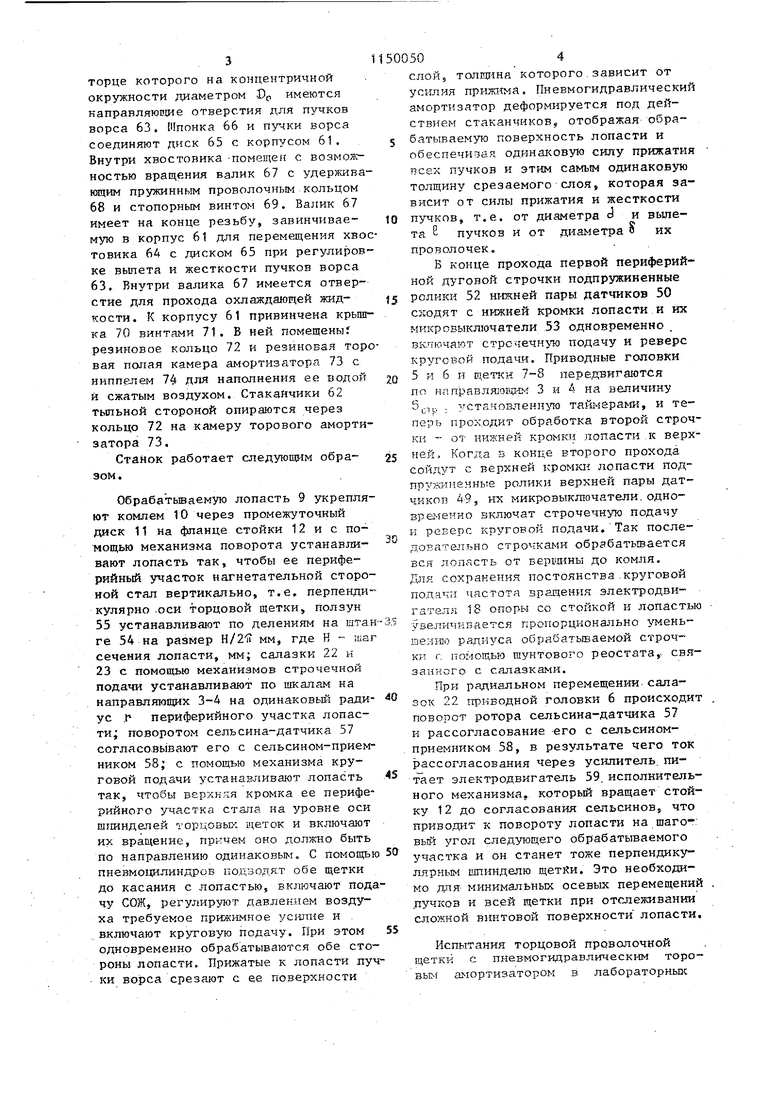
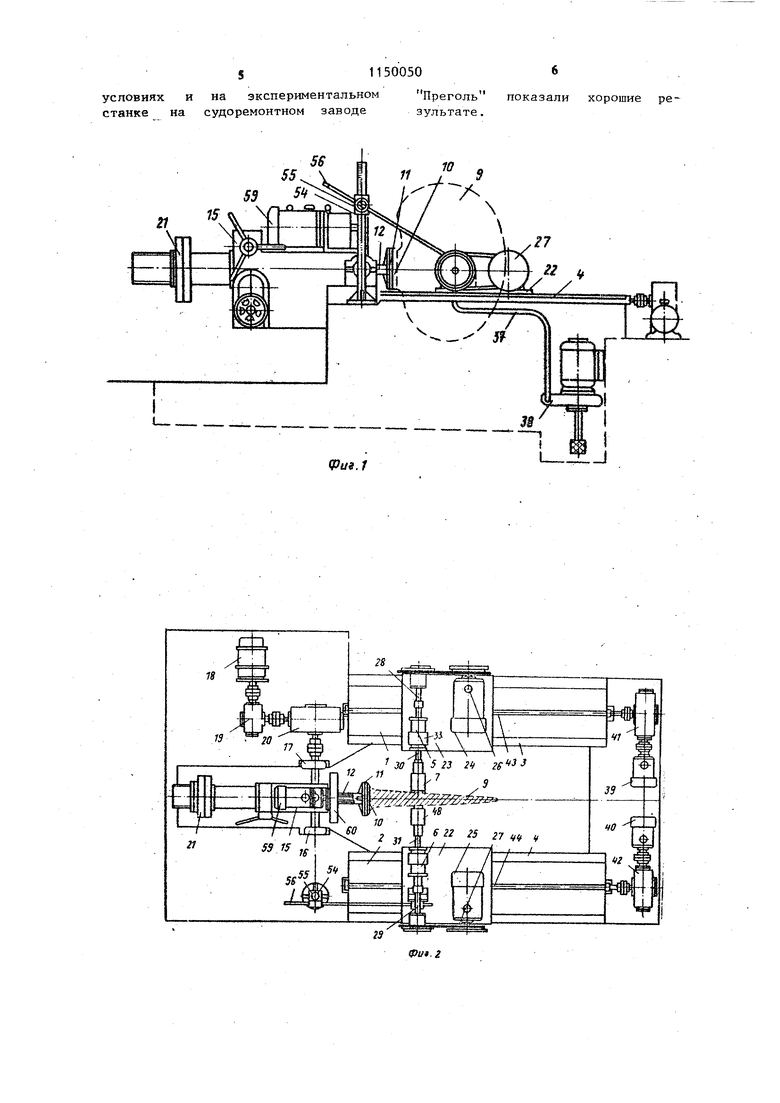
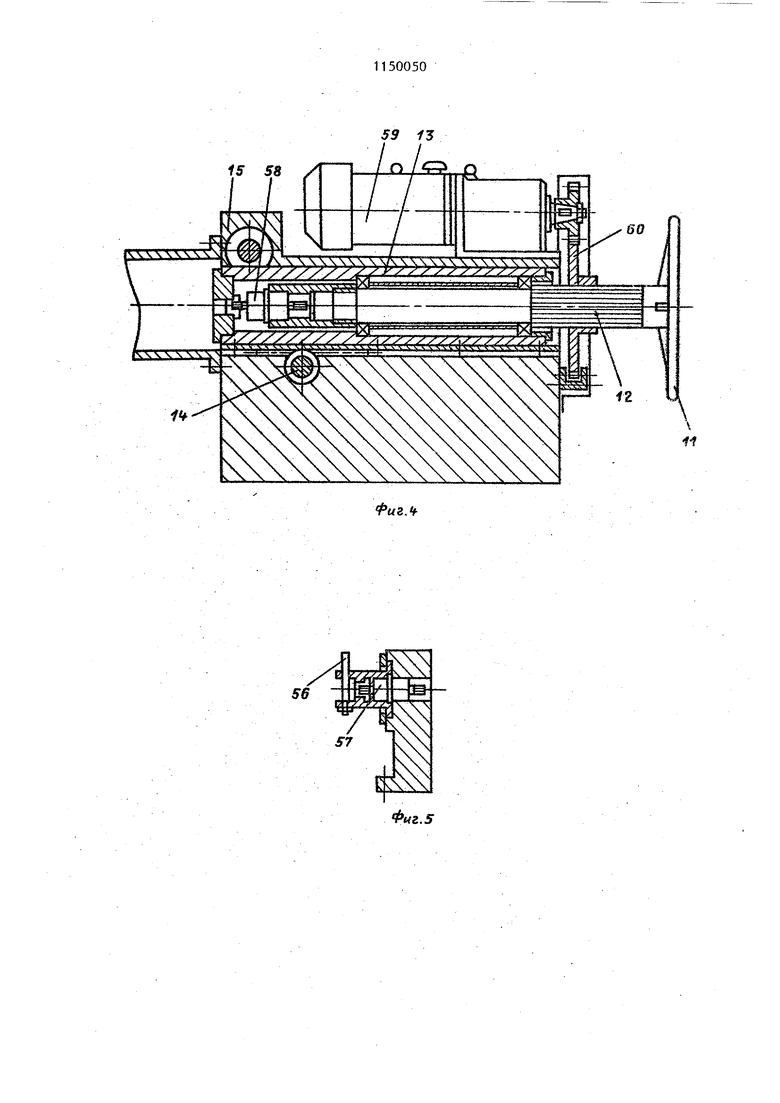
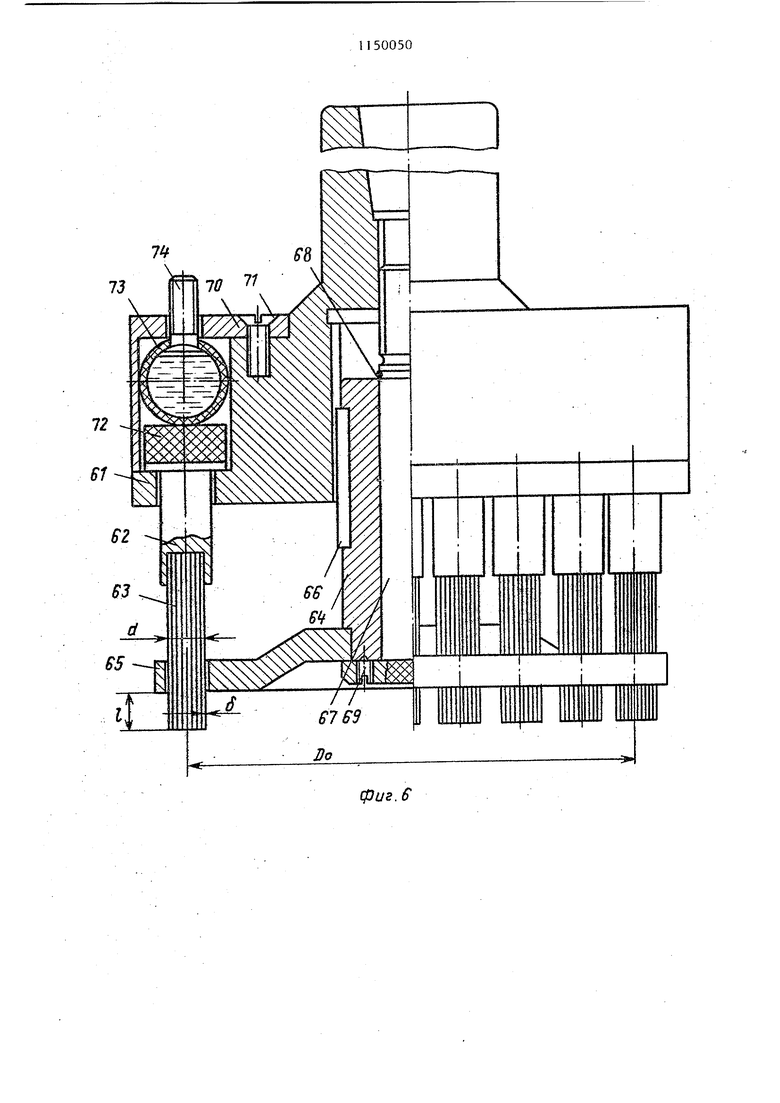
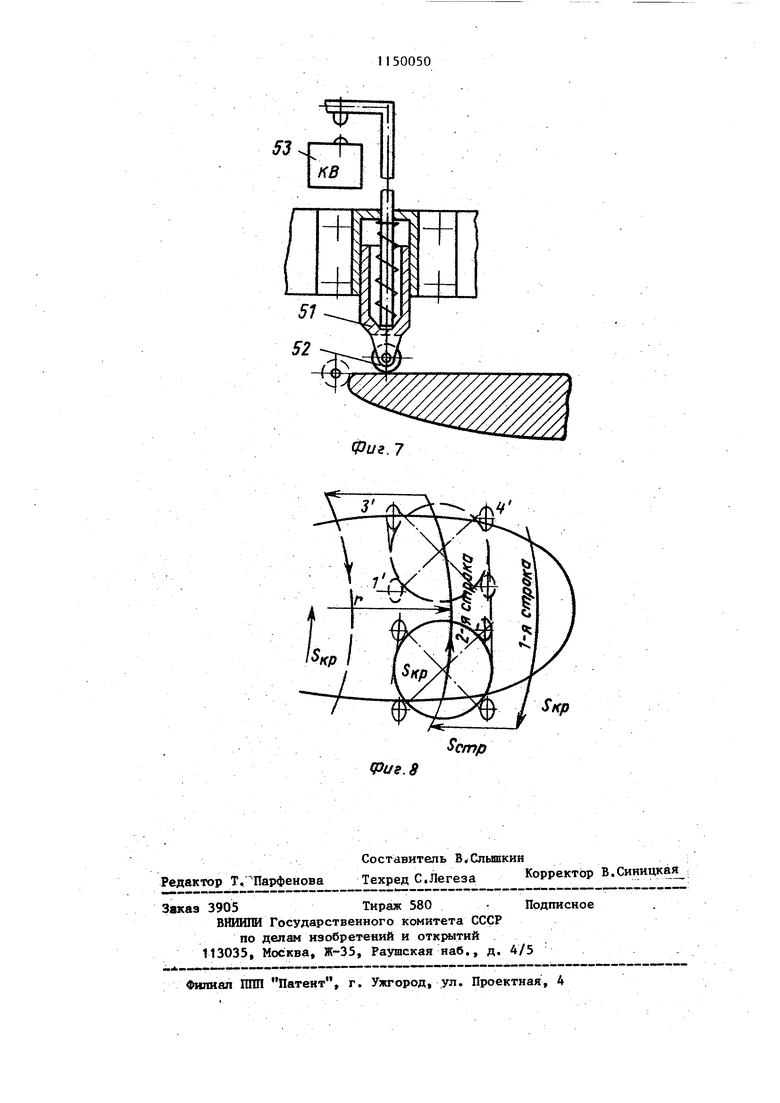
I1 Изобретение относится к с удое TIP o ению, судоремонту и машиностроению и может применяться для чистовой об работки сложных поверхностей отдель ных съемных или поворотных лопастей например судовых гребных винтов, пр пеллеров, рабочих колес гидротурбин и других сборных лопастных изделий при их изготовлении и ремонте. Цель изобретения - повьпнение качества обработки. На фиг,1 показан станок, вид сбо ку; на фиг,2 - то же, вид сверху, н фигаЗ - приводная головка, продольный разрез; на фиг.4 - стойкаj продольный разрез; на фиг.5 - сельсиндатчик, продольный разрезj на фиг,6 торцовая проволочная детка; на фиг,7 - датчик; на фиг,8. - взаимо расположение датчиков. Станина состоит из двух симметри ных горизонтальньрс частей 1 и 2, на которых имеются направляющие 3 и 4 со шкалами для приводных головок 5 и 6 с торцовьнчи проволочными щетками 7 и 8 регулируемой жесткости, расположенными по обе стороны лопасти 9, которая своим комлем 10 через промежуточной диск 11 закреплена на фланце тойки 12, помещенной на подшипниках в гильзе 13, которая с помощью реечной передачи 14 может перемещаться поперек поворотной опоры 15, опирающейся своими цапфами на кронштейны 16 и 17. Механизм поворота лопасти в верти кальной плоскости (круговой подачи) состоит из двух последовательно