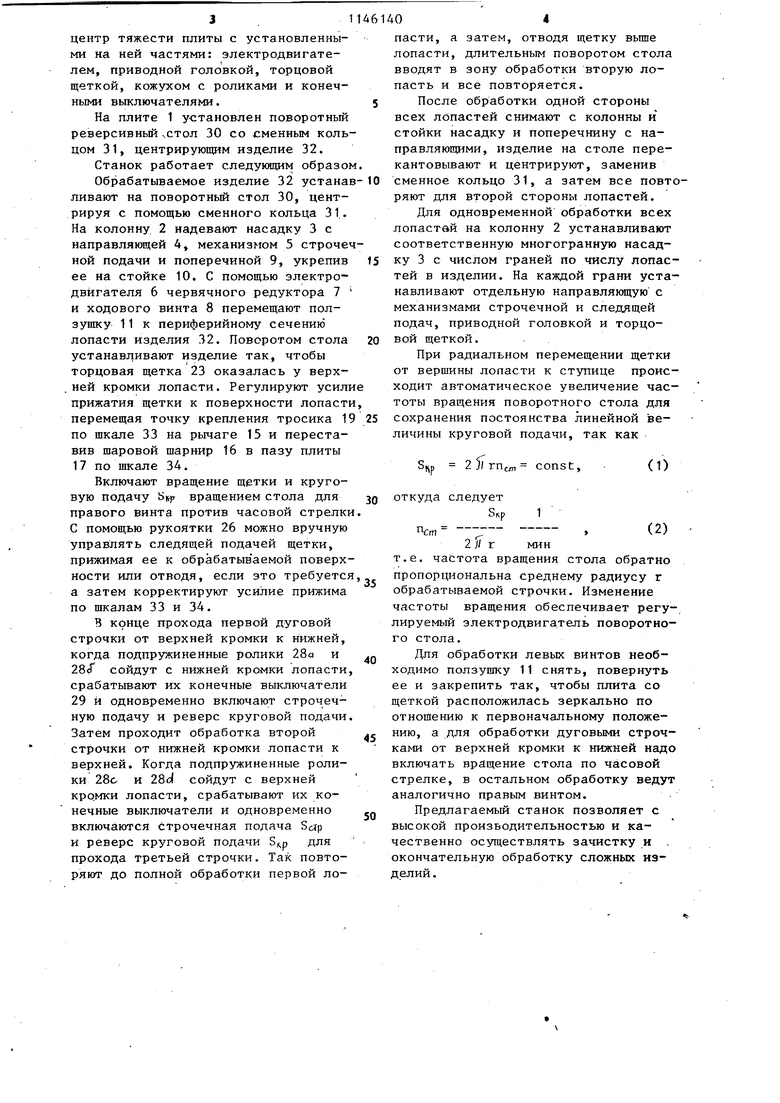
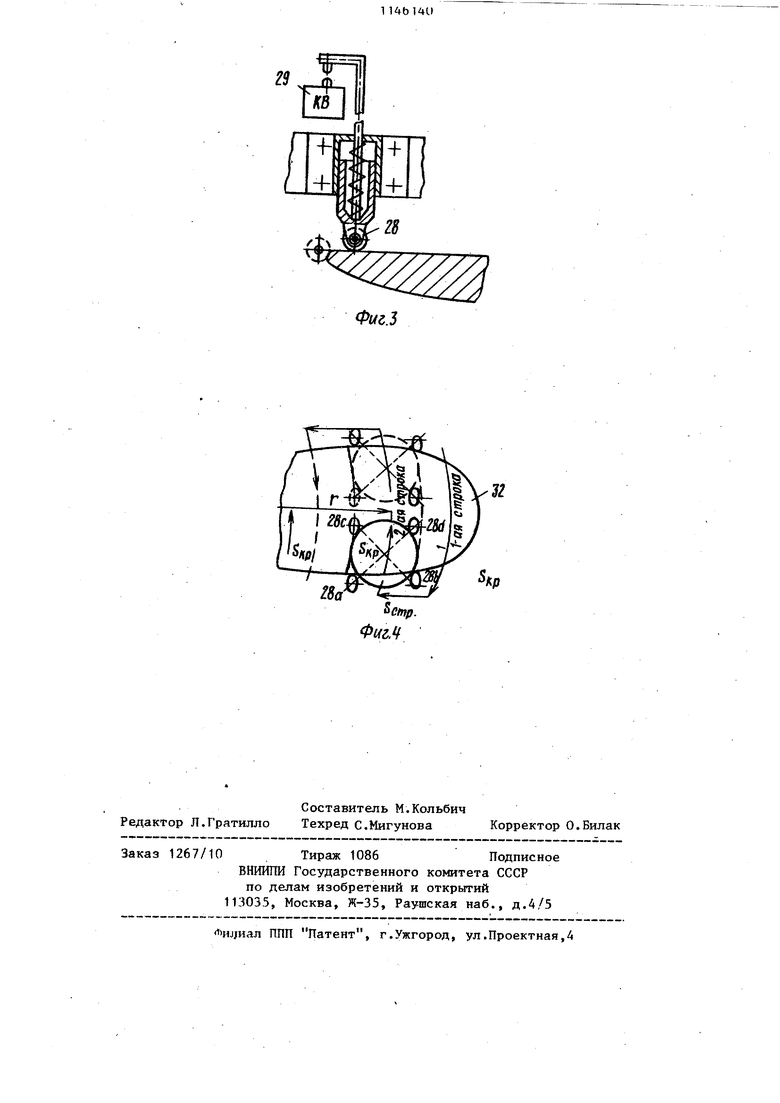
Изобретение относится к области судостроения, судоремонта и машиностроения и может найти применение как для очистки от обрастания, коррозии и загрязнений поверхностей эксплуатируемых лопастей, например судовых гребных винтов, так и для их чистовой обработки при изготовле нии и ремонте гребных винтов и аналогичных лопастей изделий - рабочих колес гидротурбин, насосов, мешалок и др. Известен станок для обработки гребных винтов, содержащий механизм поворота детали, расположенную над ним горизонтальную направляющую,-не сущую механизм строчечной подачи, и установленную с возможностью пере мещения ползушку, с которой связана инструментальная головка fl . Однако известный станок в силу жесткого крепления инструмента не может быть использован для бескопир ной очистки и чистовой обработки де тали с использованием проволочных щеток регулируемой жесткости. Цель изобретения - повьппение про изводительности при бескопирной очистке и чистовой обработке с использованием проволочных щеток регу лируемой жесткости. Цель достигается тем, что станок для обработки сложных поверхностей, например лопастей судовых гребных винтов, содержащий механизм поворот детали, расположенную над ним горизонтальную направляющую, несущую механизм строчечной подачи, и установленную с возможностью перемещейи относительно направляющей ползушку, с которой связана инструментальная головка, снабжен закрепленной на ползушке трубой,, закрепленными на ней рычагами, плитой, несущей инстр ментальную головку, и механизмом уравновешивания указанной плиты с установленным с возможностью переме щения устройством его закрепления на одном из рычагов, причем плита установлена на последнем рычаге и соединена с ним посредством введенного в станок шарового шарнира, установленного с возможностью перемещения относительно плиты, механиз уравновешивания выполнен в виде про пущенного через трубу троса и закрепленного на нем груза, а инструментальная головка снабжена кожухом с размещенными на нем подпружиненными роликами для слежения за кромкой детали, предназначенными для взаимодействия с введенными в станок выключателями. На фиг. 1 представлен предлагаемьй станок, продольный разрез; на фиг. 2 - то же, поперечный разрез; на фиг. 3 - конструкция подпружиненных роликов; на фиг. А - схема расположения роликов относительно обрабатываемой лопасти. Станок содержит плиту 1, в центре которой