Кроме того, для повышения производиельности путем одновременной обработки сех лопастей при серийном и массовом изготовления лопастных изделий для каждой опасти предусмотрена своя пара приводных головок со щетками и механизмами ледящей и строчечной подач.
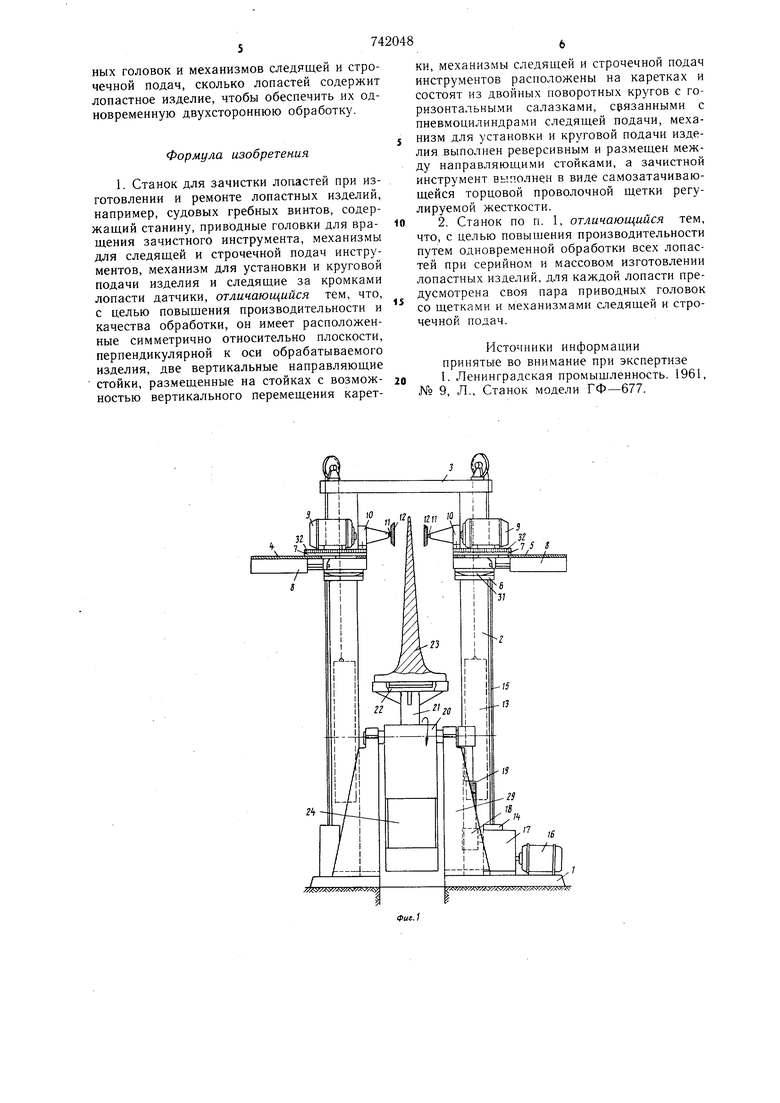
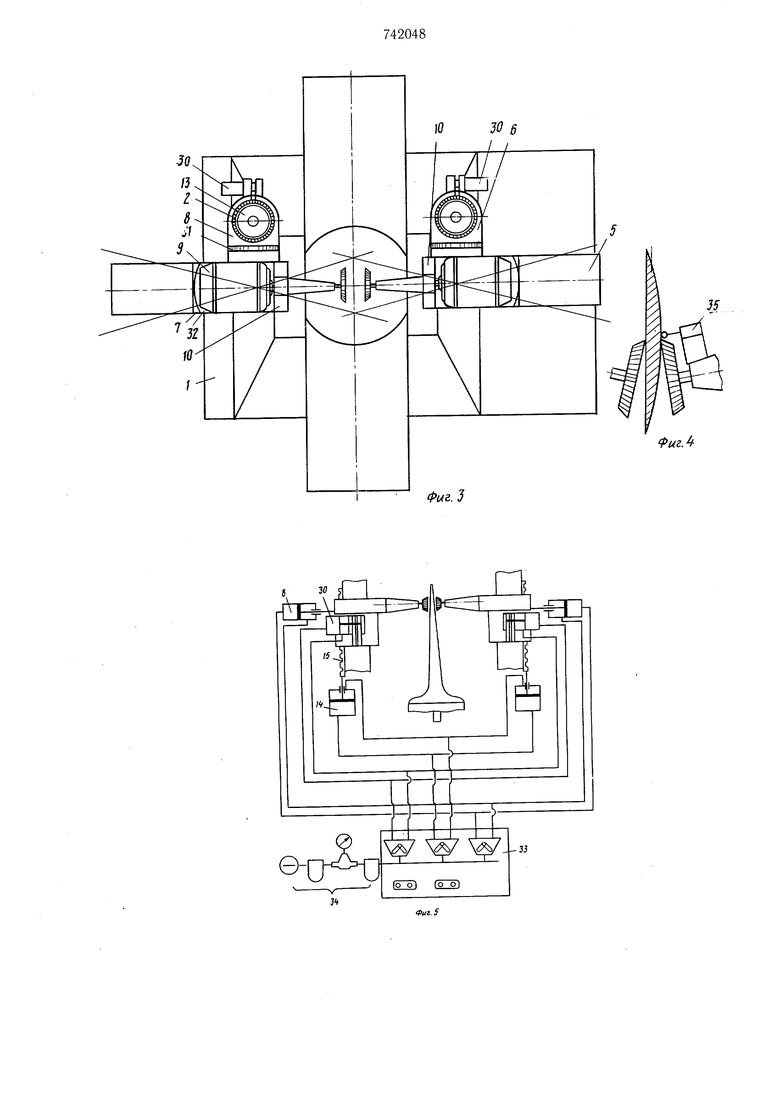
На фиг. 1 изображен общий вид станка, вид спереди; на фиг. 2 - установка цельного гребного винта; на фиг. 3 - вид станка в плане; на фиг. 4 - цилиндрическое сечение лопасти и расположение инструментов-, на фиг. 5 - пневматическая схема станка; на фиг. 6 - схема обработки лопасти строчками.
Станина станка состоит из опорной плиты 1, на котором симметрично установлены плоскости, перпендикулярные к оси вращения обрабатываемого изделия, две вертикальные направляющие стойки 2, соединенные вверху поперечиной 3. На стойках размещены с возможностью вертикального перемещения две приводные головки 4 и 5, содержащие каретки 6 с двойными поворотными кругами, горизонтальные салазки 7, пневмоцилиндры 8 следящей подачи, электродвигатели 9, корпуса 10, щпиндели 11 с инструментами в виде самозатачивающихся торцовых проволочных щеток 12 регулируемой жесткости. Грузы 13 внутри полых стоек 2 служат для уравновешивания приводных головок.
Механизм строчечной подачи состоит из пневмоцилиндров 14, штоков 15 с зубчатыми храповыми рейками, взаимодействующими с храповыми собачками кареток 6.
Механизм для установки и круговой подачи изделия размещен между вертикальными стойками и состоит из электродвигателя 16, соединенного с редуктором 17, выходной вал которого несет шестерню 18, сцепляющуюся с зубчатым сектором 19, установленным на горизонтальном валу 20, в крестовине которого установлен с возможностью перемещения, поворота и закрепления вертикальный вал 21 с опорным фланцем 22 для центрирования и закрепления отдельной лопасти 23 и противовесом 24. Здесь использован обычный манипулятор - кантователь для сварочных работ.
