истекающего из щелей 18 воздуха на закрытом торце цилиндра 6 (фиг. 3),т.е. на поверхности охватываемой дугами конической щели образуется вакуум. Вследствие возникновения вакуума в зоне торца цилиндра 6 и сил притяжения под действием секторных потоков воздуха, возникающим в зоне между деталью 19 и остальным торцом патрона, деталь прижимается к опорным платикам 20 и силами трения, возникающими в точках контакта детали с этими платиками, на1дежно удерживается от проворота. Б том случае, когда цилиндр 6 выполнен с центральным сквозным отверстием (фиг. 1), за счет эжекции секторных потоков происходит интенсивное всасывание атмосферного воздуха через это отверстие в зазор между рабочим торцом патрона и деталью 19, что также способствует возникновению силы притяжения. От радиального смещения при обработке в обоих случаях деталь удерживается радиально подвижными упорами 21. Подобным образом включаются в работу и последующие аэродинамические присосы, например, в случае необходимости увеличения силы притяжения, вызванной формой либо габаритами деталей, величиной резания и др., включаются в работу другие кольцевые камеры. Сжатый воздух от источника посредством индивидуальных, как и к камере 9, сетевых каналов подается к камерам 7 либо 8, а затем оттуда через конические щели соответственно 16 или 17 истекает в зазор между деталью и торцом патрона. Под действием аэродинамического эффекта притяжения, состоящего, как и в первом случае, из притягивающего действия радиальных секторных воздущных потоков в зазоре между деталью и торцом патрона, и либо вакуума, возникающего в зоне поверхностей, охватываемых щелями 16 и 17, из которых истекают струи воздуха (фиг. 1), либо присасывающего действия от понижения давления на этих же поверхностях, от истечения всасываемого воздуха через нормально открытое (фиг. 3) отверстие цилиндра 6, деталь 19 поджимается к торцам платиков 2С и силами трения удерживается от проворота. Следует заметить, что конструктивным выполнением дугообразных кольцевых щелей, размещенных на разных диаметрах, можно peгyлиpoвatь действие аэродинамических эффектов притяжения. Кроме этого, возможно параллельное включение двух, трех или всех камер одновременно. Для этой цели сжатый воздух от источника подается сквозь сетевые каналы одновременно к камерам 7-9, а затем истекает одновременно через Щели 16;-18. Истекающий из всех щелей сжатый воздух в зазоре между торцовой плоскостью детали и торцом патрона также создает притягивающие силы. Они состоят из силы притяжения от вакуума, возникающего в центре рабочего торца патрона, и притягивающего усилия от истечения в зазоре между торцами патрона и деталью всех радиальных, секторных потоков воздуха. При этом достигается более интенсивное охлаждение детали в период ее обработки, а также закрепление и обработка в патроне более крупных заготовок, чем при последовательном включении камер. Благодаря такому выполнению патрона повыщается надежность закрепления в патроне плоских деталей с щироким диапазоном размеров и конструктивных форм, в том числе гофрированных, со сквозными окнами, а
11
f/
8 также с центральным выступом, т.к. в патроне имеется центральное отверстие. Формула изобретения Эжекционный патрон, в корпусе которого выполнена сообщающаяся с источником сжатого воздуха полость с конической кольцевой щелью, сообщающейся с атмосферой, а на рабочем торце корпуса выполнены базирующие опорные платики, отличающийся тем, что, с целью повь|щения надежности закрепления деталей, он снабжен установленными в корпусе и размещенными один в другом пустотелыми цилиндрами, образующими между собой кольцевые камеры, а на каждом охватывающем и охватываемом цилиндрах со стороны рабочего торца выполнены фаски, образующие дугообразную кольцевую щель, при этом базирующие опорные платики расположены секционно по перимет . ру каждого рабочего торца цилиндра. Источники информаци, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 515592, кл. В 23 В 31/30, 1973.