установлена трубчатая колонна 2 с насадкой 3, на боковой грани которой укреплена горизонтальная направляющая 4 из двух труб с - механизмом 5 строчечной подачи., который содержит электродвигатель 6, червячный редуктор 7 и ходовой винт 8 с гайкой. Направляющие трубы 4 одним кондом закреплены в насадке 3, а вторым - в поперечине- 9, привинченной к сварной стойке 10, установленной на плите 1. Гайка винта 8 укреплена на ползушке 11, получающей периодическую строчечную подачу 8е,тр , величина которой регулируется таймером (не показан), отключаю1{им электродвигатель 6. К ползушке 11 снизу привинчена вертикальная труба 12, направляющая уравновешиваемый груз 13. С тр1убой шарнирно соединены рычаги 14 и 15, последний соединен шаровым переставным шарниром 16 с качающейся плитой 17. К рычагу 15 подкреплен с возможностью перемещения устройства 18 его закрепления трос 19, а концы его пропущены внутри трубы через блоки 20 и прикреплены к уравновешивающему грузу 13. На плите 17 установлены электродвигатель 21, приводная головка 22, торцовая щетка 23 и ременная передача 24. Через полый шпиндель 25 шлангом подается жидкость к центру торцовой щетки. На корпусе приводной головки предусмотрена ручка 26 для ручного управления. Кожух 27 ограждения ременной передачи и торцовой щетки несет на себе четыре подпружиненных ролика 28, взаимодействующих с конечными выключателями 29 в системе автоматического реверсирования круговой подачи и включения строчечной подачи. Центр шарового шарнира 16 проходит через центр тяжести плиты с установленными на ней частями: электродвигателем, приводной головкой, торцовой щеткой, кожухом с роликами и конечными выключателями. На плите 1 установлен поворотный реверсивный стол 30 со сменным коль цом 31, центрирующим изделие 32. Станок работает следунщим образо Обрабатываемое изделие 32 устана ливают на поворотньй стол 30, центрируя с помощью сменного кольца 31,. На колонну 2 надевают насадку 3 с направляющей 4, механизмом 5 строче ной подачи и поперечиной 9, укрепив ее на стойке 10. С помощью электро двигателя 6 червячного редуктора 7 и ходового винта 8 перемещают ползушку 11 к периферийному сечению лопасти изделия 32. Поворотом стола устанавливают изделие так, чтобы торцовая щетка 23 оказалась у верх. ней кромки лопасти. Регулируют усил прижатия щетки к поверхности лопаст перемещая точку крепления тросика 1 по шкале 33 на рычаге 15 и переставив шаровой шарнир 16 в пазу плиты 17 по шкале 34. Включают