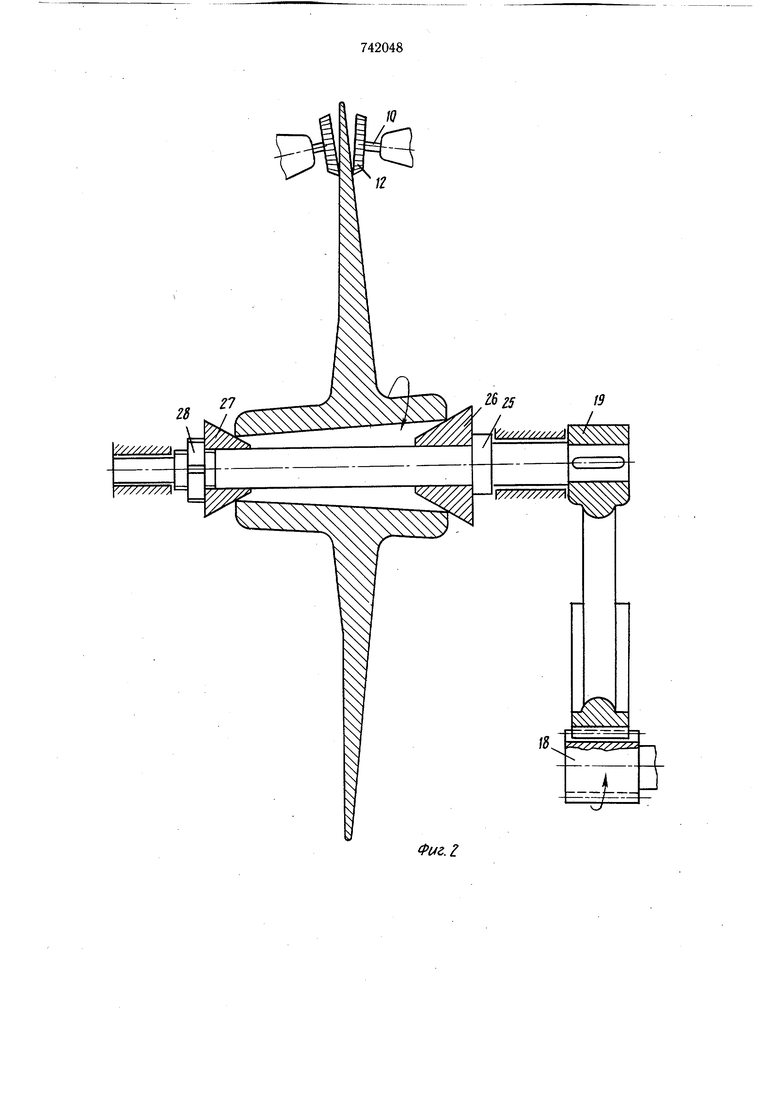
Для закрепления цельного (или в сборе) лопастного изделия, например, гребного винта (см. фиг. 2) вместо вала 20 с деталями 21-24 предусмотрена горизонтальная оправка 25 с раздвижными конусами 26 и 27 ; гайкой 28.
Каретки 6 снабжены пневмозажимами
30и взаимно перпендикулярными кругами
31и 32 для возможности устаноаки осей шпинделей 11 под нeoбxoди мми углами. Пульт управления 33 соединен с пневматической сетью необходимыми устройствами 34 (водоотделитель, редуктор с манометром, масленка и др).
На головках установлены следящие за кромками лопасти датчики 35 (см. фиг. 6)
системы автоматического управления реверсом круговой задающей подачи и включения строчечной подачи.
Станок работает следующим образом.
Отдельную лопасть 23 центрируют и крепят на опорном фланце 22 и поворотом вертикального вала 21 в крестовине устанавливают ее так, чтобы цилиндрическое сечение на относительном радиусе 0,6 стало в плоскости вращения вала 20 (см. фиг. 4). Это существенно уменьшает ход салазок 7 0 с головками. Затем с помощью поворотных кругов 31 и 32 устанавливают оси щпинде- , лей 11 под требуемыми углами а и /5 (см. фиг. 2 и 4), выверяют датчики 35, чтобы они срабатывали, когда щетки 12 дойдут до кромок лопасти (см. фиг. 6). Обработку удобнее начать с вершины лопасти, поэтому но стойкам 2 поднимают каретки 6 и устанавливают на одинаковой высоте, соединяют их храповые собачки с рейками штоков 15 и регулируют механизмы на величину требуемой строчечной подачи. Затем с пульта 33 включают станок, механизмы которого сообщат следующие необходимые для обработки движения:
-главное движение-вращение щеток 12 от электродвигателей 9;
-круговую подачу - управляемое датчиками 35 реверсивное вращение изделия от электродвигателя 16;
-следящую подачу - поступательное горизонтальное перемещение салазок 7 от пнев0 моцилиндров 8, обеспечивающих постоянство нажимного усилия щеток и толщины ср.езаемого ими слоя;
-строчечную подачу - периодическое в конце каждого прохода вертикальное синхронное перемещение кареток 6 по стойкам 2 5 от храповых зубчатых реек и пневмоцилиндров 14, включаемых по сигналам датчиков 35; перед включением строчечной подачи пневмозажимы 30 освобождают каретки 6, а после ее выполнения зажимают.