сое диненных червячных редукторов 19 и 20, вращающих поворотную опору, стойку и лопаста. Для уравновешивания лопасти на противоположном конце гильзы 13 помещен противовес Устройство для регулирования час трты вращения лопасти в вертикально плоскости пропорционально перемещению салазок состоит из включенного в цепь обмотки возбуждения электродвигателя 18 шунтового реостата (не показан), управляемого от перемещения салазок. Приводные головки 5 и 6 состоят из перемещаемых по направляющим 3 и 4 салазок 22 и 23, несущих электродвигатели 24 и 25 с трехступен чатыми шкивами и клиноременными передач аьш 26 и 27, и шпинделей 28 и 29 со щеткагда 7 и В. Шпиндели на 0 подшипниках помещены соосно внутри гильз 30 и 31, являющихся штоками пневмоцилиндров 32 и 33 следящей подачи, укрепленных на салазках перпендикулярно лопасти. К пневмоцилиндрам шлангами 34 и 35 подведен сжатый воздух регулируемого давления, а к гильзам - шланги 36 и 37 для охлаждающей жидкости, подаваемой насосом 38. В птинделях предусмотрены отверстия для подвода жидкости к центрам щеток. Механизмы строчечной подачи приводных головок состоят из электродвигателей 39 и 40,червячных редукторов 41 и 42, ходовых винтов 43 и 44, гаек 45 и 46, укрепленных на салазках 22 и 23 и таймеров (реле времени) длА регулирования величины строчечной подачи (не показаны). На кожухах 47 и 48 щеток 7 и 8 укреплено по две пары датчиков 49 и 50, состоящих из подпружиненных роликодержателей 51 с роликами 52 и