(54) СПОСОБ БЕСКОПИРНОЙ ЧИСТОВОЙ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для зачистки лопастей при изготовлении и ремонте лопастных изделий | 1977 |
|
SU742048A1 |
| Станок для обработки сложных поверхностей | 1983 |
|
SU1146140A1 |
| Станок для двусторонней бескопирной чистовой обработки лопастей | 1983 |
|
SU1150050A1 |
| Прибор для контроля и разметки гребных и т.п. винтов | 1945 |
|
SU68379A1 |
| УСТРОЙСТВО ДЛЯ ИГЛОФРЕЗЕРОВАНИЯ С ПЕРЕМЕННОЙ ЖЕСТКОСТЬЮ | 2003 |
|
RU2234227C1 |
| ИГЛОФРЕЗА С АВТОМАТИЧЕСКИМ ИЗМЕНЕНИЕМ ЖЕСТКОСТИ | 2003 |
|
RU2234229C1 |
| Инструмент для зачистки поверхностей | 1989 |
|
SU1674788A1 |
| СПОСОБ ИГЛОФРЕЗЕРОВАНИЯ | 2003 |
|
RU2234228C1 |
| Торцовая щетка | 1976 |
|
SU683719A1 |
| СПОСОБ ИГЛОФРЕЗЕРНОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2010 |
|
RU2434732C2 |
1
Изобретение относится к .судостроению, судоремонту, авиастроению-, гидротурбомашиностроению и другим отраслям производства, изготовляющим или ремонтирующим лопасти, например, судовых гребных винтов, пропеллеров, рабочих колес гидротурбин, насосов и других лопастных изделий.
Известны способы чистовой обр,аботки сложных поверхностей торцами вращающихся инструментов, которые прижимают к обрабатываемой поверхности с постоянным усилием и сообщают им задающую, строчечную и следящую подачи 1.
Недостатки этих способов:
-интенсивное и неравномерное осыпание и выкрашивание абразивных зерен инструмента снижают размерную стойкость инструментов, а также приводят к невыбалансированности быстроходных кругов, что ведет к ухудшению чистоты обработанной поверхности и требует частой правки кругов;
-обработанная поверхность шаржируется зернами абразива;
-низкая производительность.
С целью повышению производительности и качества согласно описываемому способу
обработку ведут самозатачивающимися торцовыми проволочными щетками регулируемой жесткости, которые располагают с обеих сторон детали под углом к обрабатываемой поверхности от 1 до 10° и сообщают
5 им задающую и строчечную подачи в вертикальной плоскости, ,а следящую - в горизонтальной.
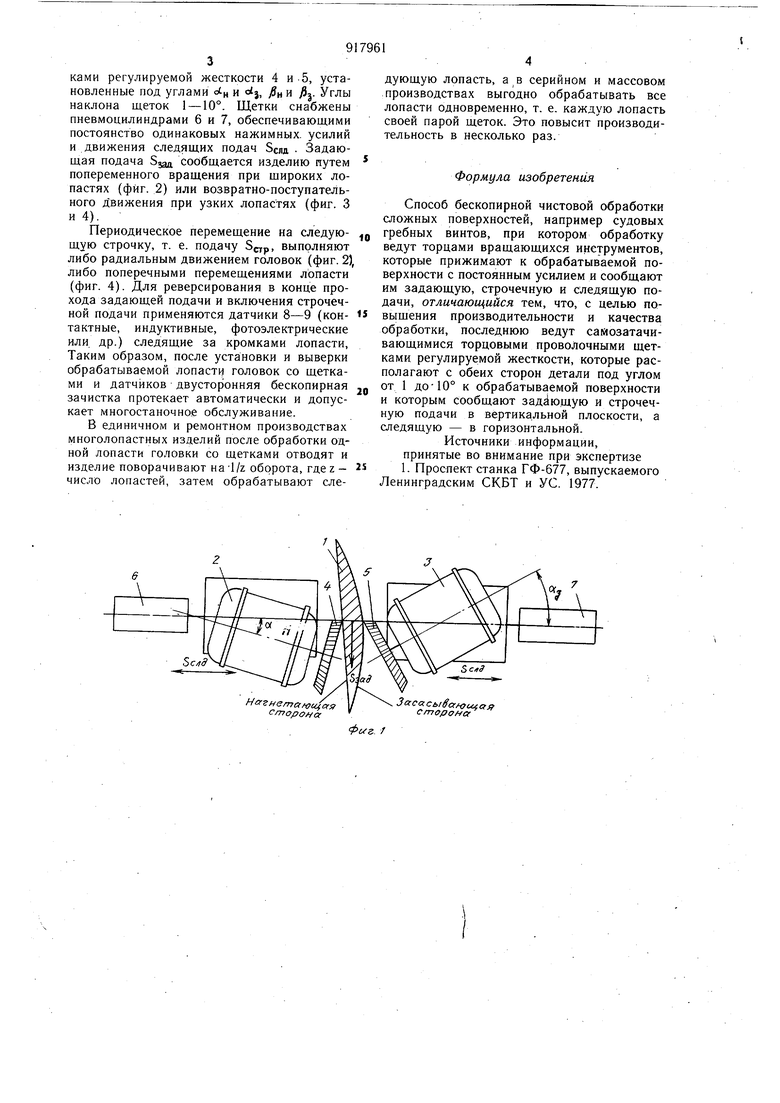
На фиг. 1 показано расположение головок со щётками и лопасти, их движения
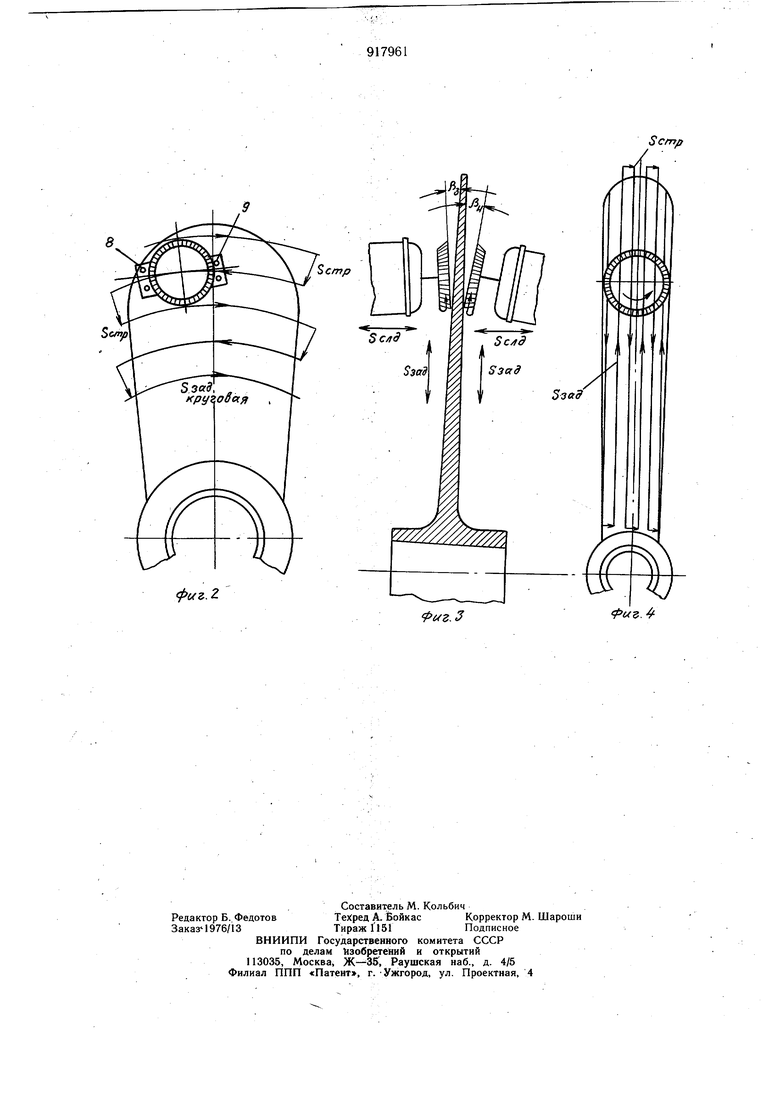
10 при обработке; на фиг. 2 показана схема круговой задающей подачи и радиальной строчечной при обработке щироких лопастей на фиг. 3 - схема поступательной радиальной задающей подачи при обработке узких длинных лопастей; на фиг. 4 - схема круговой строчечной подачи при обработке тех же лопастей.