вращение щетки и круговую подачу вращением стола для правого винта против часовой стрелки С помощью рукоятки 26 можно вручную управлять следящей подачей щетки, прижимая ее к обрабатываемой поверх ности или отводя, если это требуется а затем корректируют усилие прижима по шкалам 33 и 34. В конце прохода первой дуговой строчки от верхней кромки к нижней, когда подпружиненные ролики 28а и сойдут с нижней кромки лопасти срабатывают их конечные выключатели 29 и одновременно включают строчечную подачу и реверс круговой подачи Затем проходит обработка второй строчки от нижней кромки лопасти к верхней. Когда подпружиненные ролики 28с и 28с1 сойдут с верхней кромки лопасти, срабатывают их конечные выключатели и одновременно включаются строчечная подача Sap и реверс круговой подачи для прохода третьей строчки. Так повторяют до полной обработки первой лопасти, а затем, отводя щетку вьппе лопасти, длительным поворотом стола вводят в зону обработки вторую лопасть и все повторяется. После обработки одной стороны всех лопастей снимают с колонны и стойки насадку и поперечнину с направляющими, изделие на столе перекантовывают и центрируют, заменив сменное кольцо 31, а затем все повторяют для второй стороны лопастей. Для одновременной обработки всех лопастей на колонну 2 устанавливают соответственную многогранную насадку 3 с числом граней по числу лопастей в изделии. На каждой грани устанавливают отдельную направлякицую с механизмами строчечной и следящей подач, приводной головкой и торцовой щеткой. При радиальном перемещении щетки от вершины лопасти к ступице происходит автоматическое увеличение частоты вращения поворотного стола для сохранения постоянства линейной величины круговой подачи, так как гпап const. откуда следует 1 пс --- , (2) 2 Л г мин т.е. частота вращения стола обратно пропорциональна среднему радиусу г обрабатываемой строчки. Изменение частоты вращения обеспечивает регулируемый электродвигатель поворотного стола. Для обработки левых винтов необходимо ползушку 11 снять, повернуть ее и закрепить так, чтобы плита со щеткой расположилась зеркально по отношению к первоначальному положению, а для обработки дуговыми строчками от верхней кромки к нижней надо включать вращение стола по часовой стрелке, в остальном обработку ведут аналогично правьм винтом. Предлагаемый станок позволяет с высокой производительностью и качественно осуществлять зачистку и окончательную обработку сложных изделий .
. «. .
Омаждение
/7.