микровыключателями 53, управляющих реверсом круговой подачи и включением строчечной подачи. Устройство для автоматического по-ворота лопаСти на средний шаговый угол обрабатываемого щеткой участка состоит из тангенсного механизма, содержащего штангу 54 с делениями, переставной по штанге ползун 55 с поворотно укрепленной на нем кулисой 56, второй конец которой укреплен поворотно в салазках 22, следящей системы из двух сельсинов: датчика 57, установленного в салазках 22, приемника 58, установленного в стойке 12 и исполнительного механизма, содержащего расположенный на поворотной опоре 15 электродвигатель 59 со встроенным редуктором и связанного передачей 60 со стойкой 12. Торцовая проволочная щетка регулируемой жесткости состоит из корпуса 61, имеющего на одном конце конусное отверстие для соединения со шпинделем 28 или 29, а на втором фланец с концентричным рядом отверстий на окружности диаметром DQ для стаканчиков 62 с закрепленными (сваркой или на клее) пучками ворса 63, состоящего из стальной пружинной проволоки диаметром S 0,3-1,2 мм. Внутри корпуса 61 помещен с возможностью осевого перемещения хвостовик 64 направляющего диска 65, в 3 торце которого на концентричной окружности диаметром Ор имеются направляюп ие отверстия для пучков ворса 63, Шпонка 66 и пучки ворса соединяют диск 65 с корпусом 61, Внутри хвостовика -помещен с возможностью вращения валик 67 с удерясива ющим пружинным проволочным кольцом 68 и стопорным винтом 69. Валик 67 имеет на конце