- Управление станком осуществляется с пульта 33 вручную либо автоматически.
Последовательность обработки лопасти строчками показана на фиг. 6. В конце всей обработки с помощью конических выключателей щетки отводятся от лопасти, и станок останавливается.
Цельное (или в сборе) лопастное изделие устанавливают на оправке 25 (см. фиг. 2) центрируют на раздвижных конусах 26 и 27 или на промежуточной конусной втулке (на фиг. 2 не показана) и зажимают гайкой 28. В остальном подготовка станка и обработка первой лопасти аналогична описанной для отдельной лопасти. После обработки первой лопасти щетки отводят, станок выключают, освобождают гайки 28 и поворачивают изделие для обработки следующей лопасти. Так повторяют для всех лопастей.
Для массового и серийного производства станок должен иметь столько пар приводных головок и механизмов следящей и строчечной подач, сколько лопастей содержит лопастное изделие, чтобы обеспечить их одновременную двухстороннюю обработку.
Формула изобретения
1. Станок для зачистки лопастей при изготовлении и ремонте лопастных изделий, например, судовых гребных винтов, содеращий станину, приводные головки для вращения зачистного инструмента, механизмы для следящей и строчечной подач инстру ментов, механизм для установки и круговой подачи изделия и следящие за кромками лопасти датчики, отличающийся тем, что, с целью повыщения производительности и качества обработки, он имеет расположенные симметрично относительно плоскости, перпендикулярной к оси обрабатываемого изделия, две вертикальные направляющие стойки, размещенные на стойках с возможностью вертикального перемещения каретки, механизмы следящей и строчечной подач инструментов расположены на каретках и состоят из двойных поворотных кругов с горизонтальными салазками, связанными с пневмоцилиндрами следящей подачи, механизм для установки и круговой подачи изделия выполнен реверсивным и размещен между направляющими стойками, а зачисткой инструмент выполнен в виде самозатачивающейся торцовой проволочной щетки регулируемой жесткости.
2. Станок по п. 1, отличающийся тем, что, с целью повышения производительности путем одновременной обработки всех лопастей при серийном и массовом изготовлении лопастных изделий, для каждой лопасти предусмотрена своя пара приводных головок со щетками и механизмами следящей и строчечной подач.
Источники информации принятые во внимание при экспертизе 1. Ленинградская промышленность. 1961, № 9, Л., Станок модели ГФ-677.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ бескопирной чистовой обработки сложных поверхностей | 1977 |
|
SU917961A1 |
| Станок для двусторонней бескопирной чистовой обработки лопастей | 1983 |
|
SU1150050A1 |
| Станок для обработки сложных поверхностей | 1983 |
|
SU1146140A1 |
| Прибор для контроля и разметки гребных и т.п. винтов | 1945 |
|
SU68379A1 |
| Стенд для правки лопастей | 1983 |
|
SU1228938A1 |
| СТАНОК ДЛЯ БЕСКОПИРНОЙ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ | 1973 |
|
SU381486A1 |
| Станок для обработки гребных винтов | 1975 |
|
SU610618A1 |
| СТАНОК ДЛЯ ГИБКИ ИЗДЕЛИЙПРОКАТА | 1971 |
|
SU320326A1 |
| ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ГРЕБНЫХ ВИНТОВ | 1972 |
|
SU421437A1 |
| УСТРОЙСТВО для очистки РЕМИЗОК ТКАЦКИХ СТАНКОВ | 1970 |
|
SU271397A1 |

Фиг.2
83fl
If
/2
55