Фиъ1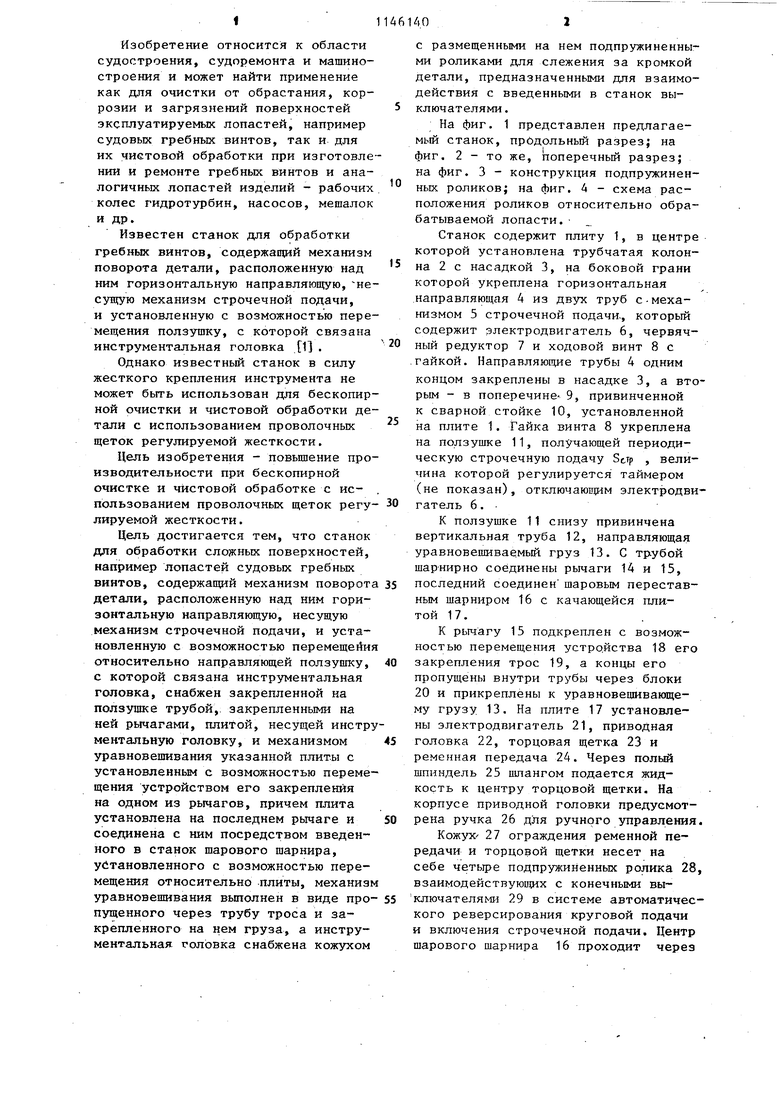
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для двусторонней бескопирной чистовой обработки лопастей | 1983 |
|
SU1150050A1 |
| Станок для зачистки лопастей при изготовлении и ремонте лопастных изделий | 1977 |
|
SU742048A1 |
| Способ бескопирной чистовой обработки сложных поверхностей | 1977 |
|
SU917961A1 |
| Станок для пятикоординатной обработки вращающимся инструментом пространственно-сложных криволинейных поверхностей | 1972 |
|
SU491252A1 |
| Станок для обработки вращающимися щетками | 1979 |
|
SU872053A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК | 1972 |
|
SU432986A1 |
| Копировальный станок | 1980 |
|
SU908551A1 |
| Станок для насекания напильников и механизм ориентирования обрабатываемой поверхности заготовки относительно инструмента | 1981 |
|
SU1021064A1 |
| Станок для обработки кромки пера лопаток | 1980 |
|
SU1039698A1 |
| СТАНОК ДЛЯ БЕСКОПИРНОЙ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ | 1973 |
|
SU381486A1 |
СТАНОК ДЛЯ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ,, например лопастей судовых гребных винтов, содержаищй механизм поворота детали, располо- . женную над ним горизонтальную напр вЛЯЮ1ЧУЮ, несущую механизм строчечной подачи, и установленную с возможностью перемещения относительно направляющей ползушку, с которой связана инетрументальная головка, отличающийся тем, что, с целью повьшения производительности при бескопирной очистке и чистовой обработке с использованием проволочных щеток регулируемой жесткости, станок снабжен закрепленной на ползушке полой трубой, закрепленными на ней рычагами, плитой, несущей инструментальную головку, и механизмом уравновешивания указанной плиты с установленным с возможностью перемещения устройством его закрепления на одном из рычагов, причем плита установлена на последнем рычаге и соединена с ним посредством введенного в станок шарового шарнира, установленного с возможностью перемещения относительно плиты, механизм уравновешивания выполнен в виде пропущенО) ного через трубу троса и закрепленного на нем груза, а инструментальная головка снабжена кожухом и размещенными на ней подпружиненньвш роликами для слежения за кромкой детали, предназначенными для взаимодействия с введенными в станок выклю4 чателями. О
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