резьбу, завинчиваемую в корпус 61 для перемещения хво товика 64 с диском 65 при регулиров ке вьтета и жесткости пучков ворса 63, Внутри валика 67 имеется отверстие для прохода охлаждающей жидкости. К корпусу 61 привинчена крыш ка 70 винтами 71, В ней помещеныг резиновое кольцо 72 и резиновая тор вая камера амортизатора 73 с ниппелем 74 для наполнения ее водой и сжатым воздухом. Стаканчики 62 тыпьной стороной опираются через кольцо 72 на камеру торового аморти затора 73, Станок работает следующем образом. Обрабатываемую лопасть 9 укрепля ют комлем 10 через промежуточный диск 11 на фланце стойки 12 и с помощью механизма поворота устанавливают лопасть так, чтобы ее периферийный участок нагнетательной стороной стал вертикально, т,е, перпенди кулярно .оси торцовой щетки, ползун 55 устанавлившот по делениям на шта ге 54 на размер Н/21Т мм, где Н - ша сечения лопасти, мм; салазки 22 и 23 с помощью механизмов строчечной подачи устанавливают по щкалам на направляющих 3-4 на одинаковый радиус f периферкйного участка лопасти,; поворотом сельсина-датчика 57 согласовывают его с сельсином-приемником 58, с помощью механизма круговой подачи устанавливают лопасть так, чтобы верхняя кромка ее периферийного участка стала на уровне оси шпинделей торцовых щеток и включают их вращение, причем оно должно быть по направлению одинаковым. С помощью пневмоцилиндроБ по,цзодя1т обе щетки до касания с лопастью, включают пода чу СОЖ, регулируют давлением воздуха требуемое прижимное ус5етие и . ,включают круговую подачу. При этом одновременно обрабатываются обе стороны лопасти. Прижатые к лопасти луч ки ворса срезают с ее поверхности 0504 слой, толщина которого.