Суть описываемого способа бескопирной зачистки состоит в том, что лопасть 1 (или гребной винт) устанавливают поворотно 20 относительно горизонтально расположенных осей. С обеих сторон (нагнетающей и засасывающей) сторон лопасти расположены две оппозитные поворотные приводные головки 2 и 3 с орцовыми проволочными щетками регулируемой жесткости 4 и 5, установленные под углами и , и ft. Углы наклона щеток 1 -10°. Щетки снабжены пневмоцилиндрами 6 и 7, обеспечивающими постоянство одинаковых нажимных, усилий и движения следящих подач Зслд Задающая подача сообщается изделию путем попеременного вращения при щироких лопастях (фиг. 2) или возвратно-поступательного движения при узких лопастях (фиг. 3 и 4). Периодическое перемещение на следующую строчку, т. е. подачу Scrp, выполняют либо радиальным движением головок (фиг. 23, либо поперечными перемещениями лопасти (фиг. 4). Для реверсирования в конце прохода задающей подачи и включения строчечной подачи применяются датчики 8-9 (контактные, индуктивные, фотоэлектрические или др.) следящие за кромками лопасти. Таким образом, после установки и выверки обрабатываемой лопасти головок со щетками и датчиков двусторонняя бескопирная зачистка протекает автоматически и допускает многостаночное обслуживание. В единичном и ремонтном производствах многолопастных изделий после обработки одной лопасти головки со щетками отводят и изделие поворачивают на l/z оборота, где z - число лопастей, затем обрабатывают следующую лопасть, а в серийном и массовом производствах выгодно обрабатывать все лопасти одновременно, т. е. каждую лопасть своей парой щеток. Это повысит производительность в несколько раз. Формула изобретения Способ бескопирной чистовой обработки сложных поверхностей, например судовых гребных винтов, при котором обработку ведут торцами вращающихся инструментов, которые прижимают к обрабатываемой поверхности с постоянным усилием и сообщают им задающую, строчечную и следящую подачи, отличающийся тем, что, с целью повыщения производительности и качества обработки, последнюю ведут самозатачивающимися торцовыми проволочными щетками регулируемой жесткости, которые располагают с обеих сторон детали под углом от 1 до-10° к обрабатываемой поверхности и которым сообщают задающую и строчечную подачи в вертикальной плоскости, а следящую - в горизонтальной. Источники информации, принятые во внимание при экспертизе 1. Проспект станка ГФ-677, выпускаемого Ленинградским СКБТ и УС. 1977.
8
Встр
фиг.2