зависит от усилия прижима. Пневмогидравлический амортизатор деформируется под действием стаканчиков, отображая обрабатываемую поверхность лопасти и обеспечивая одинаковую силу прижатия всех пучков и этим самым одинаковую толщину срезаемого слоя, которая зависит от силы прижатия и жесткости пучков, т,е, от диаметра d и вылета пучков и от диаметра о их проволочек, В конце прохода первой периферийной дуговой строчки подпружиненные ролики 52 ш-гаяей пары датгтков 50 сводят с нижней кромки лопасти и их микровыключатели ,33 одновременно включают строчечного подачу и реверс круговой подачи. Приводные головки 5 и 6 и щетки перед-вигаются шравляюид 1 3 и 4 на величину , устаковленнЬ таЙ1 ерами, и тепрох.одит обработка второй строчот нижней кромки лопасти ,к верхКогда 3 конце второго прохода сойдут с верхней кромки лопасти подпружиненнь е ролики верхней пары датчиков 49, их микровыкличатели.одновременно включат строчечн то подачу к реверс круговой подачи.Так последовательно строчками обрабатьшается вся лопасть от веришны до комля, Для сохракения постоянства .круговой подачи частота зращения электродвигателя 18 опоры со стойкой и лопастью увеличивается пропорционально уменьиенио рйлиуса обрабатьтаемой строчки г. помощью шунтового реостата,, связанного с салазками. При радиальном перемещении салазок 22 приводной головки 6 происходит поворот ротора сельсина-датчика 57 и рассогласование его с сельсиномприемником 58, в результате чего ток рассогласования через усилитель, питает электродвигатель 59. исполнительного механизма, который вращает стойку 12 до согласования сельсинов, что приводит к повороту лопасти на вый угол следующего обрабатываемого участка и он станет тоже перпендикулярным шпинделю щетки. Это необходимо дня минимальных осевых перемещений , .пучков и всей щетки при отспеживании сложной винтовой поверхности лопасти, Испытания торцовой проволочной щетки с пневмогидравлическим торо- вьм амортизатором з лабораторньис условиях и станке на S11500506 на экспериментальном Преголь показали хорошие ресудоремонтном заводе зультате.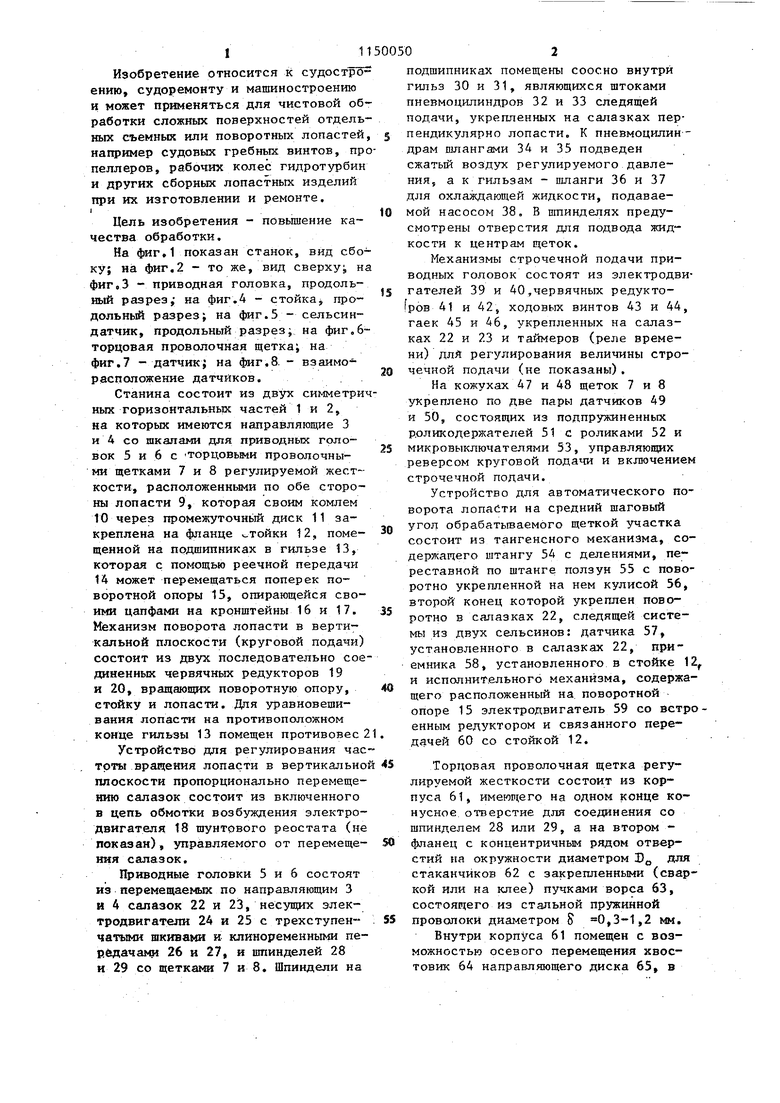
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для зачистки лопастей при изготовлении и ремонте лопастных изделий | 1977 |
|
SU742048A1 |
| Станок для обработки сложных поверхностей | 1983 |
|
SU1146140A1 |
| Способ бескопирной чистовой обработки сложных поверхностей | 1977 |
|
SU917961A1 |
| РАСТОЧНЫЙ СТАНОК | 1968 |
|
SU231299A1 |
| Станок для обработки вращающимися щетками | 1979 |
|
SU872053A1 |
| АГРЕГАТНЫЙ ГОРИЗОНТАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1973 |
|
SU397313A1 |
| ОБРАБОТКИ ФАСОННЫХ ДЕТАЛЕЙ | 1971 |
|
SU304060A1 |
| Металлорежущий станок | 1980 |
|
SU931304A1 |
| Станок для обработки криволинейных поверхностей тел вращения вращающимся режущим инструментом | 1973 |
|
SU1791102A1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 2012 |
|
RU2546943C2 |
1. СТАНОК ДЛЯ ДВУСТОРОННЕЙ БЕСКОПИРНОЙ ЧИСТОВОЙ ОБРАБОТКИ ЛОПАСТЕЙ, содержащий станину с направлякяцими, установленные в направляющих станины с возможностью перемещения салазки с приводньми головками для вращения обрабатывающего инструмента, механизмы для следящей и строчечной подач инструмента, механизм для установки и поворота лопасти в вертикальной плоскости, содержащий привод и связанную с ним поворотную опору, стойку с фланцем для крепления лопасти, и следящие за кромками лопасти датчики, отличающийся тем, что, с целью повьшения качества обработки, он имеет устройство для поворота стойки с фланцем вокруг ее оси, включающее двигатель, расположенный на поворотной опоре и связанный со стойкой, следящую за поворотом стойки систему из двух взаимосвязанных сельсинов, один из которых установлен на салазках, а другой - в стойке, и тангенсный механизм, содержащий штангу, ползун с пазом и кулису, один конец которой установлен в пазу ползуна, а другой шарнирно связан т с сельсином установленным на салазках. 2, Станок ПОП.1, отличающийся тем, что привод механизма поворота лопасти в вертикальной плоскости шлполнен с возможностью регулирования частоты его ;д пропорционально перемещекйю салазок.
1S
56
57
ФигЛ
7
Фиг. 5 58
фиг.б
Фиг.7
SKP
fpLfs.S
| Станок для зачистки лопастей при изготовлении и ремонте лопастных изделий | 1977 |
|
SU742048A1 |
